自行式熱噴補機水路系統逆流分析與解決方案
2014-03-15 07:18:49馬如事
冶金動力 2014年10期
馬如事
自行式熱噴補機水路系統逆流分析與解決方案
馬如事
(安徽馬鋼汽車運輸服務有限公司,安徽馬鞍山243000)
為了解決目前使用的自行式熱噴補機的水路系統隱患,設計出用氣路控制水路及時自動通斷的控制電路,并增設一個應急備用旁通水路。經過長時間的運行,成功防止了氣路意外斷開或不當操作導致水逆流入料管與噴射室造成的堵料故障及噴補料報廢損失。
自行式熱噴補機;水路系統;逆流;控制電路;旁通水路
1 引言
自行式熱噴補機是鋼鐵廠轉爐維護作業關鍵設備之一,它能夠完成整機行走、轉向、制動、上車回轉、噴射管的定位以及噴補料的饋送等動作,能在1200℃高溫下對轉爐內襯的熔損區進行快速維護修補作業,是對轉爐內襯局部修補的一種高效工具。隨著生產規模的擴大,馬鋼煉鋼轉爐用的自行式熱噴補機也在增多,其使用頻率也同時在加大。噴補機機身上沒氣源,使用時須用軟管把工廠的氣源連接到該機上,由于操作工的操作疏忽或者供氣氣路意外斷開,導致水逆流入噴補料料管以及噴補料料罐中,造成料管堵料以及噴補料報廢,嚴重影響生產,增大成本負擔,造成不必要的浪費。因此,分析并解決水路系統逆流問題,并提出有效的解決方案,對工廠經濟效益重大。本文在深入分析水路系統逆流的原因后,提出防止水路逆流方案并在實踐中加以完善,以提高噴補機完好率,降低成本。
2 自行式熱噴補機簡介
自行式熱噴補機是對煉鋼轉爐內襯局部修補的一種高效工具,它以柴油發動機作為整車的動力源,帶動液壓主泵工作,給整個液壓系統提供壓力油,液壓馬達驅動減速機實現行走;采用兩只液壓馬達驅動噴嘴旋轉;由液壓馬達驅動回轉支承實現上車左右回轉,上車的回轉可使噴射管左右擺動±110°;噴射管分為大、小管道,其伸縮行程共計約12 m,分別由大管道給進器、小管道給進器來實現,另外通過噴射管道的回轉導架,實現噴射管±170°回轉;噴射管舉升油缸可使噴射管向上12°、向下20°傾斜。這樣的一個系統構成,實現了整個熱噴補機行走、轉向、制動、上車回轉、噴射管的驅動、噴補料的饋送、噴射管的定位等動作,自行式熱噴補機集料罐、水罐于一身,再輔以相關管道、接頭、若干閘閥、壓力表等氣、液元件組成一個有機整體,接通外部壓縮空氣,將噴補料、水混合送至噴嘴,從而使其能在1200℃高溫下對轉爐內襯的熔損區進行快速維護修補作業。
3 水路系統逆流分析
廠家出廠的自行式熱噴補機水路系統如圖1所示,其水路通斷是由操作人員通過轉動控制箱上的旋轉開關來控制的,正確的操作順序是:噴補作業開始前先動手把工廠配套的氣源連接到噴補機的氣路接入口,打開工廠供氣閥門,完成噴補機材料罐、水罐、料管通氣后,再手動打開水路,這樣水管中的水在密閉水罐中的氣體壓力下前行,噴補料從材料罐中被送料器送至料管前端,噴補料在料管前端受氣體推動前行,在水管與料管的結合處,水與噴補料混合,并在氣體推動下被噴射出來,進行噴補作業;噴補作業后,水路與氣路的正確操作順序是先手動關閉水路,再手動斷開氣路。總之,系統中無氣體接通,水路一定要處于斷開狀態。然而現實操作中,時常會發生操作順序不正確(例如:換了新員工偶爾操作失誤——先手動打開水路再接通氣路)、忘記關閉水路,或氣路意外斷開。這些情況發生后,料管中無氣體通過,水就會從水管與料管的結合處逆流進入料管與料管中的噴補料混合導致堵料,有時水還會經過料管進入材料罐中導致其中的噴補料報廢。為了清理廢料,耗時又費力,嚴重影響煉鋼生產,增大工廠成本與設備維護人員的負擔,造成不必要的浪費。
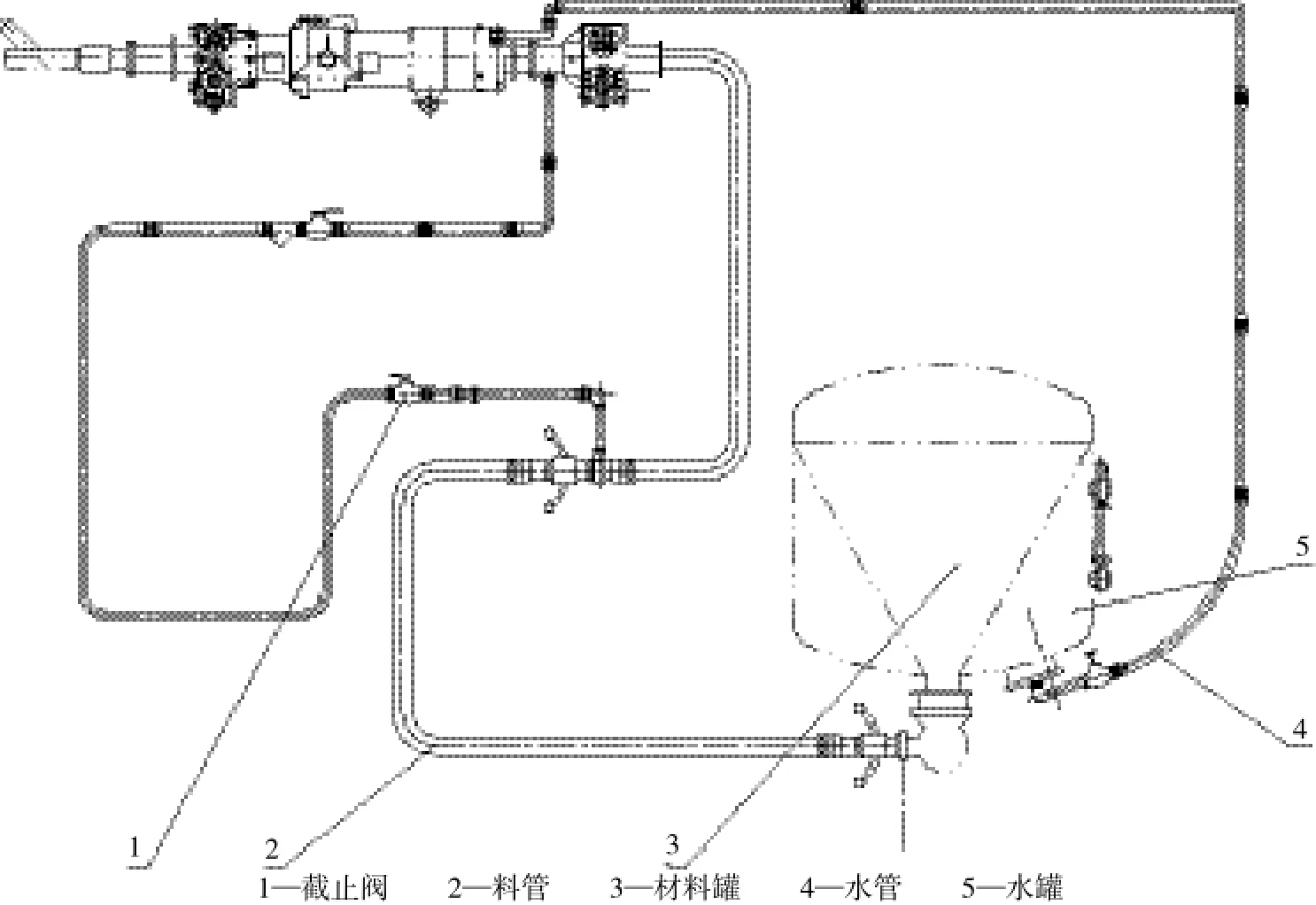
圖1 噴補機水路系統上的裝配簡圖
4 技術方案設計
4.1 技術方案原理
經過上述逆流原因分析可知,解決問題的關鍵就在當操作失誤或系統意外斷氣情況下,能做到“系統中一斷開氣就立即切斷水路”這一點,那么問題就能解決。為此,技術方案中,用系統中氣壓信號來監測系統中氣路通斷,同時用該信號控制水路通斷,由此得出設計原理(如圖2所示):在氣路上一個氣壓傳感器,在水路系統上加裝一個常閉電磁閥,再將二者與車上的電源用導線連接成控制電路,實現氣壓信號轉換成電路通斷信號,進而控制水路上的電磁閥通斷。噴補作業開始前,當氣路接通工作氣體,即噴補機噴補系統氣路中形成工作氣壓后,加裝在氣路上的氣壓傳感器檢測到氣路中的有氣體進入信號后,該傳感器立即接通(相當于電路中的開關閉合),那么與之相連接的水路電磁閥電路接通,于是電磁閥打開,這樣水路就在氣路接通后才打開;噴補作業結束后,或者氣路意外斷開,只要氣路一斷開,氣壓傳感器就立即斷開,水路電磁閥失電閉合切斷水路,二者之間信號傳遞導線小于1 m,而且選用的電磁閥響應迅速,這樣水路就幾乎與氣路同時斷開,經過實踐檢驗,滿足使用要求,可以有效杜絕水逆流入料管、材料罐。
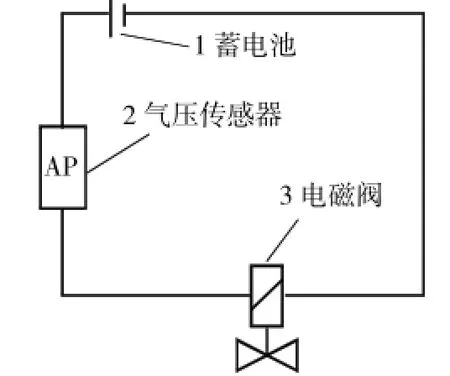
圖2 技術方案電控原理圖
4.2 技術方案完善
考慮到水路常閉電磁閥在噴補機作業中可能會突發故障,從而意外切斷水路造成現場作業中斷,為此,在技術原理方案的基礎上,進一步完善:增設旁通水路,可以在電磁閥意外切斷水路時,手動打開旁通水路應急,使本次噴補作業得以繼續,本次噴補作業完成后,再進行維護,從而使得該方案更為成熟完善,由此確定最終總體技術方案如圖3所示。

圖3 技術方案總體示意圖
4.3 技術方案具體實施方式
圖4給出了本方案所用的氣壓傳感器(圖中序號1)在氣路系統中的安裝位置與方式。
圖5給出了本方案所用的電磁閥(圖中序號6)在水路系統中的安裝位置與方式。
本方案是這樣實施:在圖2中,蓄電池(1)、氣壓傳感器(2)與電磁閥(3)用導線串聯成一個電路,氣壓傳感器(2)加裝在噴補機噴補料輸送裝置的氣路系統前部(具體位置如圖4中序號1所示),及時把氣壓信號轉變為電路通斷信號,控制電磁閥(3)通斷,電磁閥(3)裝在噴補機噴補料輸送裝置的原水路的手動開關(如圖5中序號6所示)前方,及時響應氣壓傳感器(2)傳來的控制電信號產生通斷動作,控制水路通斷。
5 結束語
這種解決方案以較低的成本,比較方便地實現對了對水路系統通斷的及時自動控制,消除了因工人疏忽以及氣路意外斷開而產生的堵料故障及噴補料報廢損失,提高了設備完好率,減輕了噴補機維護人員的負擔,降低了使用成本。
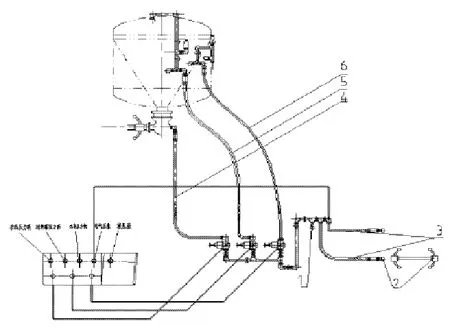
圖4 氣壓傳感器在噴補機氣路系統上的裝配圖
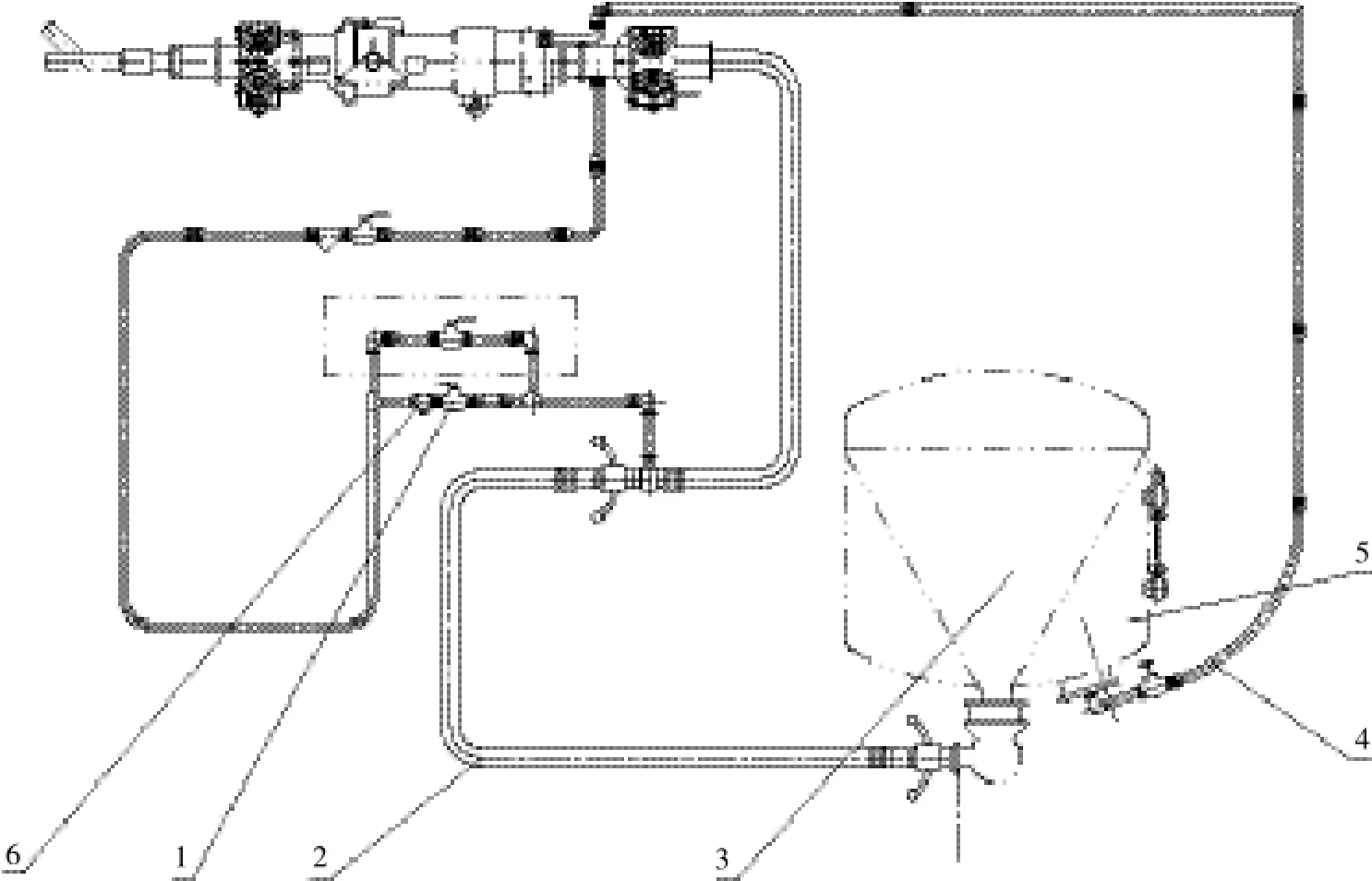
圖5 在噴補機水路系統上增設電磁閥與旁通水路裝配簡圖
[1]麻友良.汽車電器與電子控制系統[M].北京:機械工業出版社,2006.
[2]秦曾煌.電工學[M].北京:高等教育出版社,2004.
[3]門宏.電工元器件選用與檢測圖解[M].北京:電子工業出版社,2014.
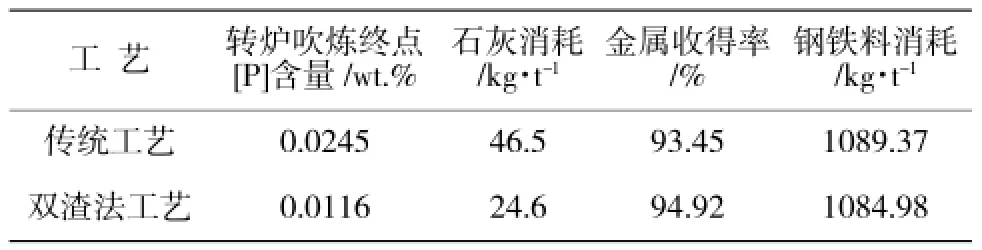
表3 傳統工藝和雙渣法工藝冶煉指標
4 結論
(1)在轉爐吹煉脫磷階段,控制熔渣堿度在1.5~2.0,渣中ω(FeO)含量在10%~15%,一倒溫度在1400~1450℃,可以獲得較好的脫磷效果。
(2)在脫碳階段,脫磷率隨堿度的增加而提高,終渣堿度控制在3.8~4.2,ω(FeO)含量控制在20%~25%,出鋼溫度控制在1650℃以內,脫磷率可達90%以上。
(3)雙渣法工藝可以滿足轉爐脫磷要求,同時吹煉過程平穩,轉爐噴濺率和金屬料損失降低,轉爐石灰用量減少約20 kg/t鋼,鋼鐵料消耗下降4~6 kg/t,由此帶來的經濟和環境效益顯著。
[參考文獻]
[1]朱娟,章立單,王士本.磷對中碳Cr-Mn-Si鋼力學性能的影響[J].鋼鐵,1991,26(1):42.
[2]劉建華,包燕平,孫維,等.H型鋼表面裂紋成因分析[J].鋼鐵,2006,41(8):37-40.
[3]佟新,李蓉.板坯中間裂紋產生的原因及預防措施[J].鞍鋼技術,2005,3:41-43.
[4]郭宏海,宋波,毛王景紅,等.,冷卻速率對耐候鋼中磷元素宏觀偏析的影響[J].,鋼鐵,2010,26(4):55.
[5]許文杰,李安東,劉國勇.復吹轉爐冶煉X65管線鋼脫磷工藝研究[J].上海金屬,2009,31(4):21.
[6]楊文遠,鄭叢杰,楊立紅,等.大型轉爐煉鋼脫磷的研究[J].鋼鐵,2002,18(1):30.
[7]M.Swinnerton,Be(Hons).The Influence of Slag Evolution on BOF Dephosphorisation[D].Master dissertation,University of Wollongong,2005.
[8]黃希祜.鋼鐵冶金原理[M].第3版.北京:冶金工業出版社,2002.
收稿日期:2014-05-26
作者簡介:王步更(1957-),男,畢業于華東冶金學院冶金工程專業,高級工程師,現從事煉鋼工藝研究工作。
Analysis of Reverse-flow in the Water Piping System of Self-propelled Hot Gunning Machine
MA Rushi
(The Truck Transportation Company of Maanshan Iron and Steel Group,Maanshan,Anhui 243000,China)
To solve the potential risks in the water piping system of self-propelled hot gunning machine under use at Masteel,a control circuit pneumatically controlling water channel with timely automatic on-off function was designed and an emergency bypass water pipe was added.Long-term operation has showed that the new design has successfully prevented accidental pneumatic cut-off or improper operating to cause water counter flowing into material pipe and gunning chamber leading to blocking and material loss.
self-propelled hot gunning machine;water piping system;reverse flow; control circuit;bypass water pipe
TH237
B
1006-6764(2014)10-0087-04
2014-07-25
馬如事(1985-),男,2008年畢業于機械設計及其自動化專業,本科學歷,助理工程師,現從事生產技術工作。
猜你喜歡
工業設計(2022年8期)2022-09-09 07:43:20
新作文·小學低年級版(2021年9期)2021-11-27 07:57:46
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
學生天地(2020年17期)2020-08-25 09:28:54
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
裝備制造技術(2019年12期)2019-12-25 03:06:46
中國洗滌用品工業(2019年4期)2019-05-11 09:27:34
家庭影院技術(2017年9期)2017-09-26 03:41:45
故事大王(2016年7期)2016-09-22 17:30:08