臥式車床簡(jiǎn)易拉削功能的實(shí)現(xiàn)
2014-04-10 11:47:54濟(jì)鋼集團(tuán)重工機(jī)械有限公司山東濟(jì)南250101黃一聲
金屬加工(冷加工) 2014年7期
關(guān)鍵詞:支架
濟(jì)鋼集團(tuán)重工機(jī)械有限公司(山東 濟(jì)南 250101)黃一聲
在機(jī)械設(shè)備制造和修復(fù)過(guò)程中,有時(shí)會(huì)遇到需要加工長(zhǎng)軸類零件軸端的花鍵、方孔、多邊孔及鍵槽等加工空間狹小但工作行程深度較深的部位,使用傳統(tǒng)的鏜銑或插削方式往往由于機(jī)床與工件在空間上干涉而無(wú)法實(shí)現(xiàn)。使用拉削工藝可以輕松解決這類加工難題,且提高了被加工零件的花鍵、鍵槽等的生產(chǎn)率、精度。但是單獨(dú)購(gòu)置拉床又需要大量資金以及安放場(chǎng)地,單一拉床型號(hào)從動(dòng)力載重能方面也有很大的加工局限性。針對(duì)沒(méi)有專業(yè)拉床的機(jī)械加工制造企業(yè),只需要將各種型號(hào)臥式車床進(jìn)行簡(jiǎn)單改造,增加一套工藝裝置即可,方法簡(jiǎn)單,制造容易,能完全滿足產(chǎn)品質(zhì)量要求;拆卸方便快捷,用完卸下工裝,又恢復(fù)原有車床的車削功能。
1.拉削加工的優(yōu)點(diǎn)
與其他切削加工工藝方法相比,拉削加工具有以下優(yōu)點(diǎn):
(1)拉刀同時(shí)工作的刀刃多,切削刃比較長(zhǎng),一次性能夠完成粗、半精及精加工,生產(chǎn)效率非常高。
(2)具備較高的加工精度和較低的表面粗糙度值,對(duì)于一般鍵槽、圓孔、花鍵來(lái)說(shuō),拉削可以達(dá)到精度等級(jí)8級(jí),表面粗糙度值Ra=6.3~3.2μm;尤其使用特種刀具更具備優(yōu)勢(shì),例如拉刀尾部帶壓光環(huán)、刀齒帶側(cè)刃或者采用整形拉刀加工時(shí)精度等級(jí)可達(dá)6~7級(jí)以上,表面粗糙度值可達(dá)到 Ra=1.6μm。
(3)拉刀使用壽命高,由于拉削速度低,如采用較好的冷卻潤(rùn)滑液,即可有效減少刀具的磨損。
(4)拉刀屬于標(biāo)準(zhǔn)刀具,購(gòu)置方便,尤其在批量生產(chǎn)中,要求具有較高精度的花鍵和鍵槽等均可采用拉削加工。
(5)拉削范圍廣,尤其適用于其他加工方法無(wú)法或難以加工的異形截面孔的加工。
2.實(shí)現(xiàn)原理及功能概述
車削和拉削是兩種不同的切削方式,要實(shí)現(xiàn)功能的轉(zhuǎn)變,主要是解決以下兩個(gè)問(wèn)題:
(1)將車削的回轉(zhuǎn)運(yùn)動(dòng),轉(zhuǎn)變成拉削的直線往復(fù)運(yùn)動(dòng)。
(2)使機(jī)床的主軸只輸出轉(zhuǎn)矩而避免承受拉力。
工藝裝置如附圖所示,主要由拉削裝置和浮動(dòng)裝置兩部分組成:拉削裝置通過(guò)與機(jī)床主軸聯(lián)接,安裝在前支架8上,將主軸的回轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)變?yōu)閭鲃?dòng)絲杠7的直線往復(fù)運(yùn)動(dòng)并起到卸荷作用;浮動(dòng)裝置安裝在后支架20上,起到支撐及定位補(bǔ)償作用。
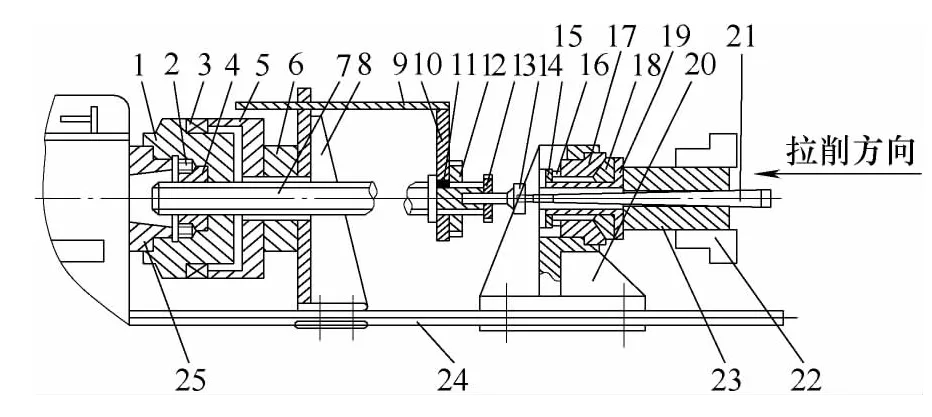
工藝裝置結(jié)構(gòu)原理圖
工藝裝置原理如下:通過(guò)螺紋聯(lián)接螺母1與車床主軸,螺釘2用來(lái)緊固螺母1、4的壓配組合件。機(jī)床起動(dòng)后主軸帶動(dòng)螺母1,螺母1帶動(dòng)螺母4,通過(guò)螺母4與傳動(dòng)絲杠7的嚙合作用,即可將車床主軸的回轉(zhuǎn)運(yùn)動(dòng)轉(zhuǎn)換為傳動(dòng)絲杠7的軸向往復(fù)運(yùn)動(dòng)。為了保證運(yùn)動(dòng)的有效轉(zhuǎn)換,設(shè)計(jì)一種定位導(dǎo)向系統(tǒng),導(dǎo)桿9右端與導(dǎo)向臂10用固定螺釘固定,導(dǎo)向臂10用固定鍵11和螺母12固定在傳動(dòng)絲杠7上,這樣如果傳動(dòng)絲杠7想要隨主軸轉(zhuǎn)動(dòng),就會(huì)帶動(dòng)導(dǎo)桿9轉(zhuǎn)動(dòng),而導(dǎo)桿9左端穿過(guò)前支架8的內(nèi)孔中就保證了其只能滑動(dòng)不能轉(zhuǎn)動(dòng),此結(jié)構(gòu)確保了當(dāng)車床主軸正、反轉(zhuǎn)時(shí),傳動(dòng)絲杠7不隨之轉(zhuǎn)動(dòng)而只能作軸向往復(fù)運(yùn)動(dòng)。止推軸承3、止推盤(pán)5、定位套6及固定在車床導(dǎo)軌上的前支架8共同組成卸荷裝置,確保機(jī)床主軸只輸出轉(zhuǎn)矩而不承受軸向拉力,拉削時(shí)傳動(dòng)絲杠產(chǎn)生的軸向拉削力,通過(guò)螺母4、1的組合傳導(dǎo)至止推軸承3,止推軸承3左側(cè)隨主軸轉(zhuǎn)動(dòng),右側(cè)不動(dòng),將載荷通過(guò)止推盤(pán)5及定位套6傳導(dǎo)給前支架8,這樣軸向載荷就通過(guò)卸荷裝置傳遞至機(jī)床床身承受。定位螺母15、緩沖彈簧16、球形支座17和球形定位環(huán)18以及定位套19共同組成浮動(dòng)裝置,通過(guò)載體后支架20安裝到機(jī)床導(dǎo)軌24上,能夠?qū)ぜ?3起到一定的支撐作用,并補(bǔ)償工件端面對(duì)加工孔軸線的垂直誤差,可以防止拉孔時(shí)拉刀偏斜并降低拉刀折損風(fēng)險(xiǎn)。
具體操作方法如下:將拉刀夾頭與傳動(dòng)絲杠用螺紋聯(lián)接,并用螺母鎖緊。實(shí)現(xiàn)拉削功能時(shí),拉刀穿過(guò)零件加工孔裝在拉刀夾頭中,并將加工孔所在一側(cè)端面緊靠在定位套上,打開(kāi)切削液,噴頭對(duì)準(zhǔn)拉刀的切削刃,起動(dòng)操作按鈕,機(jī)床主軸正轉(zhuǎn),傳動(dòng)絲杠帶動(dòng)拉刀移動(dòng)進(jìn)行拉削。拉削完畢后停車,機(jī)床反轉(zhuǎn)時(shí),拉刀快速退回原位,完成拉削運(yùn)動(dòng)循環(huán)。
3.工藝裝置制造及安裝注意事項(xiàng)
(1)本裝置對(duì)傳動(dòng)絲杠和螺母的傳動(dòng)精度要求并不太高,由于此傳動(dòng)副主要承受拉力,所以建議螺母材料采用高強(qiáng)度的球墨鑄鐵,絲杠材料采用40Cr或45鋼,鍛造后進(jìn)行調(diào)制處理,保證其強(qiáng)度。
(2)為盡量避免機(jī)床主軸承受拉力而使拉力完全傳導(dǎo)至前支架8,要求定位套6兩端面進(jìn)行磨削加工,其平行度不大于0.01mm/100mm。
(3)同樣為了將拉力傳導(dǎo)至床身并增加前支架的剛度,前支架的底面與端面的垂直度不大于0.03mm/300mm并且支架底面與導(dǎo)軌的接觸面要求刮研后不小于15點(diǎn)/(25mm×25mm)。
(4)必要時(shí)可以在導(dǎo)軌之間增設(shè)緊固板以增強(qiáng)前后支架的強(qiáng)度和剛度。
由于這種簡(jiǎn)易工藝裝置的實(shí)用性、可拆卸性良好,成本低廉,產(chǎn)品質(zhì)量好,既省去了機(jī)械加工企業(yè)購(gòu)置專業(yè)機(jī)床的大量資金,又增強(qiáng)了普通機(jī)床的通用性及新功能拓展。我們已經(jīng)將此裝置廣泛應(yīng)用于各種回轉(zhuǎn)體軸端的異形截面孔的加工,并在與同行業(yè)的技術(shù)交流中進(jìn)行了推廣,具有極好的社會(huì)效益。
猜你喜歡
保健醫(yī)苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學(xué))(2021年8期)2021-11-20 06:08:04
海洋信息技術(shù)與應(yīng)用(2020年3期)2020-08-24 07:25:10
中國(guó)臨床醫(yī)學(xué)影像雜志(2019年5期)2019-08-27 02:48:00
中國(guó)生物醫(yī)學(xué)工程學(xué)報(bào)(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:14
中國(guó)繼續(xù)醫(yī)學(xué)教育(2015年6期)2016-01-07 07:38:49
沈陽(yáng)醫(yī)學(xué)院學(xué)報(bào)(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
