提高HFW 焊縫低溫夏比沖擊韌性的研究
2014-03-09 03:13:54左蘭蘭侯學勤
焊管 2014年1期
左蘭蘭,侯學勤
(1.中石化石油工程機械有限公司沙市鋼管廠,湖北 荊州434001;2.北京航空材料研究院,北京100095)
0 前 言
近年來,市場對HFW焊管的品質(zhì)要求越來越高,其中HFW焊縫的低溫沖擊韌性成為衡量產(chǎn)品質(zhì)量的核心指標之一。實際生產(chǎn)中影響焊縫沖擊韌性的因素很多,國內(nèi)外有很多制管廠在這一方面做了大量的研究工作,對于提高焊縫的低溫韌性提供了寶貴的經(jīng)驗[1-6]。筆者在借鑒前人研究的基礎上,從實際生產(chǎn)中發(fā)現(xiàn)的問題著手,重點分析了造成焊縫夏比沖擊功偏低的原因,從而針對性地進行改進,以指導實際生產(chǎn)。
1 試驗材料及方法
1.1 試驗材料
本研究的試驗樣本均取自于國內(nèi)某鋼廠生產(chǎn)的X60熱軋管線鋼帶生產(chǎn)的高頻焊管,規(guī)格為φ 406.4mm×10.3mm,生產(chǎn)速度為16m/min,焊縫熱處理采用在線正火處理。X60熱軋管線鋼的化學成分見表1。

表1 X60熱軋管線鋼的化學成分 %
1.2 試驗設備
用NI750F型沖擊試驗機對樣本進行夏比沖擊試驗,用CS3100掃描電鏡和INCA能譜儀觀察分析沖擊斷口的形貌和成分,用YAW200-YB型壓扁試驗機對鋼管焊縫進行壓扁試驗,用GX41型光學顯微鏡觀察樣本的顯微組織。試驗所有樣本均經(jīng)生產(chǎn)線配置的在線E1155.SNHF.S和離線E1155.SNHF.F超聲波檢測儀器檢測,所有樣本的取樣、制備和評定均按照GB/T 9711—2011及其引用標準執(zhí)行。
1.3 試驗方法
為了便于對比分析,選擇了表2的試驗樣本。其中未經(jīng)熱處理的1#和2#試樣是不同焊接工藝參數(shù)下的取樣,經(jīng)熱處理的所有樣本均是同樣焊接條件下的取樣。選擇夏比沖擊值最小的試樣進行掃描電鏡和能譜分析。
表2 試樣編號及處理狀態(tài)
2 試驗結果及分析
2.1 夏比沖擊試驗結果及分析
夏比沖擊試樣尺寸為7.5 mm×10 mm×55 mm,表2各組試樣的夏比沖擊試驗結果見表3。
從表3可以看出,未經(jīng)熱處理條件下,由于焊接工藝參數(shù)設置不同,造成焊縫本身的焊接質(zhì)量存在很大差別,按照GB/T 9711—2011的要求,在0℃的條件下,全尺寸焊縫夏比沖擊試驗的最小平均吸收功≥27 J,任何一個試樣的試驗值不應小于規(guī)定最小平均吸收功的75%,即單值≥20.25 J。2#試樣是在1#試樣的基礎上對焊接工藝參數(shù)進行了優(yōu)化,其結果是單值和平均值均滿足標準要求,而1#試樣單值和平均值均不滿足標準要求,表明如果焊接工藝參數(shù)設置恰當,焊縫焊接質(zhì)量良好,即便不需經(jīng)過熱處理,焊縫的夏比沖擊值也滿足標準要求。

表3 夏比沖擊試驗結果
由表3還可以看出,焊縫經(jīng)過熱處理后低溫沖擊韌性得到明顯的改善,-20℃條件下,經(jīng)過熱處理的H1試樣的沖擊值無論是單值還是平均值均要遠遠大于未經(jīng)熱處理的2#試樣。而不同熱處理工藝條件下,例如H2試樣的熱處理溫度約為900℃,H3試樣的熱處理溫度約為1 180℃,出現(xiàn)低溫沖擊韌性不均勻,吸收功單值分別出現(xiàn)29 J和12.4 J的較低值。
2.2 夏比沖擊試驗斷口分析
夏比沖擊試樣的斷口在掃描電鏡下的形貌如圖1所示,斷裂裂紋源區(qū)位于試樣左下方的黑色區(qū)域,即紅色圈內(nèi)的區(qū)域。利用能譜儀對該黑色區(qū)域的成分進行分析,結果見圖2~圖4及表4~表6。

圖1 夏比沖擊試樣的斷口在掃描電鏡下的形貌
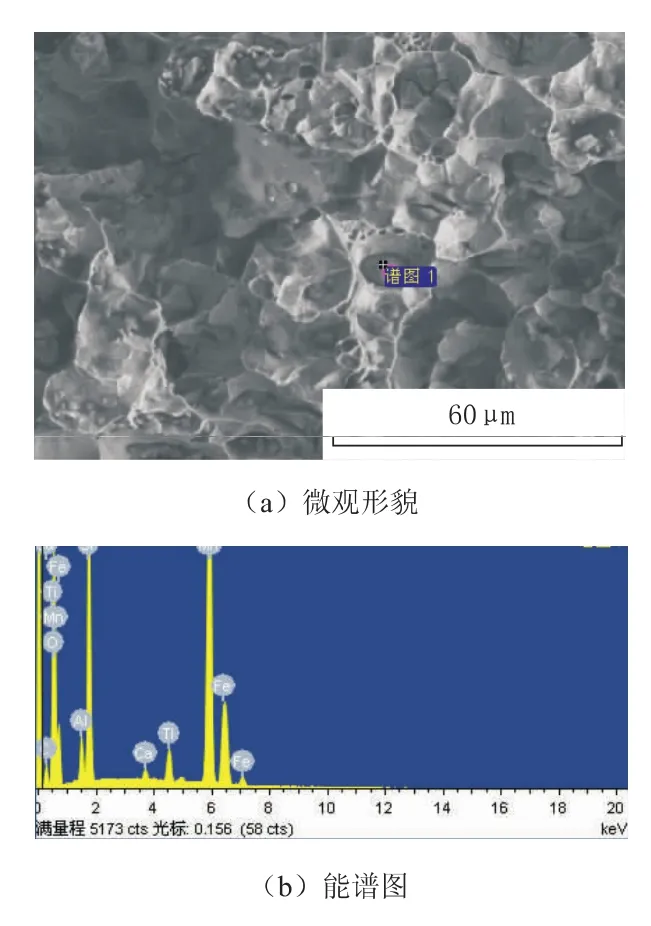
圖2 圖1黑色區(qū)域位置一的能譜分析
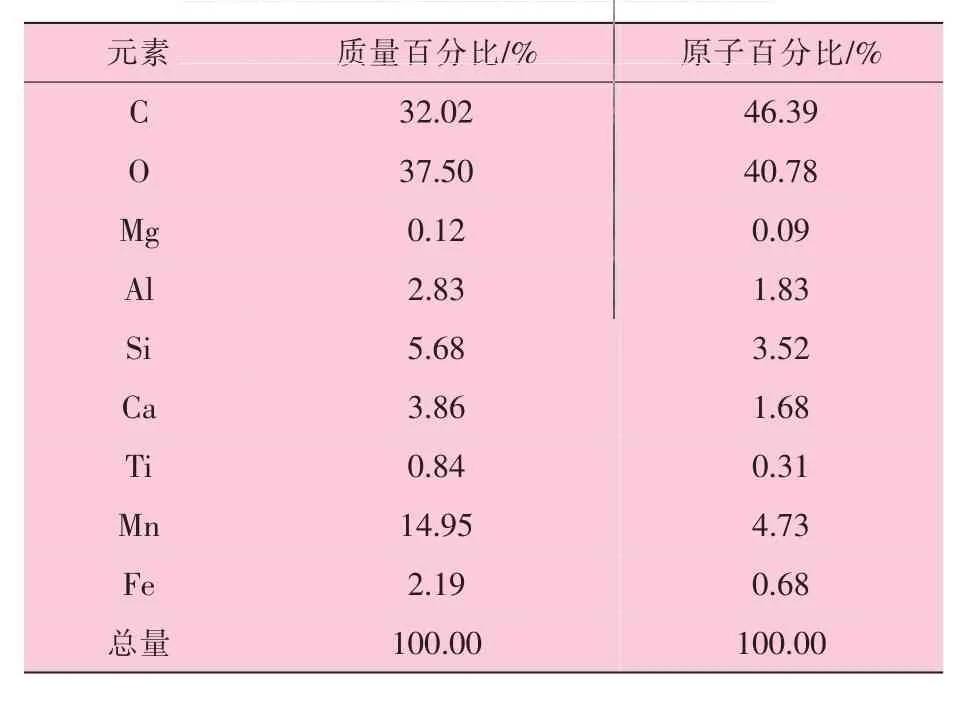
表4 圖1黑色區(qū)域位置一的能譜分析結果
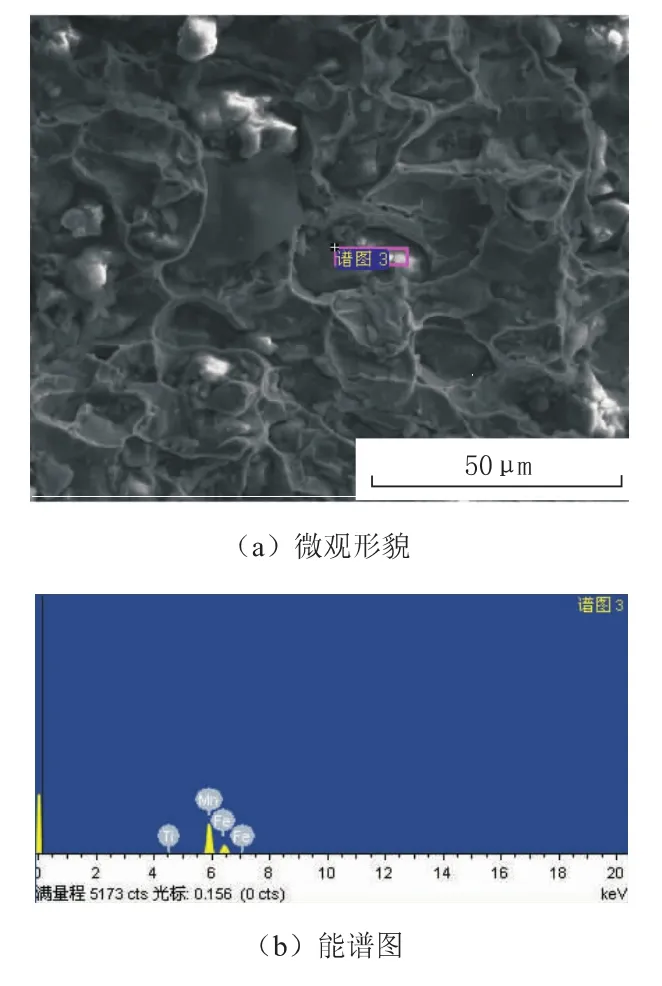
圖3 圖1黑色區(qū)域位置三的能譜分析
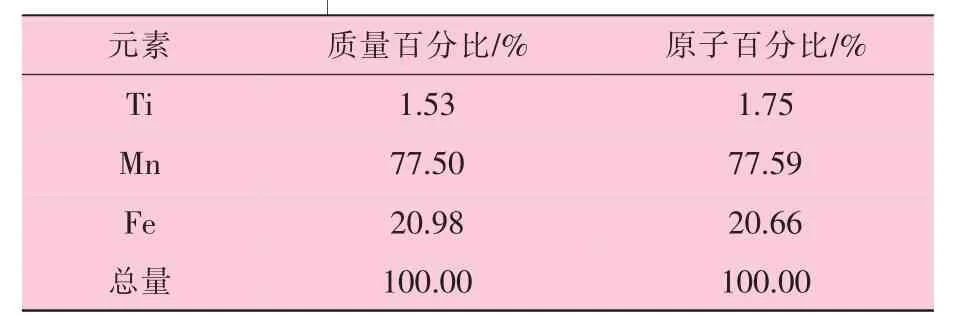
表5 圖1黑色區(qū)域位置三的能譜分析結果
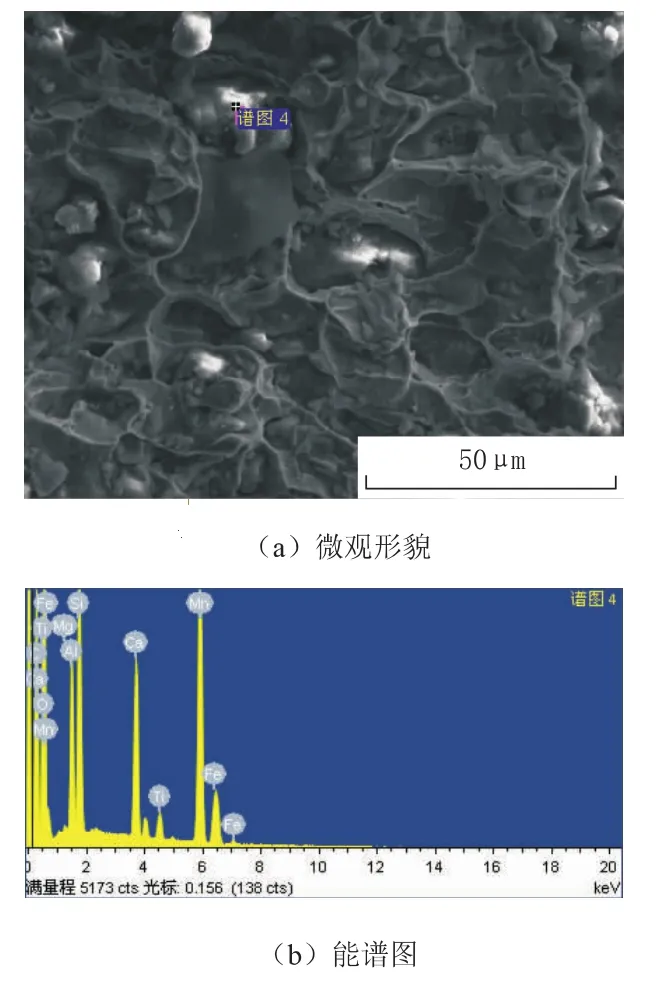
圖4 圖1黑色區(qū)域位置四的能譜分析
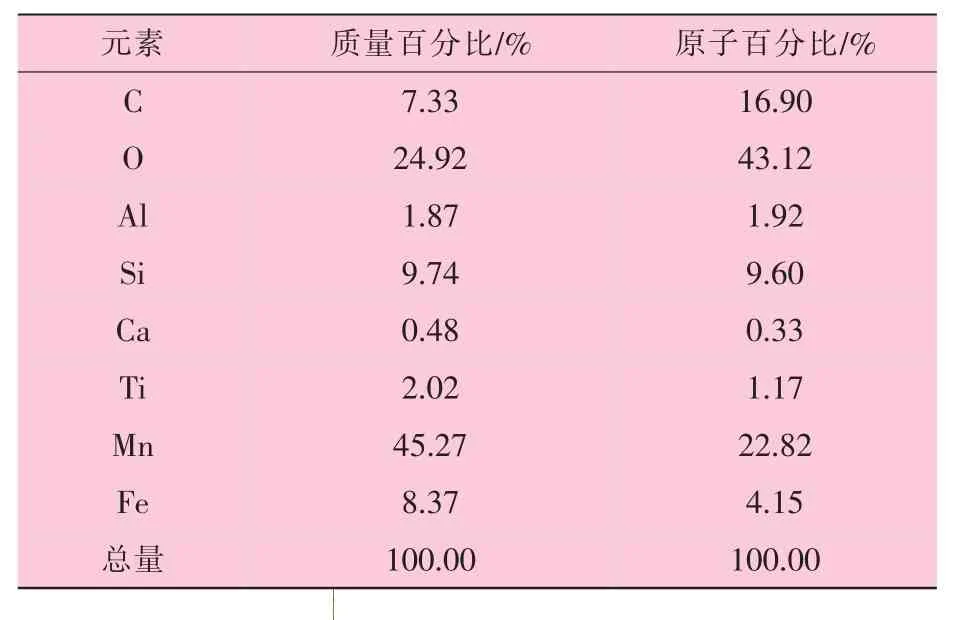
表6 圖1黑色區(qū)域位置四的能譜分析結果
圖2~圖4分別選取了3個不同點進行能譜分析,從圖2和圖4的能譜圖和元素百分比可以看出,此區(qū)域的Mn,Si和O的含量相對較高,說明該處為Mn和Si的氧化物,從圖3譜圖和元素百分比可以看出,此區(qū)域Mn含量占絕大部分比例。由此可以判斷,斷裂裂紋起源于Mn和Si氧化物的聚集區(qū)域,說明焊縫中氧化物夾雜是造成夏比沖擊吸收功過低的主要原因[7-9]。
2.3 顯微組織分析
圖5是不同熱處理工藝下焊縫的顯微組織。
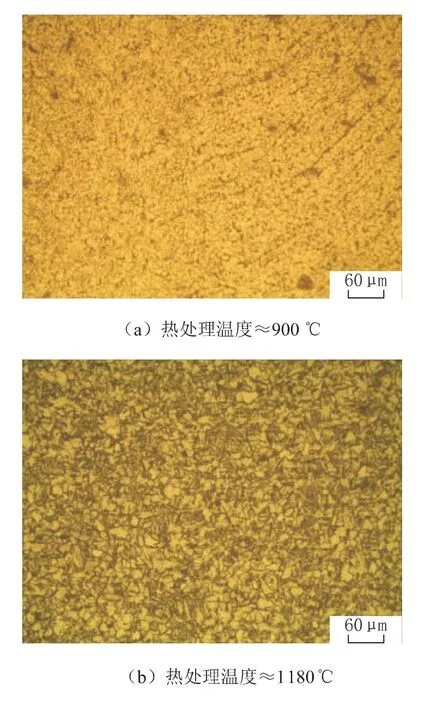
圖5 不同熱處理工藝下焊縫的顯微組織
由圖5(a)可以看出,焊縫區(qū)域組織大小不一,且分布不均勻,說明在本試驗所設置的生產(chǎn)速度(16 m/min)和正火熱處理溫度(約900℃)條件下,由于熱處理溫度較低,使焊縫區(qū)域的組織未完全達到均勻化,從而影響了焊縫的低溫沖擊韌性(見表2中H2試樣)。圖5(b)是同樣的生產(chǎn)速度,正火熱處理溫度約為1 180℃時焊縫的顯微組織,組織中出現(xiàn)損害韌性的魏氏組織[10],是影響焊縫低溫韌性的主要原因(見表2中H3試樣)。
3 結 論
(1)焊縫中氧化夾雜物通常是焊縫斷裂的源區(qū),是影響焊縫沖擊韌性的主要原因之一。因此,對于HFW焊管而言,選擇優(yōu)質(zhì)的原材料是提高焊縫低溫沖擊韌性的第一步。
(2)熱處理工藝對于提高焊縫的低溫沖擊韌性也很重要,不同的熱處理工藝會產(chǎn)生不同的顯微組織,從而影響焊縫的韌性。因此,應根據(jù)生產(chǎn)線的具體設置,包括生產(chǎn)速度、材質(zhì)、壁厚來確定相應的熱處理溫度,使焊縫組織均勻、細化,以達到更好地改善焊縫韌性的目標。
(3)高頻焊縫的焊接質(zhì)量也是影響焊縫低溫沖擊韌性的重要因素。在同樣的夏比沖擊試驗溫度(0℃)下,優(yōu)化焊接工藝本身就可以提高焊縫的韌性,加之后續(xù)適當?shù)臒崽幚砉に嚕梢愿蟪潭壬咸岣吆缚p的低溫沖擊韌性。
實際生產(chǎn)中雖然影響焊縫沖擊韌性的原因很多,有些情況下也很復雜,可能是多方面原因共同作用的結果,但是分析造成的主要原因,并從源頭上著手一一進行控制和解決,才是提高HFW焊縫低溫沖擊韌性最有效的方法。
[1]SANGYONG SHIN,KYUNGSHIK OH,KI BONG KANG,et al.Effects of Complex Oxides on Charpy Impact Propertites of Heat Affected Zones of Two API X70 Linepipe Steels[J].ISIJ International,2009(08):1191-1199.
[2]小出竜男,近藤広章,板谷進.ラインパイプ用高強度高靭性 ERW 鋼管[J].JFE 技報,2005(09):25-29.
[3]辻村修.新潟·仙臺間天然ガ パイプラインの施工と技術[J].川崎製鉄技報,1997(02):102-107.
[4]中石油管材研究所.嚴格控制的高質(zhì)量ERW鋼管可用于油氣輸送管[C]//ERW鋼管在油氣輸送管中的應用交流研討會論文集.西安:[s.n.],2005:78-80.
[5]The Technical Society,the Iron and Steel Institute of Japan.Production and Technology of Iron and Steel in Japan during 2008[J].ISIJ International,2009(06):749-770.
[6]石川信行,遠藤茂,近藤丈.ラインパイプ用高性能鋼管[J].JFE 技報,2005(08):19-24.
[7]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業(yè)出版社,1988.
[8]NTPPON STEEL.優(yōu)質(zhì)高頻電阻焊管的研究[J].石油專用管,1991(04):111-138.
[9]張朝生.C,Si,Mn含量和焊接區(qū)氧含量對 ERW鋼管焊縫區(qū)壓扁試驗的影響[J].焊管,2007(05):98-99.
[10]李炯輝,林德成.金屬材料金相圖譜[M].北京:機械工業(yè)出版社,2006:1103-1263.
猜你喜歡
今日農(nóng)業(yè)(2021年9期)2021-11-26 07:41:24
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
