無溶劑復合操作細節集錦(1)
2014-03-11 06:38:35伍秋濤
印刷技術·包裝裝潢 2014年1期
伍秋濤
編者按:近年來,無溶劑復合工藝在我國軟包裝行業得到了快速發展和廣泛應用,但由于無溶劑復合工藝不同于傳統的干式復合工藝,操作習慣也不盡相同,工作人員在無溶劑復合生產中往往容易忽略一些必要的操作細節,從而影響最終產品的復合質量,甚至導致生產無法正常進行。因此,認真對待無溶劑復合過程中的操作細節實為必要。
筆者結合自身實踐經驗,總結歸納了無溶劑復合生產中值得注意的一些操作細節,愿與業內人士共同交流、學習。
做好無溶劑膠黏劑與油墨的匹配性測試
在正式生產前,應對含顏料成分的油墨(如透明黃、桃紅等顏色的油墨)與無溶劑膠黏劑進行有針對性的相容性測試。
圖1所示為透明紅、透明黃印刷薄膜放入A/B混合膠中浸泡后出現的混溶現象,由此可證明,油墨中的透明紅、透明黃顏料成分極易與無溶劑膠黏劑互溶。再將黑、藍、滲透群
青、滲透桃紅印刷薄膜放入A/B混合膠中,在40℃溫度下浸泡數小時后發現,黑墨及藍墨未與A/B混合膠發生混溶現象,滲透群青墨、滲透桃紅墨與A/B混合膠有輕微混溶現象。
我們知道,無溶劑膠黏劑的分子量較小,其表面具有極強的滲透能力,對油墨的混溶能力主要表現在低分子量熟化階段,一般判斷油墨是否會與無溶劑膠黏劑發生混溶現象,需要待無溶劑復合制品熟化4個小時后再進行判斷。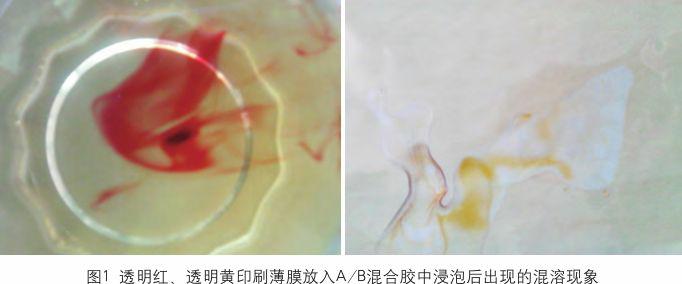
另外,我們還可以模擬實際復合過程來判斷油墨與無溶劑膠黏劑是否會出現混溶現象,具體方法為:采用A/B混合膠,將印刷薄膜與光膜(或鍍鋁膜)壓實貼合,然后將貼合在一起的薄膜放入烘箱中熟化一段時間,觀察印刷圖文邊緣是否出現不清晰的現象,若不清晰,則表明發生了混溶現象。
正確計量A、B膠的混配比
計量泵以體積來計量膠黏劑的混配比,當溫度變化時,膠液密度也會隨之變化,由于A、B兩種組分的膠黏劑密度不同,因此二者的密度隨溫度變化的比例也不同,這樣就會導致低溫時測得的A、B膠混配比與溫度上升到正常溫度時測得的A、B膠混配比有一定的出入。所以每個工作班組開機前,應待混膠機溫度穩定后再計量A、B膠的混配比。
溫度較低時應提前預熱A/B混
在冬季室溫較低的情況下,應事先將A/B混合膠放入熟化室進行預熱,預熱溫度一般在45℃左右,這樣將A/B混合膠倒入膠桶時,就不會因溫差過大而使膠桶中的A/B混合膠產生溫度波動。但是,A/B混合膠不能長時間放置在熟化室,否則可能會引起其中的消泡劑成分失效。
控制膠桶中的空氣濕度
A膠的主要成分是-NCO,其易與空氣中的水分發生交聯反應,一般,如果A膠桶中膠黏劑表面出現結皮現象,則表明A膠表面已發生交聯反應。而且,當空氣濕度較大時,膠桶中空氣的水分含量也會較高,因此有必要采用干燥劑對膠桶中的空氣進行過濾干燥。若干燥劑吸濕變色,則表明其吸濕效率變差,此時應對其重新烘干后再使用。有些軟包裝企業采用在A膠桶中充入N上標2的方法來排除膠桶中的空氣,效果也較好。
準確調整計量間隙
計量間隙在不同計量輥溫度下會有所變化,這樣就會導致計量不準,而且溫差越大,計量間隙偏差越大,甚至還會損傷計量輥表面。
例如,若按計量輥鋼質材料熱膨脹系數為1.2×10上標﹣5/℃(鋼質材料不同,該數值不同)、計量輥直徑為175mm計算,同時設定計量輥溫度為25℃時調整的計量間隙為80μm,那么計量輥溫度為40℃時的計量間隙則為:80-175×103×1.2×10上標﹣5×(40-25)=48.5μm。由此可見,務必要等計量輥溫度穩定后再調整計量間隙。
合理設定涂布鋼輥的溫度
涂布鋼輥溫度與計量輥溫度是分別控制的,均可根據膠黏劑的“黏度-溫度特性”進行設置,一般涂布鋼輥溫度較計量輥溫度高約5℃,這樣可以進一步降低膠黏劑的黏度,提高膠黏劑的流平性,從而得到更好的復合外觀。另外,還要補償因涂布基材溫度較低而從輥面帶走的熱量,以保持涂布鋼輥表面的實際溫度。
控制好復合膜卷表面收卷溫度
復合膜收卷后要求其表面保留一定余溫,以保持內外熟化效果的一致性。由于無溶劑復合產品收卷直徑大、熟化溫度(35~40℃)較干式復合低,因此僅靠外部傳熱不能保證復合膜卷中部的熟化效果。
影響復合膜卷表面收卷溫度的因素及控制方法:①環境溫度,無溶劑復合操作環境應恒溫恒濕;②基材膜卷溫度,由于冬季室溫較低,基材膜卷溫度也較低,特別是剛從庫房取出放到車間的基材膜卷往往是冰冷的,此時最好先將基材膜卷放在車間回溫一下,以提高其溫度,然后再使用;③基材預熱溫度,在冬季室溫較低的環境下,應采用無溶劑復合設備的第二放卷預熱輥裝置對基材進行預熱,以避免復合膜卷表面的收卷溫度過低;④復合溫度會直接影響復合膜卷表面的收卷溫度,操作中應注意對其進行適當調整,另外,對于抗靜電的PE材料,因抗靜電劑存在黏性現象,因此在實際生產中還需將復合輥的溫度設定得低一些。
避免卷芯粘邊現象
導致卷芯粘邊現象的主要因素有兩個:一是復合對邊存在偏差,二是涂布量偏大。由于無溶劑復合設備低速運行(<50m/min)時,涂布量一般較正常機速時高約0.2~0.3g/m2,因此,當無溶劑復合設備低速運行時,應降低計量輥的速度。
此外,當涂布壓輥未壓合,而轉移膠輥(位于計量輥與涂布鋼輥之間)壓下時,大量膠液會累積在涂布鋼輥表面,這樣當涂布壓輥壓下時,多余的膠液就會向涂布鋼輥兩側輔展,從而導致卷芯粘邊現象,故在涂布壓輥未壓合時盡量不要事先壓下轉移膠輥,避免涂布鋼輥表面積膠。(未完待續)endprint
