細長軸加工難點攻關
2014-04-10 11:47:54桂林金格電工電子材料科技有限公司廣西541002劉繼征文德林
金屬加工(冷加工) 2014年7期
桂林金格電工電子材料科技有限公司(廣西 541002)劉繼征 文德林
1.圖樣及工藝分析
如圖1所示,該細長軸直徑最少為φ(5±0.01)mm,軸總長為130mm,端同軸度要求為φ0.02mm,表面粗糙度 Ra=1.6μm,其材質為 40Cr,調質 240~270HB。其一,該細長軸用于定位元件加工所用,因此,該細長軸須具有足夠的剛性外,其尺寸、表面粗糙度、形位公差要求較嚴。在加工該類軸時,有的軸更細,軸徑為φ(4±0.01)mm,軸徑長度為45mm,在調試工件過程中,多次采用上述一夾一頂方法加工,如左端軸細而長,而右端軸徑較大,剛性較差,即使該軸兩端面中心孔位置非常準確,活動頂尖稍頂細軸中心孔或松開,其細軸變形達0.05~0.15mm,其形位公差均不符合圖樣要求,導致工件報廢。其二,從該細長軸綜合性能如裝配等各方面考慮,該細長軸須采用整體式結構。這里,本人采用了加工精密模具或夾具的類似方法,即二次裝夾工件加工找正法,以消除在加工過程中出現細長軸變形等缺陷,從而達到圖樣技術要求。
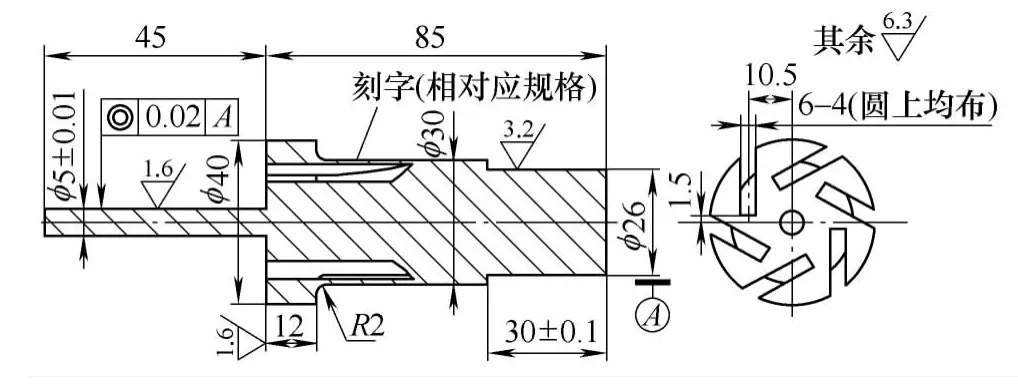
圖1 細長軸
2.加工難點與對策
(1)改進工裝裝夾工件方法 在車削該類細長軸時,其目的就是不僅要解決細長軸的剛性不足而產生的彎曲、振動之外,還要特別注意的是細長軸在加工中易出現錐度、中凹度、竹節形等現象。首先,在精度較高的機床卡盤上,選配、裝上硬爪一副,用內孔鏜刀鏜硬爪深度3~5mm,內徑為φ42mm(比粗加工軸徑稍大),其目的:在精車工序中,夾圖樣尺寸 φ40mm毛坯右端,除 φ40mm尺寸留量0.3~0.5mm外 (后工序一同車削加工出該尺寸),精車出左端所有尺寸達圖樣要求。這里須特別注意的是,在車削右端軸尺寸時,一定要檢測該細長軸同一階梯軸尺寸是否一致,是否有錐度等情形,這些往往會被人所忽視。其傳統觀念認為,在精車加工過程中,加工方法:在已排除刀具磨損情況下,認為用同一把刀車削加工工件成形,同一階梯軸徑向尺寸應該一樣,不會出現軸橢圓形、錐度等現象,其實不然,經過檢測軸徑向尺寸,發現軸為橢圓形(如檢測同一車削徑向部位尺寸為 φ30.10mm、φ30.06mm)、有錐度。該道工序尺寸、形位公差特別重要,因為這直接影響到精車工序下一工步同軸度、直線度找正基準的精度。經過檢測和分析,一些企業采用的是經濟型機床,使用時間較長,其剛性、精度存在種種缺陷,如軟爪重新定位裝夾精度達φ0.1~φ0.2mm,在此,檢測軸向徑向尺寸特別要引起加工者重視。其二,精車工序上一工步完成后,調頭,精車另一端細軸尺寸時,注意選硬爪一副,同時選配精度較好機床,便于找正工件直線度、圓跳動,夾工件左端φ26外圓,分別用百分表找正同一階梯φ30軸圓跳度 (≤φ0.01)、直線度 (≤0.01),在加工過程中,因該軸較長L=45mm,在精加工工序中,數控編程需采用錐度補正法,如軸外端軸向尺寸會比底部大0.06mm,編程從始端車削到底端45mm位置,編程進行錐度補償 (如編程采用U-0.06),程序:T0101;M3S1000;M08;G0X5.0 Z3.0;G01Z0F80;U-0.06Z-45.0;…;這樣,可順利加工出小端細軸及φ40mm等圖樣尺寸要求。
(2)刀具選型及加工參數確定 在加工該細長軸時,精車工序第一工步可選用車鐵或鋼類機夾刀具、刀片切削,當在實施第二步精車細長軸工步時,刀具、刀片選用特別注意,選用機夾刀,其匹配刀片一定要鋒利,或者硬質合金車刀,選用較大主偏角,前刀面磨出R=1.5~3mm斷屑槽,其目的使切屑流向待加工表面。在加工過程中,其精加工參數,主軸轉速為800~1200r/min,進給速度為0.06~0.1mm/r,背吃刀量0.06~0.20mm,在本次加工過程程中,本人采用了車削鋁合金鋒利刀片 (刀片型號:CCGT09T304-LHYD101)或90°焊接車刀 (要磨出鋒利刀刃),通過手工編程程序控制以實現從開始到末端45mm位置進行錐度補償,以車代磨方法,加工達到符合圖紙要求的精密細長軸,如圖2所示。

圖2
3.結語
在加工制造細長軸過程中,當然,還有其它的加工方法,如留工藝夾頭一次裝夾成形法等,但精加工會占用很多時間,因此,我們在加工哪一類細長軸,選用哪一類加工方法,應根據實際情況出發,勇于創新、嘗試新方法,擺脫傳統思維觀念,既有利于加工,保證產品質量,又能提高生產效率。
