防紫外線PA6細旦FDY的生產工藝探討
2014-03-22 08:50:46呂傳香楊建春牟貞艷
合成材料老化與應用 2014年2期
呂傳香,楊建春,牟貞艷
(煙臺華潤錦綸有限公司,山東煙臺264006)
具有防紫外線功能的全消光PA6細旦全拉伸絲(FDY)具有獨到的優勢,包括光穩定性好、色牢度高、著色均勻、光澤亮麗等,這些都是常規細旦FDY無法達到的。全消光FDY絲用全消光切片紡絲制得,切片中二氧化鈦含量高達1.6%,是普通半消光切片二氧化鈦含量的5~6倍。由于二氧化鈦是一種金屬氧化物,是一種性能優良的紫外線屏蔽劑,因此該絲加工的織物具有防紫外線的功能,產品附加值較高。細旦纖維和超細旦纖維具有良好的服用性能,在紡織用纖維中占有主導地位,可用來紡制高仿真纖維以替代天然纖維,其紡絲織物可達到輕、柔、爽、滑的效果。
目前錦綸纖維的主要生產方法是切片熔融法,原料利用率高,成本低,工序簡單,是化學纖維生產最常用的方法。對于具有防紫外線功能的全消光PA6細旦FDY纖維生產,因其纖度低(8至20旦尼爾)、二氧化鈦含量高、摩擦大、制造過程易產生毛絲、斷頭等,所以生產難度大,尤其是20旦尼爾以下的纖維滿卷率較低。我公司通過調整生產工藝、對設備進行適當改造調整等方式,成功開發出多種具有抗紫外線功能的全消光PA6細旦FDY產品,生產滿卷率高,產品質量優異。本文以22.2dtex/7f品種為例進行探討,以供同行參考。
1 試驗
1.1 原料與試劑
BASF產全消光PA6切片,其各項指標:含水率<0.020%;相對粘度2.42;二氧化鈦1.6%;粒度80粒/克。
1.2 設備與儀器
主要生產設備:
紡絲機,由北京三聯虹普科技有限公司組裝制造;ATi-12R/8型卷繞機,日本TMT公司制造。
主要檢測儀器:
FDAME型全自動強伸儀,德國Textecho公司制造;YG086型縷紗測長儀,山東萊州市電子儀器有限公司制造;5-C800型條干均勻度測試儀,瑞士烏斯特公司制造。
1.3 試驗
生產工藝流程如下:
全消光PA6切片→螺桿機壓機熔融→計量泵→紡絲組件及噴絲板→側吹風冷卻→集束上油→拉伸→熱輥定型→交絡→卷繞頭卷裝→FDY產品。
紡絲溫度265℃~270℃;卷繞速度4400~4500m/min;拉伸倍數1.3~1.4;熱輥定型溫度145℃~155℃。
2 結果與討論
2.1 原料
BASF全消光PA6切片,各項化學指標嚴格控制,尤其含水率必須控制在0.020%以內。為達到抗紫外線的效果,二氧化鈦的含量必須達到規定值,實踐證明,BASF切片二氧化鈦含量為1.6%,織物具有較好的抗紫外線效果。
2.2 噴絲板的設計
噴絲板的設計至關重要,直接關系到生產過程的可紡性和產品質量。如果噴絲板設計不當,會造成歪脖絲、注頭絲、毛絲、飄絲等多種不良,引起斷頭并影響產品的內在質量。
第一要考慮熔體流動的均勻性,組件中間的熔體容易通過,而周邊的熔體受到阻力較大,二氧化鈦容易在噴絲孔周邊形成死角,因此設計噴絲板時首先要防止熔體在板孔中形成死角,保證熔體流動的均勻性。
第二要考慮噴絲板孔的高度和直徑(長徑比)。為減少熔體從噴絲板噴出時熔體膨化現象,應結合噴絲頭拉伸倍數考慮,采用適當的長徑比。選擇較大的長徑比有利于釋放熔體內部應力,減少管口膨化效應,但噴絲板的加工和清洗難度也會加大[1]。經過實驗,采用2.5~3.0的長徑比可以獲得理想的效果。對于22.2dtex/7f品種,微孔直徑一般控制在0.23mm~0.25mm。
第三要考慮到絲束的冷卻效果,單絲線密度較高,容易在表層和內部形成溫差,產生應力造成絲條破裂甚至斷絲,因此設計時要充分考慮絲條冷卻效果,噴絲板孔的排布要科學合理,要保證足夠的孔間距,并使絲條獲得相同的冷卻效果[1]。
2.3 紡絲和卷繞工藝
2.3.1紡絲溫度
全消光切片的二氧化鈦含量達到1.6%左右,是普通半光切片二氧化鈦含量的5倍以上,在切片熔融時對熔體的流變性產生很大影響,要確保紡絲效果,尤其細旦FDY,必須調整合適的紡絲溫度。紡絲溫度過高,會使聚合物的熱分解加劇,造成相對分子質量降低和出現氣泡絲,并因熔體黏度太低而出現毛細斷裂,形成“注頭”。紡絲溫度過低,會使熔體黏度過高,增加泵輸送的負擔,往往出現漏料,而且使擠出物出口脹大現象趨于嚴重,甚至出現“熔體破裂”現象,影響正常紡絲。嚴重時還會出現硬頭絲,使絲發白,暗無光澤,手感發硬,后拉伸時斷頭增加,甚至不能拉伸[2]。通過實驗得知,紡絲溫度在265℃~270℃時,紡絲效果最佳。
2.3.2絲條冷卻條件
因為該纖維對冷卻的要求較高,需要系統研究絲條的冷卻。生產采用側吹風冷卻方式,關鍵控制參數包括風速、風壓、風溫、風濕,冷卻距離等。
為保證各紡絲位出風的穩定性和均勻性,空調系統要提供一定壓力的側吹風,一般風壓控制在400Pa~500Pa是比較合適的。
為使絲條獲得均勻的冷卻效果及良好的后拉伸性能,要避免絲束驟冷形成內外層溫差,應減緩絲束的冷卻速度。一方面,側吹風溫度不能太低,風速不能太高,另一方面,冷卻的距離不能太短。在生產過程中采用18℃的露點風,濕度控制在80%以上。同時我公司通過對現有設備的改造,將絲束的上油點由二樓下降到一樓,延長了冷卻距離,獲得滿意的生產效果。
側吹風風速也是一個非常關鍵的參數,風速過高易引起湍流,引起絲束的振動和抖動,而風速過低易受野風干擾,造成絲束凝固點飄移。風速過高或過低都會影響產品的條干均勻度。通過實驗發現,對于22.2dtex/7f全消光FDY,側吹風控制在0.3~0.35m/s比較合適。
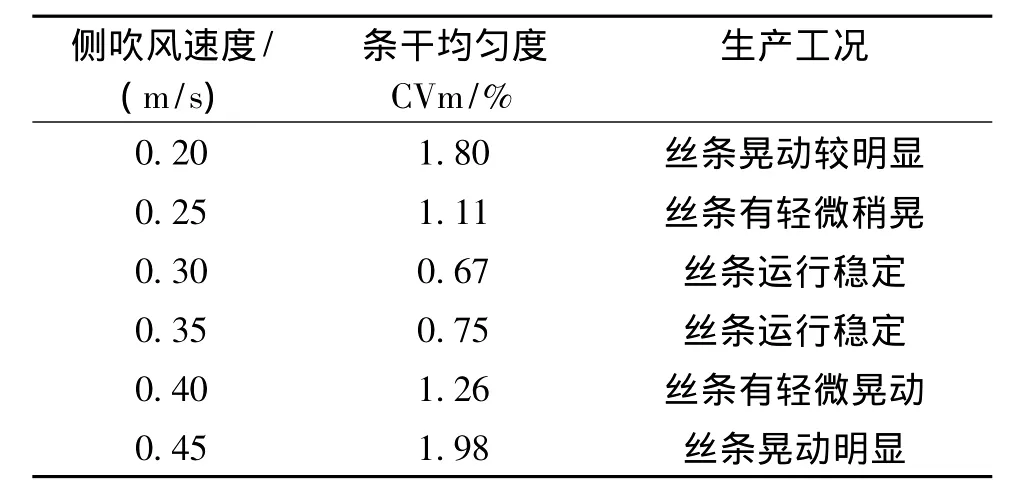
表1 側吹風速度對條干均勻度的影響(22.2dtex/7f)Table 1 Effects of quenching speed on evenness of fiber
2.3.3上油位置和上油方式
紡二氧化鈦含量高的全消光切片時,絲條不易冷卻,過早上油使絲條固化不能充分冷卻,影響絲條的拉伸性能。我公司通過設備改造,將上油點從二樓下降到一樓,增加了絲束的冷卻距離,使平均軸向溫度梯度減少,從而使初生纖維的預取向度減少,具有良好的后拉伸性能。
2.3.4拉伸倍數及定型溫度
拉伸倍數(GR2與GR1的速度比)提高,纖維的斷裂強度會增加,但如果拉伸倍數超過臨界值,會使纖維內部的大分子鏈發生滑移甚至斷裂,引起纖維取向度和強力下降,因此拉伸倍數應控制在適當的范圍內[3]。
為了提高纖維的拉伸性能,消除纖維在拉伸過程中產生的內應力,拉伸過程中進行熱定型,定型溫度隨拉伸倍數的增加適當提高。熱定型溫度一般設定在145℃~155℃,溫度過高會影響FDY油劑穩定性,在熱輥上產生結焦,影響產品質量。
從表2可看出,拉伸倍數小于1.4時,隨著拉伸倍數提高,絲束斷裂強度上升,斷裂伸長下降,當拉伸倍數超過1.5以后,隨著拉伸倍數的增加,斷裂強度和斷裂伸長均下降。因此,生產22.2dtex/7f PA6全消光FDY時,拉伸倍數一般控制在1.3~1.4,熱輥定型溫度為145℃~155℃。
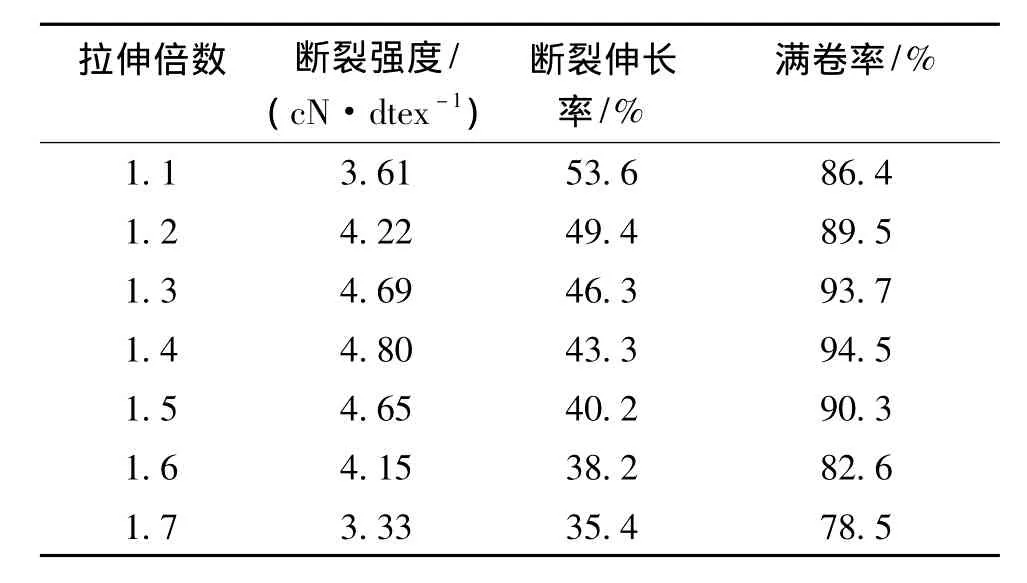
表2 拉伸倍數對產品質量的影響(22.2dtex/7f)Table 2 Effects of stretch ratio on the quality of the products
2.3.5卷繞速度
卷繞速度一般要低于GR2和GR3的速度,以使絲條內應力得到一定程度的釋放,并保證絲餅具有較好的成型。對于22.2dtex/7f全消光FDY,卷繞速度一般控制在4400~4500m/min。
2.4 產品質量
通過對各工藝參數的調整,最終生產的22.2dtex/7f全消光FDY產品指標如下:

表3 產品抽檢指標(22.2dtex/7f)Table 3 Index of Sampling observatio n
3 結論
(1)生產具有防紫外線功能錦綸長絲對切片質量要求較高,使用全消光切片生產,紫外線屏蔽劑TiO2含量等指標必須達到要求;
(2)噴絲板的設計對產品質量有顯著影響,要選擇恰當的長徑比,提高產品質量,同時要考慮清洗和制造的困難程度;
(3)冷卻條件直接影響到絲束內部分子的取向、結晶和后拉伸性能,要嚴格控制側吹風的風速、風溫、風濕和風壓,減緩冷卻速度,延長冷卻距離;
(4)拉伸倍數的增大有利于提高產品的斷裂強度,但超過臨界點后,會破壞纖維內部分子結構引起強力的下降,因此拉伸倍數的選擇要適當。對22.2dtex/7f品種,拉伸倍數選擇1.3~1.4比較合適。
[1]劉讓同,李銳.噴絲板的設計生產[J].輕紡工業與技術.2011,40(1):17-20.
[2]梁冬.全消光錦綸6全拉伸絲生產工藝探討[J].合成纖維.2006,12:43-45.
[3]李生強,王新,王振,等.11.1dtex/7f細旦PA66 FDY生產工藝探討[J].合成纖維工藝.2012,35(1):72-74.