聚丙烯塑料板攪拌摩擦焊接頭缺陷分析
2014-03-22 08:50:14黨杰張琳
合成材料老化與應用 2014年2期
黨杰,張琳
(西安航空職業技術學院,陜西西安710089)
1991年,英國焊接研究所(TWI)研發出了一種綠色的新型固相連接技術[1-3]——攪拌摩擦焊(Friction Stir Welding,簡稱FSW)。這種方法不需要填充材料和保護氣體,能耗低,對環境無污染[4-5]。自其問世以來,倍受青睞。許多科研院所、大學和公司都投入了大量的人力物力,展開了相關的研究工作。如今,此項技術已能成功連接鋁、鎂、銅及其合金等金屬材料,也已在航天、航空、核能、船舶和交通運輸等領域廣泛應用起來[6-9]。
因此,嘗試用攪拌摩擦焊對聚丙烯塑料板材進行焊接。通過實驗得知:臺肩壓力適中,旋轉速度n=3000r/min,焊接速度υ=25mm/min時的焊縫成形很好[10]。但是,攪拌頭旋轉速度、焊接速度及其對塑料板上表面的壓力等工藝參數不相匹配時,會出現表面粗糙、飛邊和空洞等缺陷。
1 焊接工藝與步驟[10-11]
(1)準備材料。用手工鋸將PP塑料板鋸成尺寸為140mm×35mm的窄條,并在銑床上修整好對接面,之后進行簡單的焊前清理。
(2)固定攪拌頭。將攪拌頭裝夾在銑床上,確保旋轉平穩。在平口鉗上墊一塊鐵塊,取兩塊準備好的10mm厚的PP窄條,將其對接平齊放在鐵塊上,用平口鉗夾緊。調節工作臺,使攪拌頭的特形指棒中心與板縫對齊,下調攪拌頭,使其臺肩剛好貼在PP板的上表面(如圖1)。

圖1 攪拌頭臺肩貼板上表面Fig.1 shoulder flitch upper surface of stir welding head
(3)確定參數。將攪拌頭的旋轉速度n(同主軸)調到2500r/min,焊接進給速度υ調到20mm/min,開啟銑床,使其縱向進給,焊接過程如圖2。
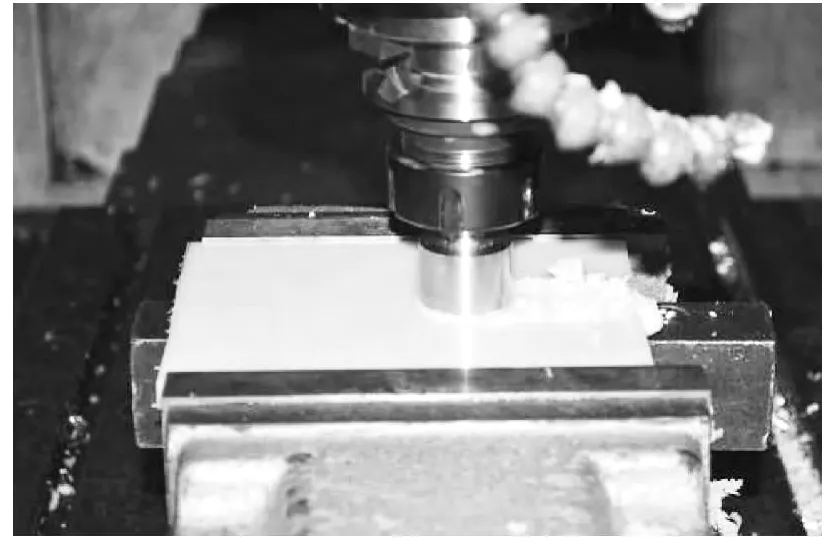
圖2 焊接過程Fig.2 welding process
(4)做好記錄。待攪拌頭到PP板末端時,關掉銑床,稍作停頓,待熔融的塑料冷卻硬化后,取下焊好的PP板,標明記號,并記錄好此次焊接所選用的工藝參數。
(5)調整參數。保持攪拌頭的旋轉速度(同主軸)n=2500r/min不變,先后將焊接進給速度υ調到25mm/min和30mm/min,繼續按照以上(2)、(3)、(4)所述步驟反復操作。
(6)反復操作。設定攪拌頭的旋轉速度(同主軸)n=3000r/min和n=3500r/min,再分別將焊接進給速度υ調到20mm/min、25mm/min和30mm/min,并且按照以上(2)、(3)、(4)所述步驟反復操作。
注意:銑床工作中,不能變換攪拌頭的旋轉速度和焊接的進給速度;若有不正常聲音應立即切斷電源,銑床停止工作。
2 飛邊缺陷[12]
在攪拌摩擦焊的焊接過程中,攪拌頭在上方,墊塊和未塑化的母材塑料板在下面,它們形成了一定的擠壓空間,塑性材料在這個擠壓空間中流動,并且在攪拌頭后面形成焊縫。當焊接壓力過大且攪拌頭旋轉速度過高時,焊縫的厚度將比母材的厚度略小一些。焊接過程中,擠壓空間的體積減小,小于理想狀態焊接時的容積,這樣會致使部分塑性材料被擠出,這些被擠出的塑性材料也會隨著攪拌頭的旋轉而被帶出,冷卻后則形成飛邊。一般情況下,多余的塑性材料會被擠到返回側,后又由攪拌頭軸肩從返回側被帶出。因此,飛邊缺陷一般出現在焊縫的返回側,如圖3所示。
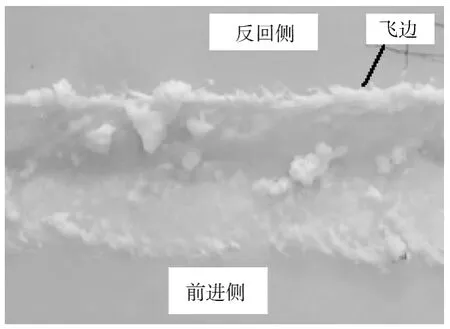
圖3 飛邊缺陷Fig.3 flash defects
在拉伸試驗過程中,若被拉伸的焊接接頭有飛邊缺陷,那么其實際的承載面積會減小,而且還有可能存在應力集中,進而會影響到焊接接頭的力學性能。當然,若攪拌頭的旋轉速度和焊接壓力都適中時,擠壓空間的體積剛好等于焊接時塑化材料的容積,塑化材料則全部被帶到攪拌頭后面而形成焊縫,從而不會產生飛邊缺陷。
3 焊縫表面粗糙[13]
焊縫表面粗糙是指材料被焊接后所形成的焊縫表面不均勻、不平整、不美觀。焊接過程中,當攪拌頭旋轉速度和焊接速度都過低時,摩擦產生的熱量太少,焊縫材料不能被完全塑化,當然也就不會充分均勻地流動,從而導致形成的焊縫表面粗糙(如圖4所示,當υ=25mm/min,n=2500r/min時,用攪拌摩擦焊焊接聚丙烯板材所形成的焊縫表面粗糙);另外,當攪拌頭的旋轉速度過大時,焊縫內部會產生過多熱量,使焊核區材料出現局部過燒現象,這樣也會導致焊縫表面粗糙。一般情況下,這種缺陷對接頭的性能影響不大。如果焊縫表面成形要求較高的話,可以采取人工方法修整好焊縫表面。

圖4 焊縫表面粗糙Fig.4 rough weld surface
4 孔洞缺陷[14]
在實際焊接過程中,經常會有焊縫中出現孔洞和隧道缺陷,如圖5所示。

圖5 孔洞缺陷Fig.5 holes defects
孔洞缺陷一般位于焊縫的前進側。焊接時,若攪拌頭旋轉速度過低,或者焊接速度太高,或者焊接壓力太小,則焊縫中熱量的輸入就不足。這樣,被焊材料不能達到完全塑化狀態,其流動性能就較差,致使不能及時的填充空隙而形成完全封閉的焊縫,從而在焊縫內產生孔洞。當選擇的工藝參數極不合適時,材料的流動能力將會更差,出現的孔洞也會增多,更甚者將會在在焊縫內形成隧道缺陷。這將會嚴重影響到焊縫力學性能,應盡量避免。當攪拌頭旋轉速度、焊接速度和焊接壓力等工藝參數選擇合適時,焊縫的熱輸入量足夠,被焊材料能達到完全塑化狀態,流動性能好,則能避免孔洞和隧道缺陷,形成封閉的焊縫。
5 焊縫組織觀察
當旋轉速度n=3000r/min,焊接速度υ=25mm/min時,10mm厚的聚丙烯塑料板攪拌摩擦焊所形成的焊縫的截面宏觀組織如圖6所示,從此圖中,我們可以看出,在聚丙烯塑料板焊縫橫截面上,材料的分布比較均勻,焊縫區沒有夾雜或氣孔等缺陷,圖中的一條彎曲線條是焊縫和母材的分界線。顯而易見,焊縫兩側的分界線不同,其前進側的分界線相對比較明顯,而返回側的則較模糊,這與材料的流動有關。前進側母材和焊縫的分界線較清晰,是因為塑料焊接與金屬材料焊接不同,塑料粘性較大,摩擦產生熱的速度比較慢,材料還未得到充分塑化就隨著攪拌頭流動,攪拌頭則相當于對材料有一定的切削作用,所以在前進側母材和焊縫有明顯的分界線。

圖6 焊縫截面宏觀組織Fig.6 macro-structure of weld joint section
6 結論
(1)當選擇的焊接工藝參數不合適時,接頭中就容易出現飛邊、表面粗糙和孔洞等缺陷。
(2)在實際應用中,表面粗糙和飛邊缺陷對焊縫的組織與性能影響較小,適當的進行人工修整就可以去除。
(3)孔洞缺陷對焊縫的組織與性能影響較大,其主要因為焊接熱量輸入不足造成,而輸入的熱量多少主要取決于焊接工藝參數。
[1]Thomas W M,Nicholas E D,Needham J C,Murch M G.Temple-Smith P and Dawes C J(TWI).Improvements relating to friction welding.European Patent Specification.0615480 B1.
[2]張田倉,郭德倫,欒國紅,等.固相連接新技術—攪拌摩擦焊技術[J].新工藝·新技術·新設備,1999,(2):35-36.
[3]夏羅生.高強鋁合金的攪拌摩擦焊工藝參數研究[J].熱加工工藝,2013,42(5):155-157.
[4]欒國紅,關橋.攪拌摩擦焊—革命性的宇宙制造新技術[J].航天制造技術,2003,(4):557-561.
[5]李新梅,杜寶帥,張忠文,等.摩擦攪拌焊6061-T6鋁合金焊接接頭的組織與性能[J].熱加工工藝,2013,42(11):196-198.
[6]黨杰,張琳.攪拌摩擦焊的研究現狀及應用[J].焊接,2012,12(12):23-29.
[7]欒國紅,胡煌輝,柴鵬.攪拌摩擦焊—新型列車制造技術[J].電力機車與城軌車輛,2006,29(4):40-43.
[8]熊建坤,童彥剛.攪拌摩擦焊接技術的研究進展和應用[J].電焊機,2008,38(1):33-36.
[9]劉會杰,張艷偉,李金全.攪拌摩擦焊設備及其研究進展[J].焊接,2011,(12):3-6.
[10]黨杰,張琳.聚丙烯板材攪拌摩擦焊工藝[J].焊接,2013,13(4):56-58.
[11]胡禮木,胡波,黨杰,郭建軍.聚氯乙烯板攪拌摩擦焊工藝性能研究[J].蘭州理工大學學報,2004,30(4):186-188.
[12]劉會杰,潘慶,孔慶偉,等.攪拌摩擦焊焊接缺陷的研究[J].焊接,2007,(2):17-20.
[13]宋曉村,朱政強,陳燕飛.攪拌摩擦焊的研究現狀及前景展望[J].熱加工工藝,2013,42(13):5-7.
[14]達朝炳,攪拌摩擦焊接頭缺陷分析[J].熱加工工藝,2009,38(5):133-137.
[15]王海艷,宋東福,周楠,等.異種鋁合金攪拌摩擦焊搭接接頭的顯微組織與硬度研究[J].熱加工工藝,2011,40(3):115-118.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業自動化(2017年2期)2017-03-20 14:26:13
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
設備管理與維修(2015年12期)2015-04-09 06:57:24