薄壁錐形件加工工藝改進
2014-04-10 11:47:54福建兵工裝備有限公司永安366032朱君力
金屬加工(冷加工) 2014年7期
關鍵詞:工藝
福建兵工裝備有限公司(永安 366032)朱君力
軸對稱空心錐形件廣泛應用于軍工產品,在民用產品中也時有見到,如彈藥中的整流罩及內錐罩、風機中的噴管等。軍品中的錐形件通常具有壁厚薄、錐孔深、尺寸精度高、力學性能好等特點或性能要求。如圖1中的內錐罩,要求采用高強度鋁合金2A12材料制成,其壁厚均為0.850-0.14mm,要求零件不得有裂紋、氣泡、變形等缺陷。
為了在滿足內錐罩的性能及尺寸要求的前提下,能有效節約材料成本,降低勞動強度,提高生產效率,滿足批量生產要求,我們對該零件的加工工藝方法進行了不斷改進及探索。本文對錐形件加工傳統工藝方法進行了介紹,對內錐罩的擠壓及旋壓工藝方法進行分析,確定了內錐罩改進工藝方案,完成了工藝設計,并提出了旋壓過程中的注意事項。
1.傳統工藝方法及問題
(1)車削加工 用直徑100mm、長度為215mm的原材料逐步車削成形。該加工工藝容易控制,能獲得較高的合格率,但材料消耗大、工序繁多、生產率低、勞動強度大、生產成本高。
(2)鑄造成形 2A12是一種高強度硬鋁,抗拉強度σb≥420MPa,屈服強度 σs≥265MPa,伸長率δ≥10%,可進行熱處理強化,有很好的鑄造性。該工藝方法材料消耗小、生產效率高,但壓鑄成型的零件極易產生以下缺陷:沿開模方向鑄件表面呈線性條狀的拉傷痕跡;金屬液與模具表面粘合,導致鑄件表面缺料;鑄件表面易出現氣孔或由于零件壁薄引起的變形、裂紋等缺陷。因此,內錐罩采用壓鑄成型方法難以滿足產品的尺寸及性能要求。
2.改進加工工藝方法探討
針對內錐罩采用機加及鑄造成型方法存在的不足,我們對內錐罩的沖壓方案進行了不斷探索及試驗,提出了如下工藝路線:下料→一次沖壓→退火→二次沖壓→退火→三次沖壓→退火→四次沖壓→淬火→時效→機加。由于受到沖壓次數、沖壓精度及生產成本等多因素的制約,經四次沖壓后毛坯壁厚仍達到8~10mm,需對毛坯的內、外形進行機加才能滿足零件尺寸要求。采用該方案制造的內錐罩,材料成本有明顯降低,但綜合成本較機加工方案并無優勢。
隨著科技的發展和國防建設的需要,旋壓技術已得到廣泛的應用。變薄旋壓工藝的成形過程是通過尾頂將毛坯夾緊,芯模帶動坯料旋轉,旋輪碾壓坯料作進給運動,使毛坯連續逐點地變薄并貼靠芯模而成為所需要的工件。該工藝方法適用于薄壁筒形件和錐形件的制造,且加工精度好,生產效率高。內錐罩屬錐形件,采用的2A12材料塑性較好,金相組織均勻,有利于冷旋壓塑性變形。但該零件口部有一直臺,頭部為球頭過渡,僅通過旋壓加工難以實現。
綜合分析了沖壓及旋壓工藝的特點,結合其在錐形件加工中的應用情況,根據內錐罩的形狀、尺寸及性能要求,提出了采用旋壓、車削、沖壓拉伸相結合的工藝方案制造該零件,充分發揮旋壓及沖壓拉伸的優勢。
3.改進加工工藝設計
(1)下料 選4mm厚2A12鋁合金板,沖壓成φ163mm的圓片。
(2)預形件壓制 將圓片沖壓成如圖2所示預形件。
(3)一次旋壓 保證芯模徑向跳動不大于0.06mm,主軸轉速450r/min,旋輪進給量0.08mm/r,控制壁厚尺寸2.25mm、錐體母線長度90mm, 圓 角SR9.15mm及角度尺寸 66°由芯模保證,如圖3所示。
(4)二次旋壓 保證芯模徑向跳動不大于0.05mm,主軸轉速450r/min,旋輪進給量0.07mm/r,控制壁厚尺寸 (1.30±0.05)mm、錐體母線長度138mm,圓角SR9.15mm及角度尺寸38°由芯模保證,如圖4所示。
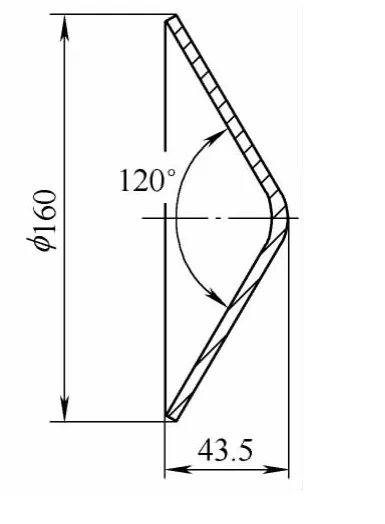
圖2
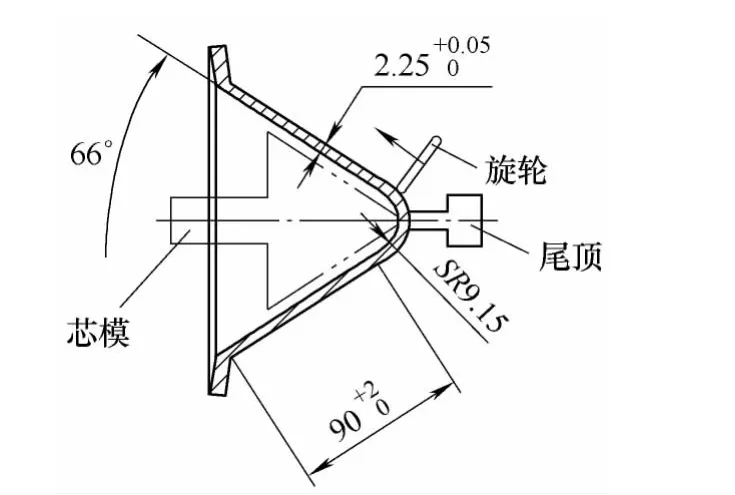
圖3
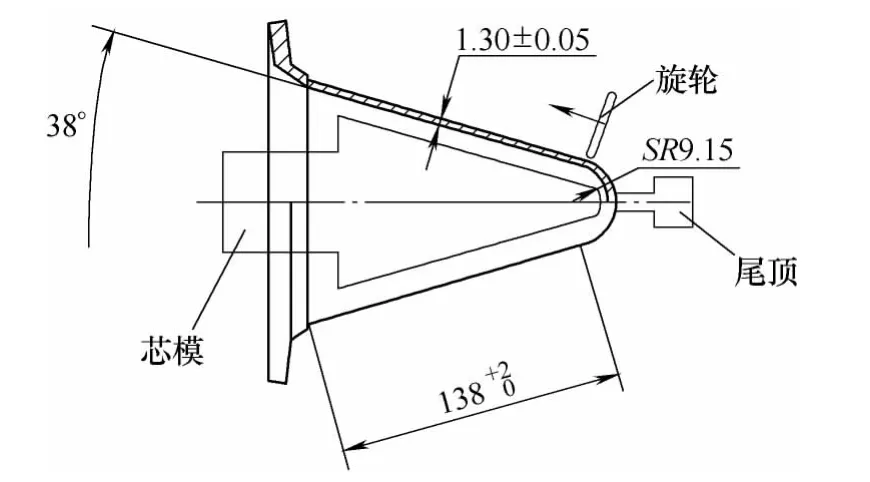
圖4
(5)三次旋壓 保證芯模徑向跳動不大于0.03mm,主軸轉速450r/min,旋輪進給量0.06mm/r,控制壁厚尺寸0.85mm、錐體母線長度215mm,圓角SR9.15mm及角度尺寸23°±10'由芯模保證,如圖5所示。
(6)切口 將工件裝入定位轉軸,用內錐面定位,芯模頂緊,切除工件口部,控制錐體母線長度213mm,如圖6所示。
(7)車球頭 工件以內錐面定位,套在芯模上,擰緊鎖緊螺母,車球頭 SR10mm,保證球頭壁厚0.85mm,與錐體母線圓弧過渡,如圖7所示。
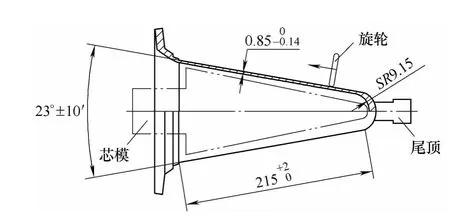
圖5
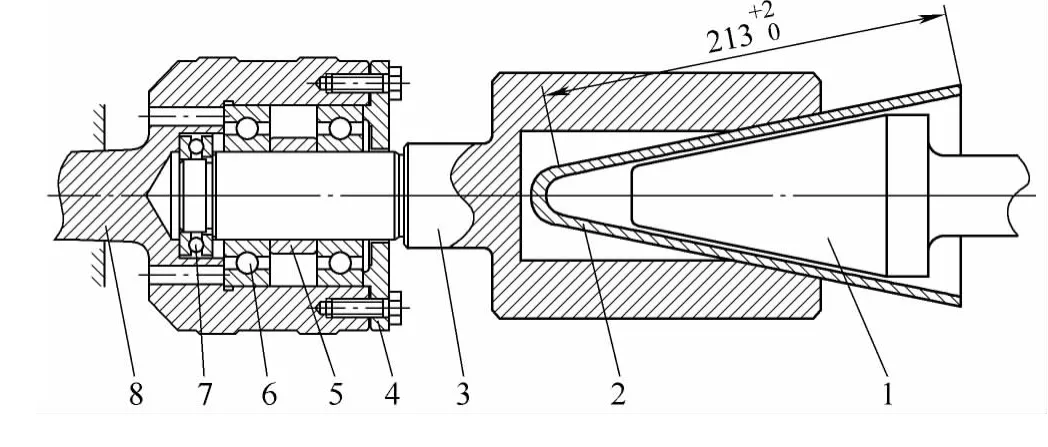
圖6

圖7
(8)沖壓拉伸直臺 內錐罩拉伸模工作主體部分如圖8所示,在工件口部外表面涂抹適量拉伸油,放入凹模內,在內錐面套上壓料圈 (用于防止內表面出現波浪形的皺紋),開啟液壓拉伸油壓機,工件內部材料受擠壓沿凸模形成內直臺φ93.2+0.220mm及圓角R15mm,外部材料受縱向壓力沿凹模拉伸成外直臺φ94.9mm。
(9)車總長 借用圖6所示夾具,去除工件直臺多余部分,控制總長208.2+0.320mm,保證內、外直臺長度15mm、15.1mm。
4.旋壓過程中的注意事項
(1)工件旋壓前須涂少量潤滑油;旋壓過程摩擦劇烈,必須采用柴油冷卻及潤滑工件,以免影響產品的直線度。
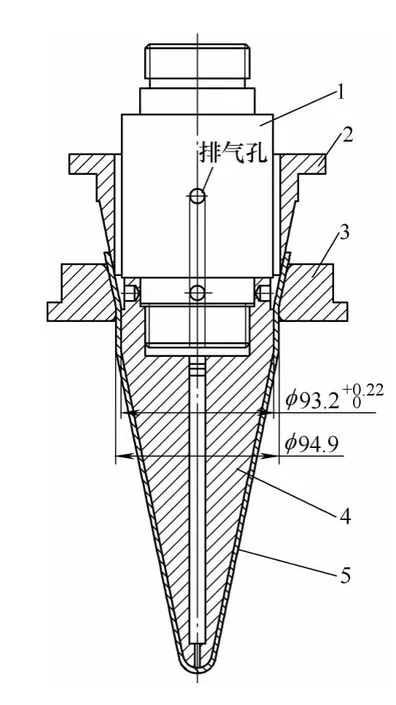
圖8
(2)注意觀察工件表面粗糙度,及時拋光旋輪表面,防止工件表面出現起皮、波紋等缺陷。
(3)如遇工件尺寸超差,須及時調整旋輪與芯模的間隙。
(4)靠模板必須與芯模軸線平行。
5.結語
采用旋壓、車削、沖壓拉伸等相結合的方法制造內錐罩,是一種復雜的技術方案,實踐證明采用該方案能顯著節省材料,提高生產效率及零件質量,降低生產成本,具有很強的先進性、實用性和經濟性,對類似薄壁錐形件的生產也具有一定的指導作用。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
