磁控濺射鋁鏡生產中的關鍵技術問題及解決辦法
2014-03-11 08:29:14劉增喜張金鐫
建材世界 2014年3期
劉增喜,張金鐫
(青島環球集團股份有限公司,青島 266400)
磁控濺射鋁鏡生產線結構復雜,涵蓋機械設計制造、真空技術、物理學、材料學、力學和控制工程等多方面的學科知識,在生產過程中遇到了諸多技術難題。該文分析了真空鍍鋁過程中經常遇到的問題,并給出了相應的參考意見。
1 真空鍍膜室的密封
真空鍍膜室的密封性是控制真空度的關鍵,也是控制鍍膜質量的關鍵。真空鍍膜室是九室八鎖,除四五六室相通外,其他每個室與外界都是完全隔離的,只是在玻璃通過時真空鎖才瞬間打開,然后瞬間關閉。因此,真空鍍膜室在焊接加工過程中對密封性要求很高。
為提高真空室的密封性,首先在焊接過程中全程采用氬弧焊和手工電弧焊,并要求連續焊接,無漏焊、氣孔、虛焊、焊瘤、夾渣等焊接缺陷。其次,在真空室安裝完成進行試機時,用氮質譜檢漏儀進行檢漏,檢出漏點重新進行補焊再檢漏,直至極限壓力達到3×10-3Pa,升壓率低于1Pa/h。
1)采用直流磁控濺射鍍膜工藝,磁控靶采用旋轉模式。
2)真空鍍膜室為九室八鎖,真空鎖的鎖板用鋁材加工而成,鎖板開關由電磁換向閥、氣缸、傳動齒輪齒條驅動,密封性能好。
3)粗抽真空室采用臺階式抽氣模式,蓋板為下凹型,傳動軸之間設置填充方管可大幅減少抽真空的時間,提高生產效率。
4)破真空充氣系統采用雙層槽式分流結構,避免了玻璃板因破真空充氣系統破裂而導致的停機,降低了玻璃板原料的損耗,節約了成本。
5)抽真空系統分為粗抽和精抽,可分級自動控制。
6)擴散泵的加熱電流都依據電流表分別顯示其加熱電流大小,方便監控擴散泵電爐絲是否正常工作。
7)水冷系統有斷水保護裝置,水壓不足或斷水時,報警器就會發出連續響聲,同時自動關閉擴散泵加熱電源及磁控靶電源。
8)旋轉靶、真空機組各為獨立的閉環式冷卻水系統,配置冷卻塔后可循環使用,節約了生產用水。
9)傳動軸為鋁合金管軸,重量輕,轉動慣性小,使玻璃定位準確。
2 玻璃的跑偏
磁控濺射鋁鏡生產線總線長200~300m,輸送速度3~6m/min,基片在輸送過程中會由于各種原因產生橫向偏移。當偏移量達到12mm/m時,真空鍍膜會受到影響,因此必須解決玻璃輸送過程中的跑偏問題。
玻璃的跑偏跟安裝過程及輸送輥道的質量都有密切的關系。輥道有膠輥、全膠輥、海綿輥等特殊材質輥道,其材質特性決定了輥道的直線度和圓度不好控制。為解決這個問題,在套上膠圈后,通過加工膠圈外表面來保證要求。安裝過程中必須找正調試,保證玻璃整線的跑偏量控制在±50mm以內。
1)自動上片機機械式翻轉,全智能人機界面,可一次性自動設定各種參數,無需反復操作。
2)輸送臺是采用同步帶輸送,其升降由一套聯動機構來操作,包括機架與位于其上方的輸送平臺。輸送平臺的底面固設承托支架,機架底部設置氣缸與升降托架,氣缸尾部與機架形成鉸接相連,氣缸伸縮軸端與升降托架形成鉸接相連。機架的臺面上均布鉸接若干擺動件,擺動件的底端與升降托架形成鉸接相連,擺動件的頂端與承托支架形成鉸接相連。該機構是由一個動力設備來帶動組件實現擺動,確保動作一致、平穩運行,減少了輸送臺的傾斜及顫動,并節省了相關設備配置,從而降低了成本。該機構的操作性能實現了獨立性和可調節性,使得升降平臺的高度可根據使用要求進行設計調節。升降平臺升起時外觀圖,見圖1。升降平臺落下時外觀圖,見圖2。
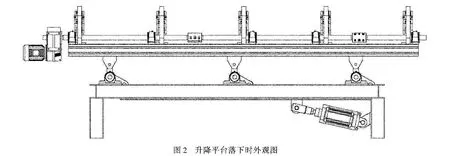
3)同步帶采用新型帶輪張緊裝置。該帶輪的張緊裝置包括同步帶輪與中軸,同步帶輪套設于中軸上形成轉動連接,中軸的兩端處呈對稱設置帶輪支板,帶輪支板上開設導滑槽,中軸的兩端固設滑塊,滑塊嵌入導滑槽中形成滑動連接,滑塊上連設調位機構。該帶輪的張緊裝置結構簡單、實用可靠且易操作,既可長距離調節,也可微調,既滿足了使用過程中方便拆卸更換同步帶的需要,又滿足了正常運行時同步帶張緊的需要;同時確保同步帶平穩運行,實現即時調節,無需停機,無需特殊工具。該帶輪布置圖,見圖3。
3 電氣失靈的保護
自動上下片時,可能會因為電氣失靈而導致吸盤架無法控制,撞向玻璃架,造成損失。
為解決這個問題,我們將吸盤架機械翻轉機構設計為可往復旋轉,吸盤架的自由翻轉范圍控制在-5°~100°,而吸盤架的工作范圍是0°~95°。因此,當電氣失靈時,吸盤架仍然在安全區域內進行翻轉,避免了意外事故的發生。
4 加工難度和加工精度
磁控濺射鋁鏡生產線關鍵部套的加工精度要求很高,例如淋漆機的漆刀等,還有部分大件在加工時也遇到了一些困難。為了提高加工件的精度,首先我們配置了大量的數控車床和立式、臥式加工中心,從硬件上提供了保證;其次,我們對關鍵的、要求精度高的零件,反復論證,確定了專用的工裝和合理的加工工藝。
5 漆刀的安裝
漆膜的厚度是通過控制漆刀和導油輥筒之間的間隙來調整的,該配置中的淋漆機漆刀垂直安裝,漆刀底部有油漆接收槽,漆刀的調整有粗調和微調兩種方式。既可操作手柄通過調整偏心套來調整導油輥筒和平面漆刀的間隙,達到粗調的目的,又可通過調整刀體上自帶的調整塊來調整刀體之間的縫隙,進行微調,流下的漆簾,形成瀑布,且分布均勻,形成的漆面厚度應光滑、平整無差異,方能達到工藝要求。另外,為保證漆層的均勻度,使用過程中需要經常清洗淋漆設備,這時可通過微調螺桿帶動偏心輪把導油輥筒和平面漆刀之間的間隙調到最大,再進行清洗,不需要拆卸刀體,避免了重復拆卸對設備造成的傷害,大大縮短了維護設備的時間,提高了生產效率。
淋漆機是淋漆工序的關鍵設備,淋漆機導油輥筒兩軸端安裝偏心套,這是漆膜調節的重要部件,加工精度高,安裝要求嚴格,若安裝過程中出現質量問題,勢必會造成淋漆質量的降低。為了解決這個問題,我們完善了設計,制定了合理的加工工藝,將導油輥筒兩軸端各銑上一平面,并要求保證兩平面的平面度,在結構上予以保證。安裝方面我們首先制作了完備的工裝,來保證安裝的準確和規范;其次為漆刀的安裝,給出了安裝示意說明,并制定了規范的安裝工藝及檢驗標準,來提高安裝精度,使問題得以順利解決。漆刀機構圖,見圖4。
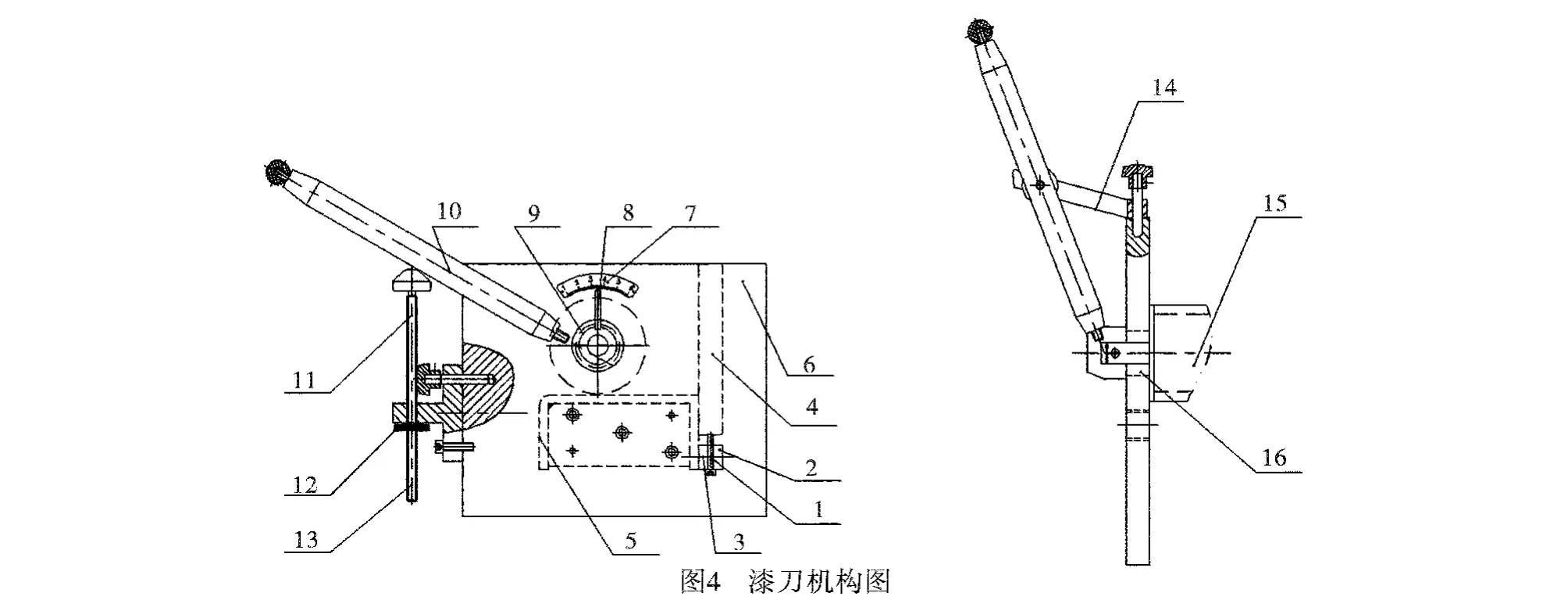
新型的漆刀調整機構,方便控制漆膜厚度;漆刀清洗簡單方便,無需拆卸刀體,通過調整漆刀間隙即可調整;漆刀為垂直安裝,底部有油漆接收槽,油漆沿著豎直淋漆刀垂直流下,流經接收槽,更好地消除了油漆氣泡,提高了漆膜的均勻性。
6 淋漆的均勻
淋漆根據油漆的粘度特性和流體力學的原理,用噴淋方式使油漆產生瀑布式的漆膜。幕膜厚度應便于調節,且分布均勻,漆面厚度應無差異,噴鍍采用全自動控制。
鋁鏡制作一般需要淋兩道保護漆,一道底漆,一道面漆,兩次淋漆過程都是相同的。漆通過漆泵打入帶有漆唇的漆刀,漆沿著漆唇垂直均勻流下如一道幕簾,鍍好鋁膜的鏡片以70~80m/min的速度,高速通過漆簾,便在鏡片上淋上一層均勻的保護漆。
目前,傳統的平面淋漆設備專用的淋漆刀,油漆通過進漆口進入相對封閉的空腔。經過兩刀體形成的縫隙形成幕簾,以瀑布的形式淋下,淋在快速通過的平面或曲面材料即可成膜,替代手掃及噴漆,通過調節兩刀體間隙,使淋漆更加均勻。但是,現在仍需要解決的問題是:1)間隙調整不方便。2)長時間工作后,清洗淋漆刀比較麻煩,需要整機拆卸才可以清洗。
該淋漆機為新型的淋漆裝置,均采用SUS304材質制作,新型淋漆裝置由垂直淋漆刀、平面淋漆刀、導油輥筒及其他部件組成。導油輥筒兩軸端安裝偏心套,導油輥筒裝在平面漆刀上部,和平面漆刀之間形成間隙,間隙可通過偏心套來調節,垂直漆刀安裝在平面漆刀的側面。當油漆打入儲油槽后,通過平面漆刀順著垂直漆刀垂直流下,完成淋漆作業。當玻璃通過后,淋下的油漆流回接收槽,經過緩沖消除了泡沫。
國家標準規定,鋁鏡保護漆和面漆的漆膜厚度應大于50μm,但當漆膜厚度增加時,油漆用量會增加,烘干時間也相應加長。這樣不但增加了生產成本,也降低了工作效率,更重要的是會影響到鏡板的質量,因此淋漆時漆膜厚度是一個重點控制的參數。
7 烘干箱蓋的升降
烘干過程中經常會出現玻璃意外碎裂需要清理的情況,烘箱加熱管屬于易損件,同樣也需要經常更換,而烘干箱固定在輸送線側梁上,這時我們最需要的就是烘箱蓋能夠方便的升起,便于維修清理。目前,遇到這種情況,通常采用行車將烘箱蓋升起然后進行清理,這種升降方式不僅速度慢占用空間,而且不能多段同時操作,對于行車到達不了的位置更是無法進行。因此操作起來非常費勁,通常需要一段時間來完成。該烘干箱采用翻蓋開啟模式,并配備氣缸開啟機構,方便清理玻璃碎片及更換加熱棒。
烘箱蓋升降機結構,見圖5。
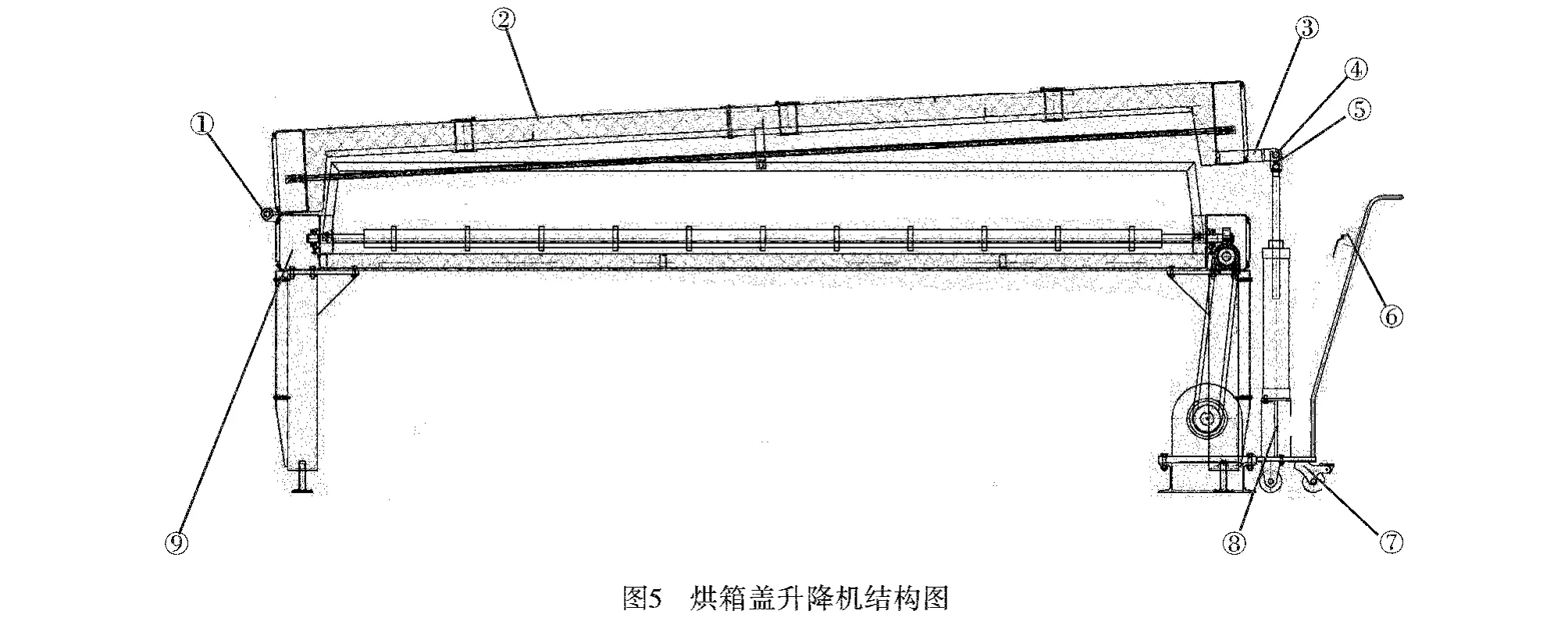
烘箱蓋啟動升降機構,解決了生產過程中碎玻璃無法清理的問題。烘箱蓋升降機構解決了多段不能同時升起的問題,使維修簡單方便。烘干區的溫度可溫控,調節方便,易控制。烘干箱傳動采用輥道傳動方式,降低了損耗。
8 結 語
一直以來,傳統鋁鏡生產過程中,使用單機蒸發鍍鋁,鏡片時有出現飛濺鋁點的現象,膜層厚薄不均勻。磁控濺射鋁鏡生產線借鑒了國際上先進的Low-E低幅射玻璃生產線的濺射鍍膜技術原理和銀鏡生產線中防護漆的淋涂及烘干技術,經優化組合,可以生產高反射鋁鏡,具有無鋁點、無黑點,有效的克服了傳統鋁鏡生產過程中產生鋁點和黑點的缺陷。現有的鋁鏡生產中,玻璃片清洗、真空鍍膜、淋防護漆三道工序均需人工裝、卸各一次,工人勞動強度大,玻璃片破碎率高,易出現工傷事故。由于整條鋁鏡生產線從自動上片到噴碼下片包裝全自動完成,減少了人工成本及管理成本,并且大大減少了傳統鋁鏡由于頻繁搬動而導致的手印、污漬等缺陷。
磁控濺射鋁鏡生產線經過合理設計,配置了真空濺射鍍膜段,自動化程度高,大幅降低磁控濺射鋁鏡生產線的造價,實現了磁控濺射鋁鏡的低成本、高效率生產,是制鏡行業設備的轉型升級,實現了大型鍍膜設備的國產化。
[1]上海北玻鍍膜技術工業有限公司.Low-E鍍膜玻璃應用及大規模鍍膜技術的發展[N].中國建材報,2010-06-01.
[2]劉超英.摻鋁氧化鋅透明導電膜的制備與性能研究[D].北京:中國建筑材料科學研究總院,2011.
[3]尹冬梅.Si摻雜ZnO薄膜的制備及光學性質的研究[D].長春:東北師范大學,2009.
[4]王曉飛.射頻磁控濺射制備Cu摻雜ZnO薄膜的結構及性質研究[D].蘇州:蘇州大學,2008.
[5]陳惠娟.納米碳/硅異質結的制備及其氣敏性研究[D].北京:中國石油大學,2010.
[6]韓瑩瑩.TiO2及其摻雜膜的制備、結構及性能研究[D].南京:南京理工大學,2010.