“組合拆分”加工半圓槽滑套
2014-04-10 11:47:52德州聯(lián)合石油機械有限公司山東253034侯祖剛駱亞敏
金屬加工(冷加工) 2014年7期
德州聯(lián)合石油機械有限公司(山東 253034)侯祖剛 駱亞敏
我公司生產(chǎn)的四孔滑套,用于傳遞特殊花鍵的轉(zhuǎn)矩。受生產(chǎn)條件和加工設備的限制,一直沒有找到大幅提高生產(chǎn)效率的方法。從圖1可以看出,工件形狀并不復雜,內(nèi)孔中的4個R15mm半圓槽是加工的難點和重點,公司缺少這方面的專用設備,外協(xié)加工的費用也居高不下,半圓槽工序一度成為制約生產(chǎn)的瓶頸,費工費力,還出現(xiàn)不少廢品。公司決定,在現(xiàn)有的數(shù)控車床和普通鉆床基礎上,開拓思路,尋求新的工藝方案。以前,我們曾嘗試過兩種不同的加工方法。
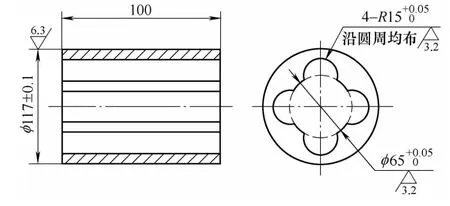
圖1 四孔滑套
1.開放式加工
(1)鋸床下料:φ120mm×30mm無縫管,長度105mm(重6kg)。
(2)數(shù)控車床:車外圓,去平兩端面,粗精車φ65mm通孔至尺寸 (見圖2)。
(3)數(shù)控銑床:卡外圓,按φ65mm內(nèi)孔找正,粗精銑4個R15mm半圓槽至尺寸。
優(yōu)點:一次裝夾粗精車內(nèi)孔至成品尺寸,容易保證尺寸公差和表面精度。數(shù)控車床設備資源多,加工效率高,便于組織規(guī)模化生產(chǎn)。銑削4個R15mm半圓槽時為開放式加工,進刀和退刀時沒有太多的限制和干涉。不必采用圓弧切入切出的進退刀方式,排屑流暢,冷卻充分,銑削刀具可實現(xiàn)高速切削。
缺點:開放式銑削半圓槽,需要多臺數(shù)控銑床,企業(yè)一次性投資太大。銑槽工序安裝找正困難,很難保證4個R15mm半圓槽與φ65mm內(nèi)孔之間的位置精度要求。粗銑時需要去除很大一部分加工余量,刀具磨損較快。精銑時需要小直徑的整體硬質(zhì)合金銑刀,價格昂貴,破損后很難再做到重復利用。
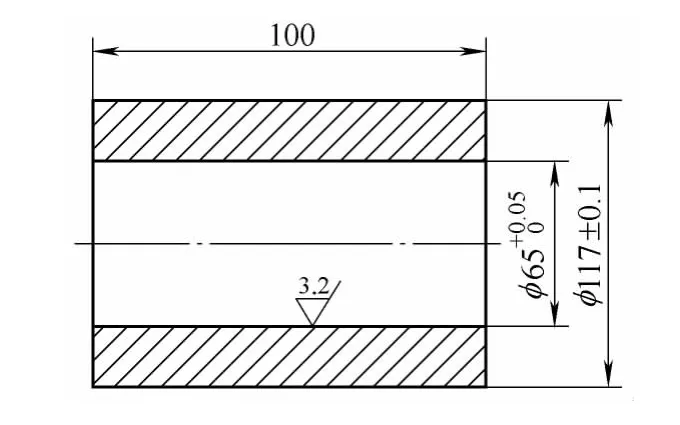
圖2 開放式加工示意圖
2.封閉式加工
(1)鋸床下料:φ120mm圓鋼,長度 105mm(重9kg)。
(2)普通車床:車外圓,平兩頭端面,鉆φ32mm通孔。
(3)立式鉆床:夾外圓,上專用鉆模,鉆4個φ29.7mm內(nèi)孔,φ29.7mm平底鉆靠平4個φ29.7mm孔底端面。鉸4個φ30mm內(nèi)孔至尺寸,保證尺寸和表面粗糙度要求 (見圖3)。
(4)普通車床:夾外圓找正,車對φ65mm通孔,清除毛刺。
優(yōu)點:充分利用公司現(xiàn)有普通切削設備,使用價格低廉的鉆頭、鉸刀等常規(guī)刀具,以鉆模工裝精確定位,完成4個φ30mm內(nèi)孔的鉆鉸加工,最后車削φ65mm通孔至尺寸,除料后形成4個R15mm半圓槽。減少特殊工藝環(huán)節(jié)對高端設備的依賴。

圖3 封閉式加工示意圖
缺點:工序車削內(nèi)孔時,車刀為斷續(xù)切削,主軸轉(zhuǎn)速上不去,刀具進給也不能放得太快。上工序節(jié)省下的時間又浪費在去除內(nèi)孔余量上,整體效率不高。刀刃受沖擊力的影響,容易出現(xiàn)破損,切屑也容易劃傷R15m圓槽表面。更重要的是長期使用此種加工方法,會破壞車床精度,造成零部件損壞。
3.組合拆分加工
眾所周知,金屬切削方式中,車削的效率最高,其次是鉆削。當鉆孔部位不是一個完整的圓柱體時,可以采用組合鑲裝的方法,增加一段相同的材料補齊缺口,為后續(xù)的孔加工做好準備。工藝人員經(jīng)過反復論證,保留了搖臂鉆床+鉆模定位的4個φ30mm內(nèi)孔加工方法,使用公司現(xiàn)有的壓力機設備,制定“組合拆分”的工藝方案。有效避免了斷續(xù)車削存在的弊端。
工藝步驟如下:
(1)下料:φ120mm×30mm無縫管,長度105mm(重 6kg)。φ70mm圓鋼,長度 105mm(重3kg)。
(2)數(shù)控車床:精車無縫管外圓,平兩端面,精車φ65mm通孔至尺寸。精車圓鋼至φ65mm工藝堵頭尺寸,平端面,倒鈍尖角 (見圖4)。
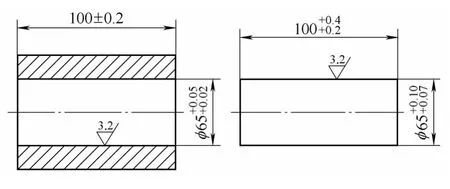
圖4 組裝示意圖
(3)壓力機:將工藝堵頭壓入滑套內(nèi)孔,過盈量0.02~0.04mm。
(4)普通車床:卡架,去平滑套兩端面即可。
(5)普通鉆床:上鉆模定位,鉆鉸4個φ30mm內(nèi)孔至圖樣尺寸。
(6)壓力機:將工藝堵頭壓出滑套內(nèi)孔,加工完畢。
注意事項:工藝堵頭選擇與滑套相同的材質(zhì)和熱處理要求,保持兩者的材料硬度和熱膨脹系數(shù)一致,過盈配合的間隙要求較為嚴格,滑套內(nèi)孔和工藝堵頭的外圓要嚴格按照工藝規(guī)定的尺寸和表面粗糙度要求加工。為保證尺寸的一致性,必須使用高精度的數(shù)控車床,操作者負責將φ65mm實測尺寸的公差帶位置寫在工件端面上,鑲裝時分組配合,保證過盈量φ0.02~φ0.04mm。壓入堵頭時,工件內(nèi)孔要涂抹潤滑油,加工完4個φ30mm內(nèi)孔;壓出堵頭時,壓力機用力要平穩(wěn)均勻。
4.綜合效益分析
“組合拆分”的工藝方案與“封閉式加工”比較,原材料投入相差不多,加工過程卻明顯改善。省去了斷續(xù)車削φ65mm內(nèi)孔工序的工時和刀具費用,優(yōu)勢不言而喻。和“開放式加工”比較,雖然增加了一段材料,但提高了加工效率和設備利用率。兩者之間的優(yōu)劣得失,要做具體的分析。
(1)原材料成本方面,工藝堵頭采用φ70mm×105mm圓鋼,重約3kg,按照當前的鋼材價格和加工費用,不超過20元,壓力機“組裝拆分”的費用很低 (2元),剩余的廢料和切屑還可以回收一部分成本,總共增加成本不超過22元。
(2)加工成本方面,省去了數(shù)控銑床工序的外協(xié)加工費用 (80元),以普通鉆床代替數(shù)控銑床完成高難度工序的加工,既保證了產(chǎn)品質(zhì)量和生產(chǎn)進度,又節(jié)約了購置設備的巨額費用。
5.結(jié)語
“組合拆分”的工藝方案作為一種嶄新的加工方法,以增加一段材料的代價換取加工效率的大幅提升。在實際生產(chǎn)中取得了很好的效果,既可以快速去除內(nèi)孔余量,又可以不破壞半圓槽的已加工表面,生產(chǎn)效率提高了3倍,產(chǎn)品利潤顯著提高。
猜你喜歡
山東冶金(2019年6期)2020-01-06 07:45:54
制造技術(shù)與機床(2019年12期)2020-01-06 03:17:48
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
制造技術(shù)與機床(2017年4期)2017-06-22 11:18:05
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
制造技術(shù)與機床(2015年10期)2015-04-09 07:05:42
裝備機械(2015年1期)2015-02-28 22:19:52
石油化工應用(2014年8期)2014-03-11 17:40:03
機械職業(yè)教育(2014年9期)2014-02-28 02:09:18
