數(shù)控火焰切割機切割質(zhì)量影響因素和尺寸精度控制
2014-05-29 00:41:29喬俞
化工機械 2014年4期
關(guān)鍵詞:質(zhì)量
喬 俞
(中國石油遼陽石油化纖公司機械廠)
隨著現(xiàn)代制造技術(shù)的迅速發(fā)展,對于板材切割,傳統(tǒng)的手工切割和半自動切割已不能滿足高速發(fā)展的工業(yè)生產(chǎn)要求,而高效率、低成本且高智能的數(shù)控火焰切割機越來越受到廣大企業(yè)的青睞。生產(chǎn)效率得到提高的同時,切割質(zhì)量和切割尺寸精度這些影響工件成型質(zhì)量和產(chǎn)品整體性能的重要因素,也是切割操作工不斷探討的問題。
1 影響切割質(zhì)量因素
1.1 切割工藝參數(shù)
根據(jù)所割工件的厚度選擇合適類型的割嘴型號,精確調(diào)整氧燃氣的工作壓力值、設(shè)定正確的割嘴間隙,對切割質(zhì)量和工作效率至關(guān)重要。根據(jù)某廠MESSER數(shù)控火焰切割機實際生產(chǎn)經(jīng)驗,火焰切割機相關(guān)工藝參數(shù)設(shè)置見表1。
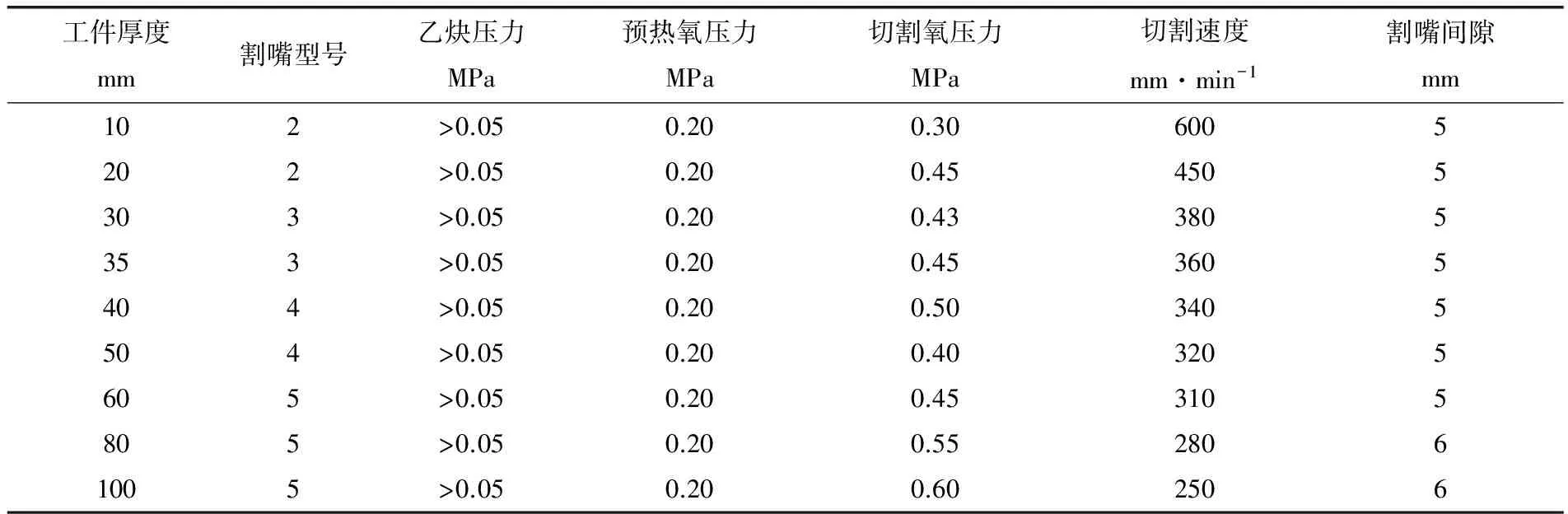
表1 氧切割相關(guān)工藝參數(shù)
注:以上數(shù)據(jù)是在普通鋼板碳量為0.3%,且切割氧的最低純度為99.5%的基礎(chǔ)上列出的。
1.2 氣體
火焰切割是一種熱切割工藝,切割材料被局部加熱到燃燒點并且在切割氧流中燃燒,由加熱火焰和切割材料燃燒所共同產(chǎn)生的熱使切割材料在切割氧流中連續(xù)燃燒,因此切割機的工作氣體是氧氣和可燃氣體。
1.2.1氧氣
在數(shù)控火焰切割中,氧氣的純度是影響氣割質(zhì)量的重要因素,由此要求切割氧純度必須達到99.5%以上,氧純度每下降1.5%,切割速度下降25%,耗氧量增加50%,同時造成切割面粗糙,下緣掛渣,氧氣純度低于95%則不能切割。
在數(shù)控火焰切割中,氧氣壓力的穩(wěn)定性對工件的切割質(zhì)量至關(guān)重要。采用瓶裝供氧,中途必然要更換氣源,瓶裝氣源使用開始和結(jié)束時,氣源壓力波動大。造成氣割表面質(zhì)量明顯劣變,解決方法可采用溫水加熱法,以保證氣源的穩(wěn)定性。采用液態(tài)氧切割,由于儲量大,氣體質(zhì)量好,提高了表面質(zhì)量,且綜合經(jīng)濟指標也高于瓶裝氧氣,在工作效率上能有較大的提高。
1.2.2可燃氣體
火焰切割中常用的可燃氣體有乙炔、煤氣、天然氣及丙烷等。乙炔氣體理論燃燒值溫度高,與氧氣按比例混合點燃后所產(chǎn)生的火焰溫度高于其他可燃氣體,容易滿足氣割溫度要求,且價格便宜,制取方便,可獲得較高的表面質(zhì)量,也因此得到廣泛的應用。
1.3 切割火焰
通過預熱火焰,把金屬工件加熱至金屬在氧氣中燃燒的溫度,并始終保持這一溫度,同時使得鋼材表面的氧化皮剝離和熔化,便于切割氧流與金屬接觸,能較好地控制切割表面質(zhì)量,而預熱火焰能率是影響切口質(zhì)量的重要參數(shù),在操作數(shù)控火焰切割機時,一般通過調(diào)節(jié)氧氣和燃氣的比例得到3種切割火焰:中性焰、碳化焰和氧化焰。火焰切割一般采用的是中性焰或輕微的氧化焰。
中性焰是氧與乙炔體積比為1.1~1.2時的混合氣燃燒形成的火焰。通過機床的切割快風按鈕,檢查切割氧射流的情況:必須以筆直的圓錐形從割嘴射出,預熱火焰集中的圍繞切割氧射流。圖1為中性焰形狀及其切割工件表面形貌。
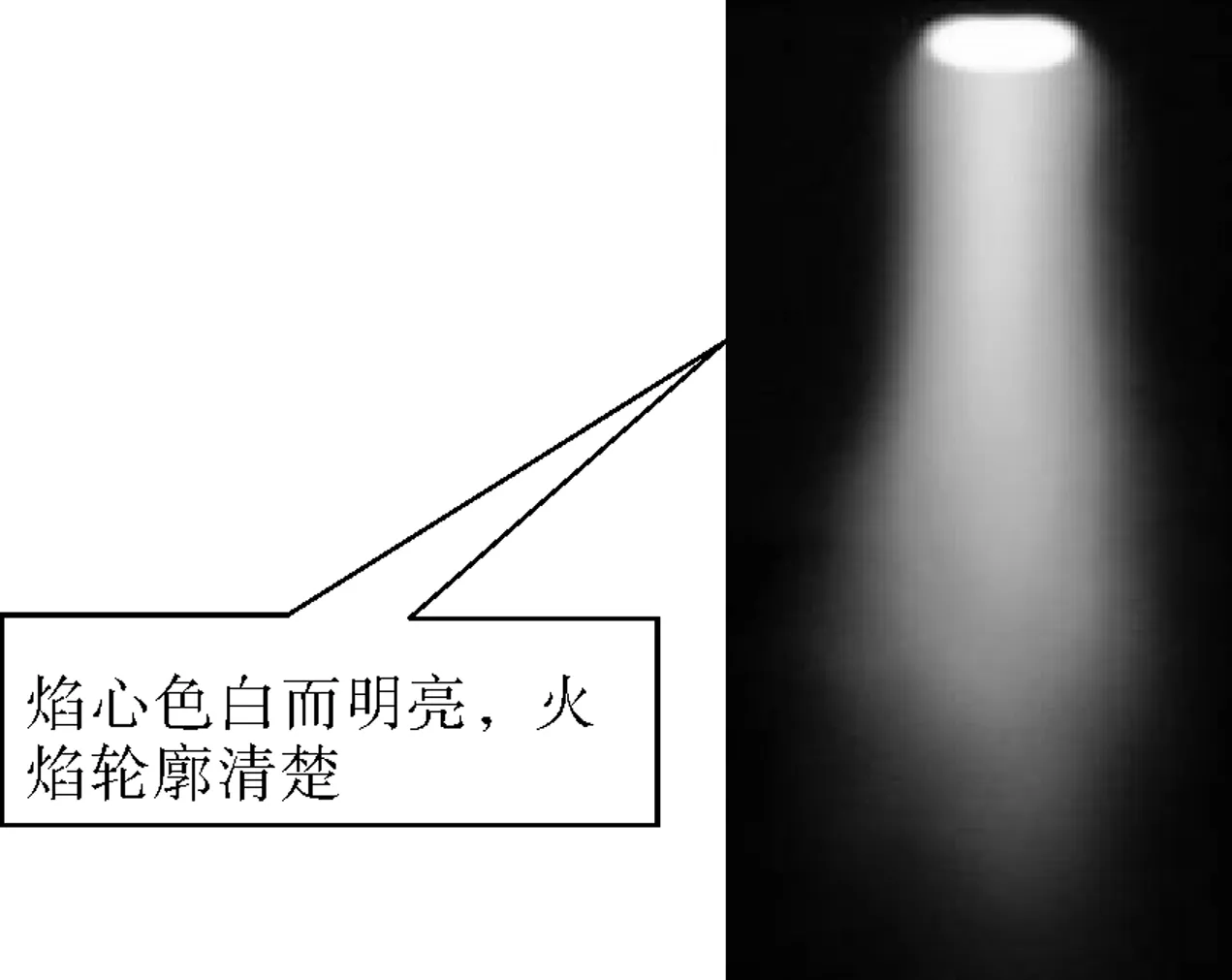
a. 中性焰

b. 切割氧射流

c. 所切割出的表面質(zhì)量
碳化焰是氧氣與乙炔的體積比值小于1.1時的混合氣燃燒形成的火焰。碳化焰切割容易造成切割過程中斷。圖2為碳化焰的形狀。
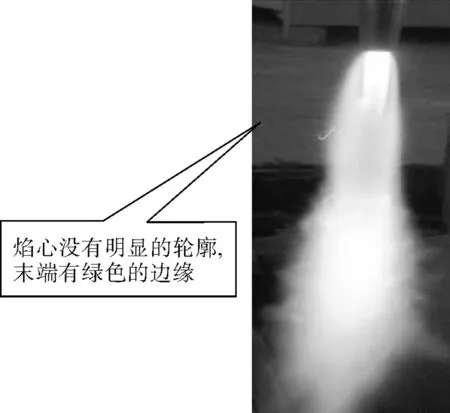
圖2 碳化焰形狀
氧化焰是氧氣與乙炔的體積比值大于1.2時的混合氣燃燒形成的氣體火焰,圖3為氧化焰形狀及其切割工件的表面形貌。
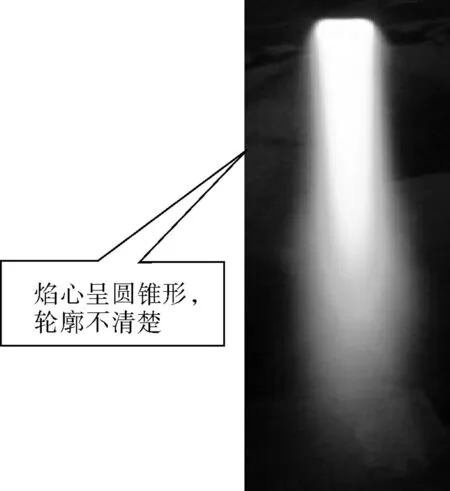
a. 氧化焰
b. 所切割出的表面質(zhì)量
火焰的類型對切口表面質(zhì)量產(chǎn)生重要的影響,因此在切割過程中,要注意隨時調(diào)整預熱火焰,防止火焰性質(zhì)發(fā)生變化。
1.4 切割速度
切割速度是影響切割過程穩(wěn)定性和切割斷面質(zhì)量的直接因素。實際生產(chǎn)中應根據(jù)所用割嘴的性能參數(shù)、氣體的種類及純度、鋼板的材料和厚度來調(diào)整切割速度(表1)。
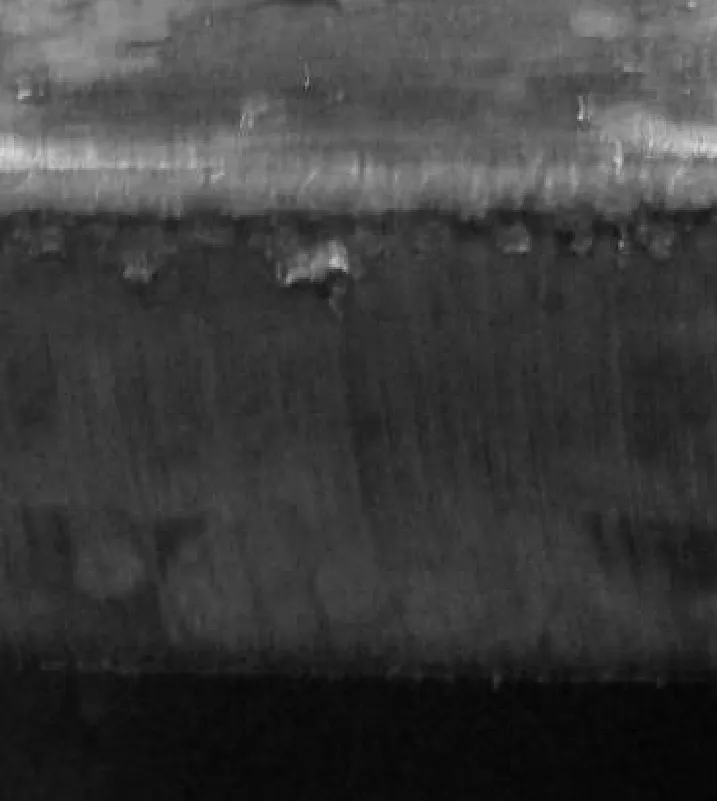
通常有經(jīng)驗的操作工人能從火花飛濺的情況和切割過程中產(chǎn)生的聲音來判斷切割速度是否合適,銳利的切割邊和滿意的切口質(zhì)量,只可能在預熱火焰調(diào)整合適時才能獲得。圖4為不同切割速度對切割表面質(zhì)量的影響。
2 尺寸精度的影響因素
數(shù)控切割機切割零件的尺寸精度與設(shè)備精度、切割方向和操作工的實際經(jīng)驗息息相關(guān)。

a. 速度適中

b. 速度太快

c. 速度太慢
2.1 穿孔和切入點選擇
例如切割厚度為6~20mm的鋼板,由于工件受熱易變形,采用如圖5所示的穿孔辦法使鋼板邊緣成封閉狀態(tài),可限制因變形引起的零件尺寸偏差。
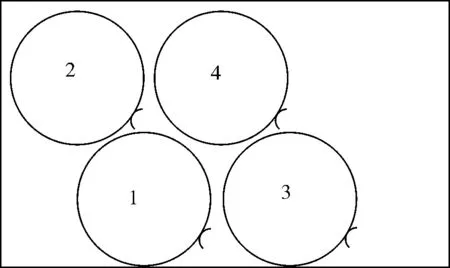
圖5 切割4件φ500mm折流板穿孔示意圖
如果穿孔在零件輪廓上,零件就會有瑕疵,因此切割前必須加入引入、引出線,而對于圓形工件,要求較高的切割接點,最好使用圓引線。
切割20~100mm鋼板,由于切割不易發(fā)生變形且穿孔操作翻渣厲害,易堵塞割嘴,可以直接從鋼板邊緣切入。
復雜工件選擇穿孔位置時,應考慮使熱量對稱從里面?zhèn)鞯酵饷?圖6)。
2.2 切割方向選擇
切割方向應保證切割結(jié)束在大面積的鋼板上,否則會因為受熱板材移動導致切割變形。由于工件比較狹長,受熱不均勻,引起熱脹冷縮,切割過程中容易變形,應采用斷續(xù)切割的方法(切割一段距離,空運行一段,然后再預熱切割)。
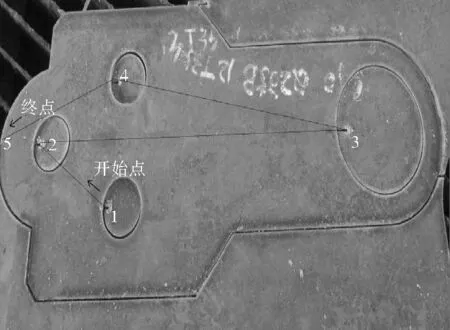
圖6 支撐板穿孔順序
3 結(jié)束語
嚴格的質(zhì)量控制方法可以保證數(shù)控火焰切割機切割各種零件的尺寸精度及切割的高效率。正確的控制因素分析是保證切割質(zhì)量的重要前提,而高素質(zhì)的操作人員是完成任務的必要條件,在實際生產(chǎn)中,要采用理論與實際相結(jié)合的方法,既要把握各種控制因素,也要認真總結(jié)經(jīng)驗并及時加以分析改正,努力提高操作水平,這也是切割質(zhì)量不可忽視的重要環(huán)節(jié)。
猜你喜歡
中學生數(shù)理化·中考版(2022年10期)2022-11-10 09:37:42
中學生數(shù)理化·八年級物理人教版(2022年12期)2022-02-14 07:08:42
中學生數(shù)理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數(shù)理化·中考版(2020年10期)2020-11-27 01:59:48
中國生殖健康(2019年2期)2019-08-23 08:12:08
石油化工建設(shè)(2018年6期)2018-04-22 03:16:54
產(chǎn)品可靠性報告(2017年7期)2017-09-05 09:49:12
中學生數(shù)理化·八年級物理人教版(2017年12期)2017-04-18 12:59:38
汽車觀察(2016年3期)2016-02-28 13:16:26
民生周刊(2014年7期)2014-03-28 01:30:54
