行星架加工工藝研究及應用
2014-05-09 06:34:46南車戚墅堰機車車輛工藝研究所有限公司江蘇常州213011
山東工業技術 2014年21期
關鍵詞:工藝
(南車戚墅堰機車車輛工藝研究所有限公司,江蘇 常州 213011)
(南車戚墅堰機車車輛工藝研究所有限公司,江蘇 常州 213011)
本文針對行星架加工精度高,尤其是銷孔位置度、平行度要求較高,通過工藝優化試驗,合理利用現有加工資源,最后通過檢測,保證形位公差達到設計要求,保證產品質量要求,滿足批量生產要求。
行星架;加工工藝;高精度
對于行星傳動系統來說,行星輪系均載非常關鍵,若行星架銷孔位置度不能滿足要求,那么三個行星輪受力會不相同,載荷大的行星輪及其軸承的壽命將大幅度減小。因此,行星架位置度的制造誤差,直接影響到齒輪箱的壽命。
1 工藝過程分析
針對行星架銷孔位置度要求Φ0.05mm,軸承擋要求0.044mm,結合現有資源,采用車、銑、鏜、鉆結合的方法完成了零件的加工,重要的工序在于車加工和精鏜工序,這也是保證行星架精度的關鍵工序[1]。
加工過程中主要涉及到人工找正精度和機床精度,嚴格控制這兩道工序的加工質量,以保證最后行星架成品設計要求。
主要使用設備是2.5m數控車床、數控鏜銑床(TOS)和搖臂鉆床(Z3080),工裝安裝調試簡單實用,使用游標卡尺、外徑千分尺和三坐標完成圖紙要求數據的檢驗。
2 主要加工工藝路線
根據以上工藝過程分析,制定如下工藝路線,如圖1:
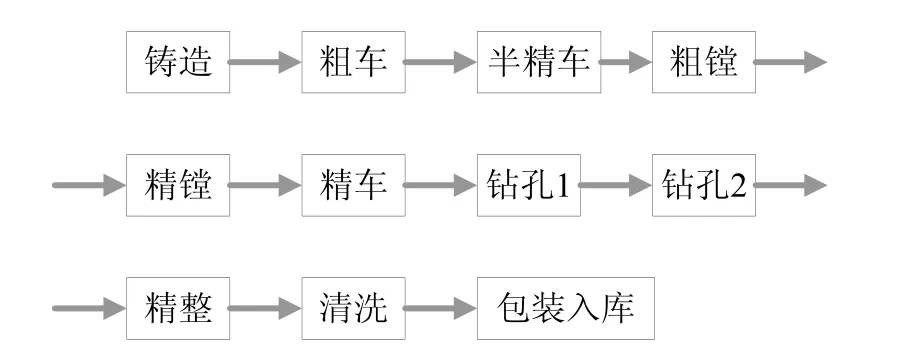
圖1 工藝路線
(1)毛坯鑄造。
(2)劃線:對零件進行整體劃線,確保加工余量均勻。
(3)粗車:選用雙龍門立式車床,成本較低,效率也較高,對外形尺寸及主要內孔進行粗加工。
(4)半精車:為了釋放加工過程中的應力,要將行星架加工部位的精加工的余量最大限度的加工,并且給后續精鏜孔保證安裝和找正的過渡基準。因此,確定相對合理的半精車余量很有必要,既能達到去除應力的目的,又能保證產品質量和提高生產效率。
(5)粗鏜:此工序為后續精加工進行去除余量,加工效率,只需要普通數顯鏜床即可滿足加工要求。
(6)精鏜:此工序關鍵工序,為了滿足設計圖紙要求,對設備和工裝的要求及其重要,在進行精鏜孔的過程中主要采取了如下的幾點措施:
1)在行星架裝夾時盡量做到支承點即為裝夾點,選擇大的定位面作為定位基準,并且定位面選擇在前后兩端裝夾、定位統一,最大程度的減小因裝夾引起的誤差;
2)為了保證行星架軸向和徑向的空間位置精度,選用制作的工裝來進行裝夾,以保證工件符合臥式精鏜孔加工狀態。
(7)精車:在保證精鏜銷孔尺寸精度后,再進行精加工外圓和內孔,以保證其軸承擋、內孔等尺寸的精度要求。這樣安排主要加工工序,有以下優點:
1)半精加工后,以滿足精鏜床時定位的需要,以達到定位精度。
2)由于后續存在精車工序,對找正的精度要求也可以適當的降低,這樣,可以在很大程度上節省了時間。
(8)鉆孔1:對行星架徑向孔進行加工。
(9)鉆孔2:主要加工軸向孔,吊裝孔。
(10)精整:對零件進行去除毛刺,外觀檢查等。
(11)清洗、包裝入庫。
3 工裝設計
3.1 車加工工裝
由于工件底面小,重心高,本工藝采用較高墊頭工裝,很好的完成了車削工序,如圖2。
3.2 精鏜工裝
前后兩個V型板和機床工作臺之間用螺栓連接,選用行星架兩端與V型塊定中心,斜面上安裝相匹配厚度的墊塊,通過支撐座和橋型壓板可以對工件徑向壓緊,用軸向壓緊裝置和背后螺栓可以起到軸向加緊作用,這樣,就很好的固定在工裝上,找正及加工精度要求滿足,如圖3。
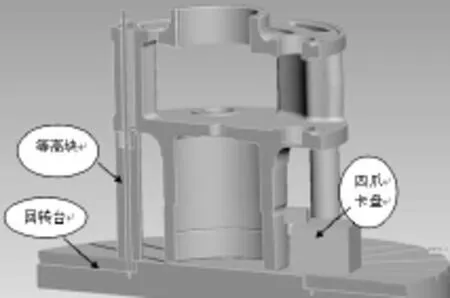
圖2 車加工
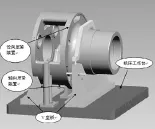
圖3 精鏜
4 加工工藝總結
行星架工藝充分考慮現場資源、合理分配工藝過程,達到最合理、最低成本,較高效率,由粗車、半精車、粗鏜、精鏜、精車、鉆孔、精整、檢查、包裝入庫組成,零件已經批量生產,滿足了產品質量要求。
[1]宛喜革.采煤機行星輪架的加工工藝設計[J].山東煤炭科技,2012(01):80-81.
行星架加工工藝研究及應用
吳 冬,冉雄濤,徐 瀚,陳 強,符嘉靖,董 婷,劉培林
吳冬(1986—),男,助理工藝師,碩士研究生,主要從事:加工工藝技術工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52