超高壓水晶釜底部結構的優化設計
2014-05-29 00:37:46李隆駿洪君華
化工機械 2014年4期
李隆駿 洪君華 馬 剛
(臺州市特種設備監督檢驗中心)
文獻[1]表明,20世紀80年代至90年代初,國內水晶釜爆裂性事故有8起,釜體開裂和泄漏事故有數十臺,事故釜基本為通孔型結構,事故原因大部分為應力腐蝕開裂。有關科研機構所做的失效分析認為:引起水晶釜釜體破裂失效的原因是多方面因素共同作用的結果。除去制造帶來的材料本身質量欠佳及釜體材料PCrNi3MoVA具有350~400℃長期等溫脆性傾向導致材料性能下降等原因之外,水晶釜在生產工況下的應力腐蝕開裂敏感性是主要原因[2]。而應力腐蝕失效的裂紋源基本位于底部臺階附近。
浙江某廠曾做過大量破裂失效水晶釜的解剖分析,發現大部分由底部內表面軸向裂紋引起(國內亦發生過內表面周向裂紋引起的爆炸事故),從內壁呈輻射狀擴展開,且裂紋源都在釜體底部堵底塞位置的臺階附近。
1 傳統通孔型水晶釜應力腐蝕原因分析
超高壓水晶釜(以下簡稱水晶釜)的主要參數為:設計壓力151MPa,工作壓力137MPa;設計溫度400℃,工作溫度約380℃;工作介質NaOH溶液;內徑為φ180~400mm不等,壁厚80~120mm不等;主體材料為PCrNi3MoVA或708。工作方式為電阻絲或加熱帶筒體外纏繞加熱,一個工作周期為40~60d。
從生產條件可知,水晶釜在生產過程中已同時具備了應力腐蝕的3個條件,即高溫、高堿濃度和拉伸應力。
1.1 結構特點
傳統的通孔型水晶釜在釜體底部有一個內徑臺階,堵底螺通過壓環作用于堵底密封環(材料為T2紫銅)上,頂緊臺階上的堵底塞產生初始密封(圖1)。裝配緊密之后,在堵底塞底面與釜體臺階之間會產生一個窄縫隙。
有關研究表明,上述底部結構會在臺階處產生應力集中現象。根據原勞動部鍋檢中心所做的φ280mm水晶釜耐壓試驗應力分析可知[2]:在205MPa耐壓試驗壓力下,釜體內壁最大環向拉伸應力為380MPa;當釜體處于正常生產的保溫狀態時,釜體內壁最大環向拉伸應力為382MPa;而當釜體升溫過程中,壓力接近工作壓力時,出現了釜體的最大環向拉伸應力,位于釜體底部臺階附近區域的內壁,其值可達460MPa,應力集中系數為1.57,形成局部的高拉伸應力區。此外,紫銅密封環熱膨脹也會造成局部的附加應力。
1.2 介質
當水晶釜內壁與介質接觸后,會自然形成一種均勻、堅硬的保護膜。但在高溫、高堿環境中,保護膜就不容易形成或生成后也被腐蝕溶解,造成金屬基體腐蝕,產生應力腐蝕裂紋的萌生源。在堵底塞與釜體臺階處的窄縫隙內易沉積堿性物質,導致堿濃度更高。
1.3 工藝
在實際的水晶生產過程中,如果裝滿度控制不準時,存在超壓運行的可能性,同時存在由于裝滿度不夠而超溫運行的可能性。在底部臺階部位,水晶生產工藝上要求加熱溫度比上部略高,存在一定的溫差。因此在水晶釜的釜體下部,工況尤為惡劣。底部臺階附近部位,在結構應力、溫差應力、附加應力的多重作用下,將加速應力腐蝕微裂紋萌生與擴展,最終導致水晶釜的破壞。典型應力腐蝕裂紋如圖2所示。
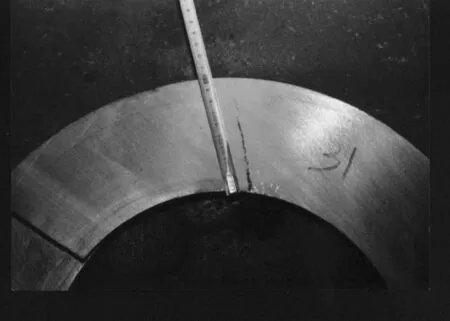
圖2 應力腐蝕裂紋
此外,通孔型水晶釜由于結構上采用T2紫銅作為堵底密封環材料,還有如下缺點:
a. 長期的高溫、高壓環境會使銅材發生蠕變、松馳而造成泄漏,山東某一水晶廠曾發現過密封環銅帶從密封塞擠出進入高壓釜內腔達30mm的現象;
b. 高溫環境會導致銅的氧化速度加快,抗氧化性能變差,是造成泄漏的主要原因之一;
c. 微量的銅離子滲透進入高壓釜內腔,參與水晶生產過程,將影響水晶產品的質量,江西某廠曾發現過生產結束后倒出來的剩余原料發藍,說明銅離子的滲透量已相當大。
2 優化設計
2.1 優化設計模型建立
水晶釜生產的工況、工藝一般來說是難以改變的,所以,要盡可能避免應力腐蝕失效,主要從設計上對盡量避免產生高的拉伸應力區進行考慮。筆者建立了一種水晶釜底部結構的優化設計模型(圖3)。
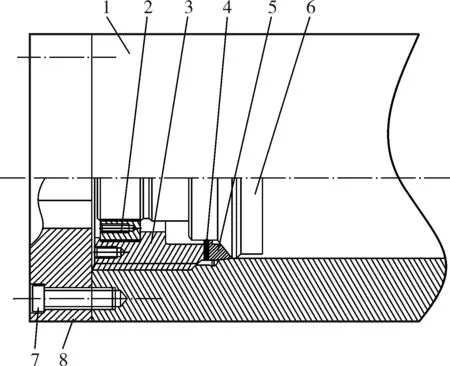
圖3 水晶釜底部結構的優化設計模型
2.2 優化措施
水晶釜釜體底部結構的優化設計主要有以下4種措施:
a. 在水晶釜釜體下部內壁采用小角度外錐角(3°30′)取代內徑臺階,以改善局部應力狀況,要求拐角處圓滑過渡;
b. 堵底密封環外錐角設計為3°,與釜體內壁有0.5°的角度差,以保證自緊式密封;
c. 堵底密封環內錐面與堵底塞斜面也有0.5°的角度差,以保證自緊式密封;
d. 堵底密封環采用較高強度的低合金鋼(硬度值略低于釜體硬度)取代紫銅環,目的在軸向載荷的作用下,依靠兩個密封面的擠壓,使接觸應力較高而產生局部塑性變形,但整體仍保持彈性變形,因為局部的擠壓應力超過材料的屈服極限,密封條件得以保證。
2.3 工況分析
底部密封分兩個階段進行:即初始密封和自緊密封。由于存在角度差,堵底密封環與釜體及堵底塞是線接觸的,堵底螺擰到位后,施以較大的力施緊預緊螺母,使堵底密封環楔尖局部塑性變形,達到初始密封。在水晶釜工作時,內壓升高后,推動堵底塞的軸向力隨內壓升高而增大,實現自緊式密封。
這種密封結構裝配時,要求設備必須豎直放置,不可橫向裝配。并要求施加較大的預緊力。在經過一至二次升壓后(即水壓試驗和第一次工作后)均要求再次對預緊螺母進行擰緊,保證初始密封,然后再裝上底座,以保護底部密封組件。因此,這種密封結構不適于永久固定式的水晶釜生產方式。
值得注意的是,在吊裝及就位時,要注意保護底部,不使堵底塞受到軸向向上的推力,否則可能致漏。
底部結構設計變更后的優點主要有:改善了應力集中狀況,保證自緊式密封,避免了銅材的使用,可保證水晶產品的質量。
2.4 其他
也有資料提出另一種優化方案,完全取消釜體下部內壁小角度外錐角,其他結構設計不變,堵底密封環仍采用T2銅材。該結構雖然可能改善應力集中情況,但不能避免出現不良結果。
3 運行情況
該底部改進設計方案完成后,通過了具有設計資格單位的設計校核、認可。十年間,該改進結果在原浙江水晶集團兩百多臺水晶釜修理中得到應用,修理成功的水晶釜在各地分廠已經過了數年的實際使用,未見一起書面的底部應力腐蝕破裂失效的反饋。除了發生過數次操作泄漏(操作時誤使堵底塞受到軸向向上的推力)外,均能保證水晶釜安全平穩運行,經濟效益明顯。
4 結束語
水晶釜開裂性事故起因大部分為應力腐蝕,裂紋源多產生在釜體底部堵底塞位置的臺階附近。在底部臺階附近部位,結構應力、溫差應力、附加應力的多重作用加速應力腐蝕微裂紋萌生與擴展,最終導致水晶釜的破壞。傳統通孔型結構的水晶釜釜體底部的臺階是優化設計考慮的重點。釜體底部結構優化設計后能極大地改善釜體底部應力集中狀況、避免產生應力腐蝕裂紋,并能保證密封性能,運用后起到了保障設備安全,提高經濟效益的作用。
參考文獻
[1] 董尚元,李新成.超高壓水晶釜的使用與在役檢驗[J].鍋爐壓力容器安全技術,1996,(6):32~35.
[2] 張永生,梁金忠.PCrNi3MoV鋼350℃長時間等溫脆性傾向[J].壓力容器,1996,13(6):71~73.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
房地產導刊(2022年5期)2022-06-01 06:20:14
哲學評論(2021年2期)2021-08-22 01:53:34
建材發展導向(2021年12期)2021-07-22 08:06:48
建材發展導向(2021年7期)2021-07-16 07:07:52
中學生數理化(高中版.高二數學)(2021年12期)2021-04-26 07:43:48
中華詩詞(2019年7期)2019-11-25 01:43:04
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
影視與戲劇評論(2016年0期)2016-11-23 05:26:01
現代企業(2015年9期)2015-02-28 18:56:50
