白竹炭纖維混紡紗產品開發及工藝研究
2014-03-09 07:50:10趙博
浙江紡織服裝職業技術學院學報 2014年1期
趙博
白竹炭纖維混紡紗產品開發及工藝研究
趙博
為了順利紡制出抗菌白竹炭纖維與細旦滌綸纖維及棉纖維混紡紗產品,首先介紹了白竹炭纖維的性能和特點,針對每種纖維特性,合理設計出了混棉方案和混紡比;然后優選各工序工藝參數,通過工藝試驗,分析了纖維性能、紡紗工藝等因素對抗菌白竹炭纖維與細旦滌綸纖維及棉纖維的混紡紗質量的影響,探討了提高產品品質所應該采取的有效工藝措施。
白竹炭纖維;細旦滌綸纖維;混紡;高支紗;工藝;因素;分析;措施
0 前言
白竹炭纖維是竹炭纖維的一種,以竹材為原料,采用干燥炭化工藝,在高溫條件下干餾而形成的竹炭,將白竹炭研磨成鈉米級顆粒,加入到粘膠混合液中,然后經一系列加工開發出的一種新型天然抑菌抗菌的再生纖維素纖維。白竹炭纖維強度高,初始模量高,吸濕性好,透氣性好,且吸濕速率快,抑菌抗菌性好,染色性佳,固色率高,可以生物降解,原料提取和生產過程全部采用綠色生產和高科技手段,因此該纖維是無任何化學助劑殘留的天然纖維,它屬于一種天然的綠色環保纖維,具有保健功能,本身無公害,也不會造成二次污染,它不僅集天然纖維與合成纖維的優點于一身,而且還具有天然抗菌性能,同時具有良好的生態環保性。根據市場需求,研制開發了抗菌白竹炭纖維與細旦滌綸纖維及棉纖維混紡紗產品,3種纖維混紡,可以實現功能優勢互補,取長補短。為了進一步詳細研究白竹炭纖維性能和特點,本文通過試驗和分析,探討了提高紗線質量應采取的技術措施。
1 纖維性能、紗線規格及工藝流程
1.1 原料性能
白竹炭纖維不僅具有遠紅外線發射功能和釋放負離子功能等特點,還具有比表面積大,表面具有一定的溝槽,內部空隙多,吸濕保濕性能好等優良性能,其性能測試結果見表1。

表1 纖維的主要物理性能
1.2 紡紗前預處理
由于3種纖維的性能差異較大,不容易混合均勻,將會嚴重影響混紡紗的質量,如成紗單強不勻率大、毛羽多和千錠時斷頭多等問題,為了解決這個問題,要對纖維進行預處理,將纖維在
相對濕度65%的環境下,散包后并平衡24小時,使纖維內部充分吸濕,減少差異,并嚴格控制車間的溫濕度,使紡紗時達到放濕生產,以減少靜電對生產帶來的不良影響。
1.3 紗線品種和規格
品種1:白竹炭纖維/T/CJ 60/20/20 9.7 tex;
品種2:白竹炭纖維/T/CJ 65/25/15 11.7 tex;
品種3:白竹炭纖維/T/CJ 50/35/15 14.6 tex;
品種4:白竹炭纖維/T/CJ 70/20/10 13.0 tex。
1.4 混紡比設計
原料混紡比決定了產品的風格特征,為了達到各纖維組分間優勢互補,充分發揮白竹炭纖維的優點,本系列產品設計了4種不同比例的混紡紗,不僅能充分發揮白竹炭纖維、細旦滌綸纖維和棉纖維的優良性能,而且還能體現白竹炭纖維吸濕透氣、舒適、健康、環保和時尚等獨特的特點,又能拓寬新纖維的應用領域,同時還能充分發揮白竹炭纖維混紡紗線的獨特風格,提高產品的附加值和企業的經濟效益。
1.5 紡紗工藝流程
白竹炭纖維:清花FA002D→A006B→A036B→A036C→A092→FA141→梳棉FA231A→條子①
棉纖維:FA002→ A006B→A036B→A036C→ A092→ FA141→A186D梳棉機→ FA302(棉預并條機)→條卷FA331→精梳FA251→條子②
①②]→并條FA302(三道)→FA423A粗紗機→FA507(細紗機)→絡筒日本村田No.7-7型→成包
由于清花工序混棉不容易控制混紡比,白竹炭纖維、細旦滌綸纖維和棉3種纖維應該采用不同的工藝加工,所以要選擇并條混合方法,以確保混合均勻,混紡比正確。
在實際生產過程中,細旦滌綸纖維和棉采用原來的清梳工藝,而白竹炭纖維則采用新工藝。
2 紡紗主要工藝參數設計及關鍵技術措施
2.1 清花工序主要工藝特點及技術措施(白竹炭纖維)
清花工序以多松少打,漸進開松為指導思想,在保證開松混合效果的前提下,盡量避免纖維損傷,以自由打擊為主,減少握持打擊強度,適當降低豪豬打手和綜合打手的速度,并適當放大豪豬打手與給棉羅拉的隔距,調整抓棉機刀片伸出肋條高度和小車的回轉速度與下降的動程,使抓棉機運轉率不勻率90%。成卷部分采用自調勻整裝置,確保棉卷的縱向不勻率控制在1.05%以下。
為保證棉卷的內在質量和外觀質量,開清棉工序采用適當加大棉卷壓力,減輕棉層粘連;在棉卷中加入相同品種的粗紗,解決棉卷粘連;棉卷存量要適中,現做現用,確保預處理效果良好,提高可紡性。其主要工藝參數見表2。

表2 清花主要工藝參數

續表
采取優化工藝參數后,卷子正卷率穩定在 100%,加工出的白竹炭纖維卷子的重量不勻率控制在0.95-1.05%之間;而舊工藝紡出卷子的重量不勻率控制在1.35%。
2.2 梳棉工序主要工藝特點及技術措施(白竹炭纖維)
梳棉工序的主要目的是在盡量減少纖維損傷的基礎上,有效分梳纖維,提高單纖維的分離度和伸直平行度,減少棉結雜質。梳棉工序的難點是纏繞錫林嚴重,棉網向道夫轉移困難,刺輥工作角加大,能使纖維順利轉移到錫林工作區,在刺輥分梳后不產生繞花和返花現象,防止產生絲束纖維。錫林針布工作角較大,齒密較小,使纖維不容易沉入齒間,加強了纖維轉移和釋放,道夫工作角較小,齒密較大,使纖維順利轉移到道夫,提高道夫凝聚纖維的能力。錫林針布和蓋板針布要配套使用,確保梳棉機輸出的棉網清晰勻整、無云斑和棉結少的目的。選用較低的道夫速度,使棉網增厚,有利于順利剝棉,減輕棉網匯集成條時爛網落網飄網和斷條等不良現象。生條定量以偏輕掌握為宜,生條定量過重會造成堵塞喇叭口和圈條斜管等不良現象,容易形成斷條。其主要工藝參數見表3。

表3 梳棉主要工藝參數
采取以上新工藝后,紡出的白竹炭纖維生條薩氏條干均勻度為15.20%,Uster條干均勻度為3.35%,棉結為2.22粒/g,生條質量較好;而采用舊工藝紡出的生條薩氏條干均勻度為15.78%,Uster條干均勻度為3.76%,棉結為2.50-3.50粒/g。
2.3 并條工序主要工藝特點及技術措施(白竹炭/細旦滌綸/棉纖維)
為了提高熟條質量,首先進行預并,然后進行3道混并,以增加其均勻混合程度,并條采用順牽伸工藝,預并和頭并的并合數接近牽伸倍數,后區牽伸偏大掌握,二并和三并均采取集中前區牽伸的工藝,以提高須條中纖維的分離度和伸直平行度。由于并條工序存在纏繞羅拉膠輥和堵喇叭口的問題,采用防靜電好的涂料膠輥,并勤用酒精擦拭紡紗通道的方法,可以解決這一難題。
并條工序要防止出現的開關車細節,提高設備的完好率,不允許有條干機械波出現;加強對斷頭自停裝置的檢查,防止缺條;同時要不斷提高擋車工質量意識,加強操作巡回,及時處理缺條和斷條等現象;選用合適的壓力棒,它起到擴展后鉗口摩擦力界和縮小纖維浮游區的作用,能提高條干均勻度。其主要工藝參數見表4。
采取新工藝和技術措施后,紡出的熟條薩氏條干均勻度為14.38%,Uster條干均勻度為3.64%,熟條質量較好;而采用舊工藝紡出的熟條薩氏條干均勻度為14.98%,Uster條干均勻度為3.99%。
2.4 精梳工序主要工藝特點及技術措施(棉纖維)
精梳工序的主要任務是使纖維梳理順直平行,最大限度地排除短絨和雜質,因此給棉方式要采用后退短給棉,合理調整分離羅拉順轉定時,避免頂梳過早接觸須叢而妨礙須叢抬頭而影響棉網質量。
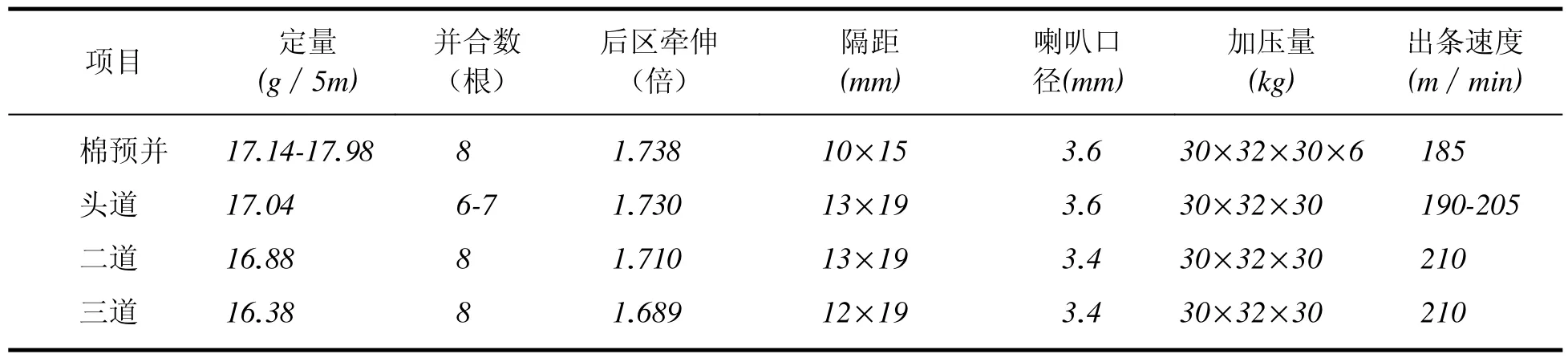
表4 并條工序主要工藝參數
2.5 粗紗工序主要工藝特點及技術措施(白竹炭/細旦滌綸/棉纖維)
粗紗使用新型假捻器,增加纖維與加捻部件的摩擦系數,提高假捻作用;粗紗捻度控制在適當的范圍內,太大不利于細紗的牽伸,太小紗條容易飄落和斷裂。錠速適當放慢,一般掌握在600r/min,適當增加粗紗的卷饒密度,并根據季節變化,車間溫濕度變化及時調整,保證粗紗張力適當,設備運轉正常,同時車間的相對濕度控制在60-65%,以保證纖維在粗紗工序處于吸濕狀態。粗紗定量適當偏輕掌握,但不宜過輕,過輕影響粗紗強力。
由于纖維表面摩擦系數小,抱合力差,纖維容易卷曲,粗紗捻系數應該偏大掌握,張力要偏小控制,以減少粗紗意外牽伸,改善細紗條干和成紗重量不勻率,為提高粗紗條干均勻度,粗紗后區牽伸倍數應偏小控制,同時粗紗后區隔距適當放大。其主要工藝參數見表5。

表5 粗紗工序主要工藝參數
采取以上有效措施后,粗紗重量不勻率為1.20%,Uster條干 CV%值為4.11%,薩氏條干 CV%為15.46%,伸長率為1.28%,粗紗質量明顯得以改善;而采用舊工藝紡出的粗紗重量不勻率為1.33%,Uster條干CV%值為4.34%,薩氏條干CV%為15.83%,伸長率為1.68%。
2.6 細紗工序主要工藝特點及關鍵技術(白竹炭/細旦滌綸/棉纖維)
細紗工序采用集中前區牽伸的工藝,后區隔距適當放大,在保證牽伸正常的情況下,適當減少后區牽伸和鉗口隔距。細紗錠速控制在13200 r/min以上,否則產量太低,但也不能太高,否則鋼絲圈飛圈嚴重。合理選配綱領和鋼絲圈并及時更換,防止產生毛羽紗。細紗鋼絲圈要偏輕選擇,以減輕原料掉粉末的程度。細紗加強綱領鋼絲圈管理,要求合理搭配,并縮短使用和更換周期,結合落紗清潔鋼絲圈,大大減少毛羽紗和棉球紗。選用菱形內花紋膠圈,能有效地降低膠圈滑溜率,減少摩擦阻力,使膠圈運轉平穩,線速度均勻,有利于提高成紗質量。車速要偏低掌握,確保纖維運動能夠得以有效控制,這樣不僅提高了產品的內在指標,同時外觀質量也大大改善。同時使用新型紡紗專件,如壓力棒上銷、壓力棒鉗口隔距快、新型膠輥、陶瓷導紗鉤、花紋膠圈和鍍氟鋼領鋼絲圈等,它能夠明顯提高成紗質量。其工藝參數分別見表6所示。

表6 細紗工序主要工藝參數
3 成紗質量情況
要紡好白竹炭纖維混紡紗,除了采用以上工藝措施后,還必須注意以下事項:一是要嚴格控制車間的溫濕度,一般控制在65%左右;二是擋車工要嚴格執行操作法,加強設備管理工作,做好質量追蹤工作,以保證車間的生活正常進行。試驗結果表明各項質量完成均比較好,已達到預期效果,見表7所示。

表7 白竹炭纖維混紡紗的質量情況
4 結束語
針對白竹炭纖維與細旦滌綸纖維及棉3種纖維不同的性能和特點,要紡出優質的混紡紗,生產過程中必須根據原料特性,合理配置和優化工藝參數,并穩定控制好各車間的溫濕度;每批次投料必須嚴格執行所規定的原則和方法,保持各批次之間工藝的一致性;加強設備維修保養和運轉管理,廣泛開展全面質量的管理工作,并做好質量追蹤工作;使用新型紡紗專件,如壓力棒上銷、壓力棒鉗口隔距快、新型膠輥、陶瓷導紗鉤、花紋膠圈和鍍氟鋼領鋼絲圈等,這對于穩定提高成紗質量十分重要。
[1]陳綱.14.7tex精梳棉/粘膠/黑竹炭/羊毛針織紗的生產[J].上海紡織科技,2013,41(1):15-16.
[2]倪中秀.羊絨/黑竹炭/長絨棉混紡針織紗的生產實踐[J].上海紡織科技,2012,40(12):34-35.
[3]陳理.18.3tex 60/40竹炭滌/棉混紡紗的紡紗工藝研究[J].上海紡織科技,2011,39(7):27-30.
[4]謝春萍.紡紗工程[M].北京:中國紡織出版社,2012.
[5]陸再生.棉紡工藝原理[M].北京:中國紡織出版社,1994.
[6]于修業.紡紗原理[M].北京:中國紡織出版社,1994.
(責任編輯:田 犇)
On the Development and Technology of White Bamboo Carbon Fiber Blended Yarn Products
ZHAO Bo
TS182+.6
C
1674-2346(2014)01-0001-05
10.3969/j.issn.1674-2346.2014.01.001
2013-06-24
趙博,男,中原工學院紡織學院。(河南鄭州450007)
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
