地鐵隧道活塞風實測及特征分析
2016-05-26 09:21:37齊江浩趙蕾王君李德輝郭永楨鄧保順
鐵道科學與工程學報 2016年4期
齊江浩,趙蕾,王君,李德輝,郭永楨,鄧保順
(1.西安建筑科技大學 環境與市政工程學院,陜西 西安 710055;2.中鐵第一勘察設計集團有限公司,陜西 西安 710055)
?
地鐵隧道活塞風實測及特征分析
齊江浩1,趙蕾1,王君1,李德輝2,郭永楨2,鄧保順2
(1.西安建筑科技大學 環境與市政工程學院,陜西 西安 710055;2.中鐵第一勘察設計集團有限公司,陜西 西安 710055)
摘要:對西安地鐵2號線某站上、下行線隧道以及活塞風道中的風速和溫度進行監測,分析冬季最冷月和夏季最熱月列車行駛過程中隧道與活塞風道內氣流的運動特性及其動態變化規律。研究結果表明:對于安裝有屏蔽門的車站,列車活塞風對隧道空間和活塞風道環境影響巨大,活塞風大小主要受室外與地下溫度差異、隧道結構、列車運行狀況、行駛空氣阻力、空氣與壁面之間的摩擦及列車會車情況等因素影響。
關鍵詞:西安地鐵;市圖書館站;測試;活塞風
目前,地鐵已成為構建多層次、高能效、立體化城市軌道交通的重要方式。地鐵活塞風對于封閉于地下的隧道和車站環境的通風換氣至關重要。活塞風量的大小與列車在隧道內的阻塞比、行駛速度、空氣阻力系數和隧道的阻力、是否設置有通風豎井、豎井的個數和位置以及地鐵系統的運行方式等因素有關。迄今,圍繞活塞風的特性、活塞風對地鐵環境的影響已經開展了大量研究。如王樹剛等[1-3]均對地鐵活塞風進行了實測。但是,以上實測研究均針對于非屏蔽門系統的地鐵車站。西安地鐵2號線線路全長26.4 km,共設21座車站,平均站間距1.2 km,車站均采用屏蔽門系統。采用B2型列車,最高行車速度80 km/h,初、近、遠期列車均按6輛編組,遠期運能4.32萬人次/h。為了解西安地鐵2號線活塞風在隧道通風中所發揮的作用,探索地鐵環控系統的節能運行模式,筆者于2014年1月16,17和21日早高峰以及7月17,18和21日晚高峰時段,分別在2號線緯一街、鐘樓、市圖書館站3個有代表性的車站對列車運行過程中隧道及活塞風道內的風速及溫度狀況進行了現場實測。
1測試方案
1.1測試儀器
測試儀器選用能達到微風啟動的、可以同時測量溫度、濕度、風速、壓力等多個參數、儲存容量約為1.8 G的 Testo480多功能測量儀,內置2個K型熱電偶接頭和3個數字探頭,該儀器由一高度約為1.3 m的三腳架支撐。該儀器溫度測量范圍為-200.0~+1 370.0 ℃,精度為±(0.3 ℃+測量值的0.1%);所內置的差壓傳感器的量程為-25~25 hPa,精度為±0.3 Pa,分辨率為0.1 Pa;內置的大氣壓傳感器的量程為700~1 100 hPa,精度為±3 hPa,分辨率0.1 hPa;內置的熱線風速傳感器的量程為0~20 m/s,精度為±0.03 m/s,分辨率為0.01 m/s。
1.2測試方案
本文僅對市圖書館站的測試數據加以分析。市圖書館站為地下2層島式車站,車站全長208 m,標準段寬度18.5 m,有效站臺長度120 m,島式站臺寬10 m,站廳公共區面積1 188 m2,站臺層公共區面積1 050 m2,設備及管理用房分設于車站地下1層、2層南北兩端。在車站南、北端地面上分別設有1座區間隧道活塞機械風亭,1座新風亭和1座排風亭。南面為大明宮西站,北面為鳳城五路站,下行線出站端設有配線與上行線進站段連通。西安地鐵2號線全線采用單活塞風道的運行方案,沿行車方向的遠端活塞風閥常開,而近端活塞風閥常閉,即風閥1和4開啟,而2和3閉合,如圖1所示。測試分為4個工況進行,主要監測了上、下行線站臺隧道及活塞風道內的風速、溫度以及室外氣溫。每個工況測量30 min,設定Testo480的采樣周期為1 s,室外溫度則每10 min記錄1次。并在測試站和相鄰兩站記錄上、下行線列車到站及駛離時間。測點布置以及各測試工況分別如圖1及表1~2所示。

根據流體力學的基本原理,當管內流體雷諾數Re>4 000時,流動逐漸轉化為湍流。地鐵活塞風可視為湍流,且整個流動橫斷面上的速度及溫度分布比較均勻,可近似視為沿隧道方向的一維流動[4-5]。因此,監測隧道橫斷面上某點的風速可代表整個斷面的平均風速。
活塞風道內VP1和VP3測點布置在活塞風道內,距離豎向活塞風閥2 m處。站臺隧道VP5~VP8測點布置在屏蔽門系統端門外階梯平臺上,距離邊壁1.2 m。以上測點高度均為1.3 m。
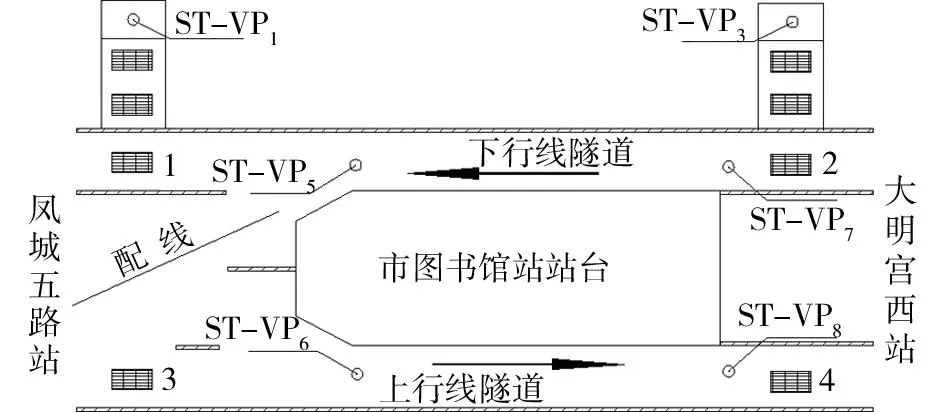
備注:活塞口1和4風閥開啟,而2和3閉合。VP1和VP3為活塞風道測點,VP5~VP8為站臺隧道測點。圖1 市圖書館站內測點布置Fig.1 Measuring point arrangement of city library station
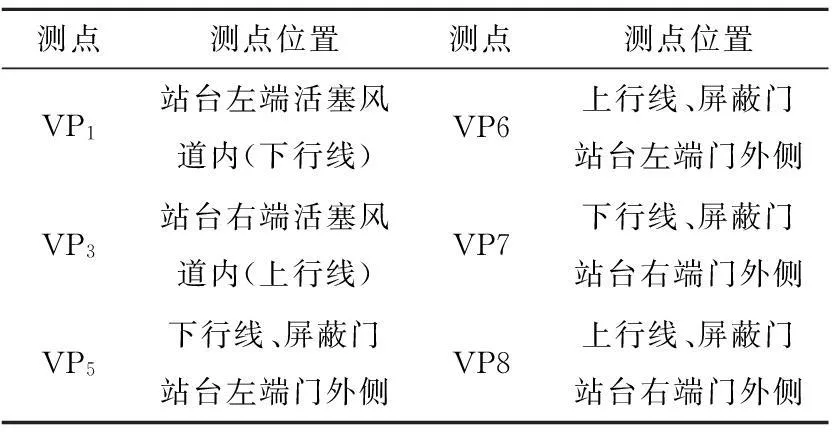
測點測點位置測點測點位置VP1站臺左端活塞風道內(下行線)VP6上行線、屏蔽門站臺左端門外側VP3站臺右端活塞風道內(上行線)VP7下行線、屏蔽門站臺右端門外側VP5下行線、屏蔽門站臺左端門外側VP8上行線、屏蔽門站臺右端門外側
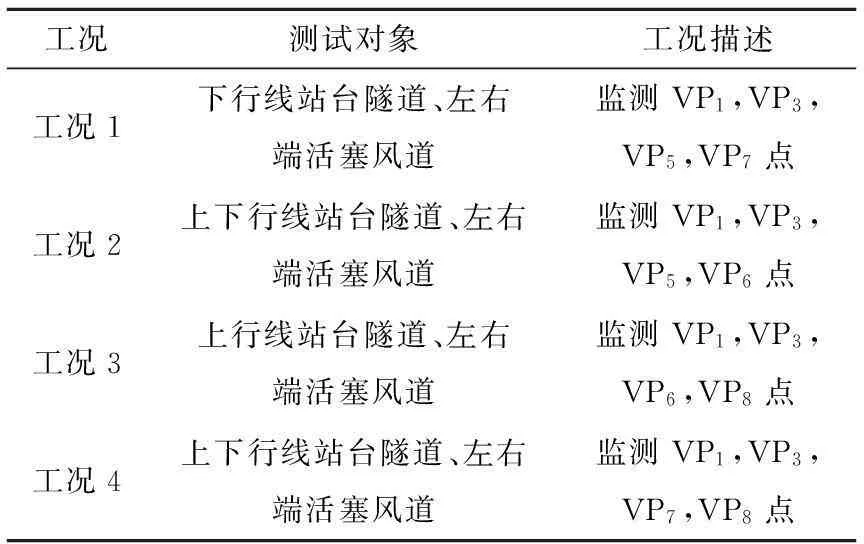
表2 各測試工況
2測試結果與分析
2.1室外溫度實測狀況
2014-01-21和7-21測試時段分別為7∶00~9∶30和17∶00~19∶00,測得室外溫度動態變化情況如圖2所示,冬、夏季測試時段內的最低溫度分別為-1.2和35.5 ℃。最高溫度分別為1.2和37.5 ℃。

圖2 室外溫度動態變化曲線Fig.2 Change curves of outdoor temperature
2.2站臺隧道及活塞風道中的風速和溫度
2.2.1工況1時段風速與溫度變化情況
工況1以下行線為測試線路,分別在冬季早高峰7∶10~7∶45時段和夏季晚高峰17∶00~17∶30時段進行,冬、夏季測試時段內下行線分別共有5或6趟列車經過市圖書館站。監測了站臺隧道及活塞風道內1,3,5和7測點處的風速和溫度,其動態變化曲線分別如圖3~4所示。

(a)風速曲線;;(b)溫度曲線圖3 冬季早高峰時段工況1各測點的風速和溫度動態變化曲線Fig.3 Wind speed and temperature change of working conditions 1 during morning rush in winter
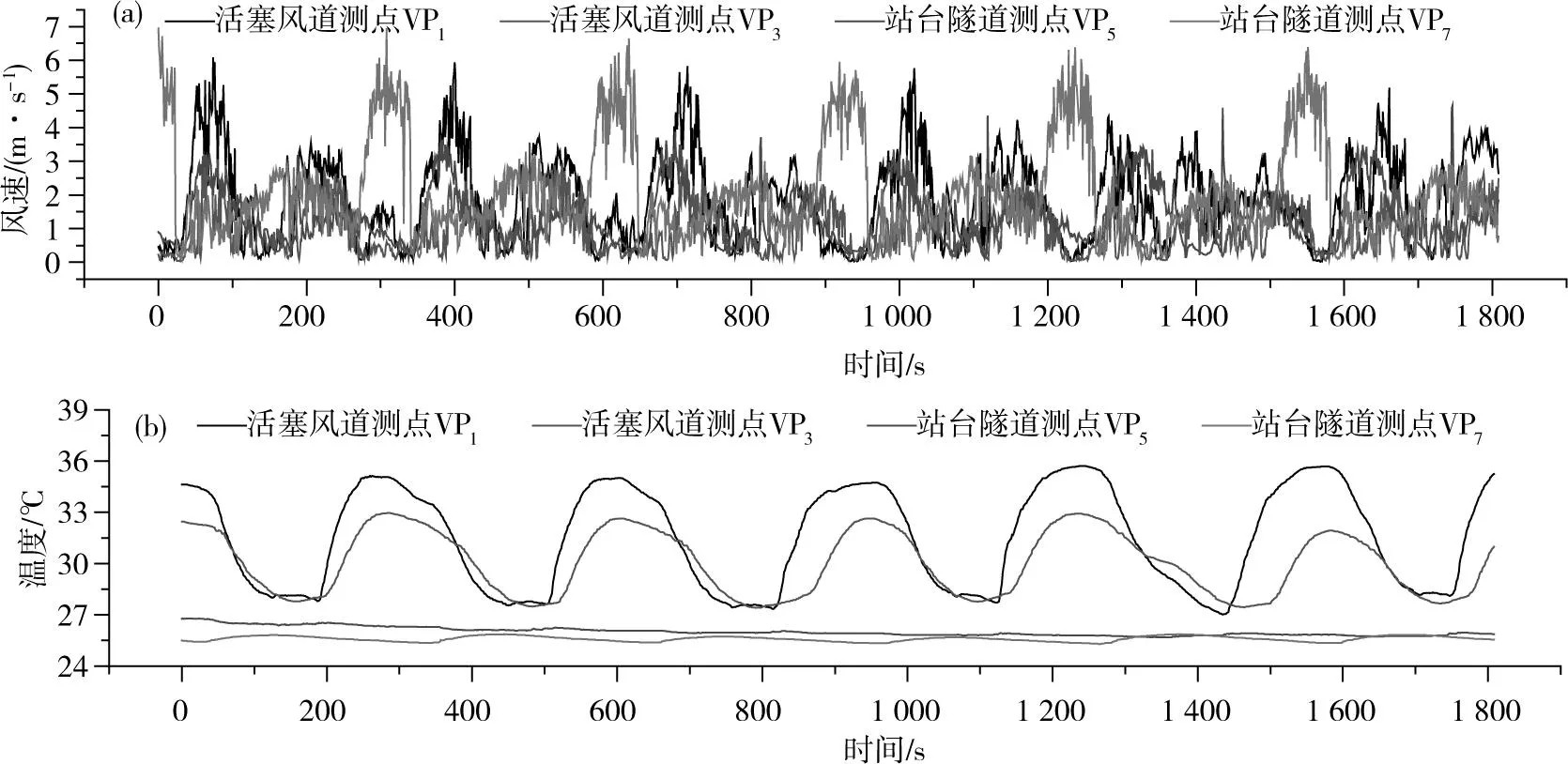
(a)風速曲線;(b)溫度曲線圖4 夏季晚高峰時段工況1各測點的風速和溫度動態變化曲線Fig.4 Wind speed and temperature change of working conditions 1 during evening peak in summer
可見,各測點的風速和溫度隨著列車的駛入和駛離呈周期性的變化。活塞風道內的測點VP1和VP3受室外進出氣流的影響不僅風速變化顯著,而且溫度也起伏有序地變化。冬季活塞風道中測點VP1和VP3風速的波動幅度較夏季的小,且其溫度冬、夏季分別在3~14 ℃和28~35 ℃之間波動。站臺隧道進站端測點VP7的風速波動幅度比出站端測點VP5的風速波動幅度大,但因其均處于隧道內部,故溫度整體穩定,僅有微小波動。冬季早高峰測點VP5溫度為17.49 ℃左右,VP7的為18.54 ℃左右;夏季晚高峰測點VP5溫度為26.02 ℃左右,VP7的為25.59 ℃左右。
2.2.2工況1第3個行車周期內風速變化規律分析
為了更清楚地揭示列車在車站和區間隧道中啟停和行駛過程中活塞風所發揮的通風作用,以第3趟列車為對象加以分析。該列車冬季早高峰7∶33∶04車頭駛離大明宮西站,行駛274 s后于7∶37∶38車頭到達鳳城五路站;該列車夏季晚高峰17∶06∶21車頭駛離大明宮西站,行駛252 s后于17∶10∶33車頭到達鳳城五路站。即冬、夏季的第1 058~1 332 s和623~875 s時段該列車分別在測試站相鄰的兩個區間段內行駛。其中,該列車冬、夏季分別從第1 058 s和第623 s開始,依次處于大-市區間中運行、減速進站、在站停靠、加速離站和在市-鳳區間運行列狀態,冬季歷時94 s(大-市區間),22 s(減速進站),44 s(停站),18 s(啟動離站)和95 s(市-鳳區間)以及夏季歷時86 s(大-市區間),19 s(減速進站),43 s(停站),16 s(啟動離站)和85 s(市-鳳區間)。冬、夏季工況1測試時段各測點的風速變化曲線對比分別如圖5所示。
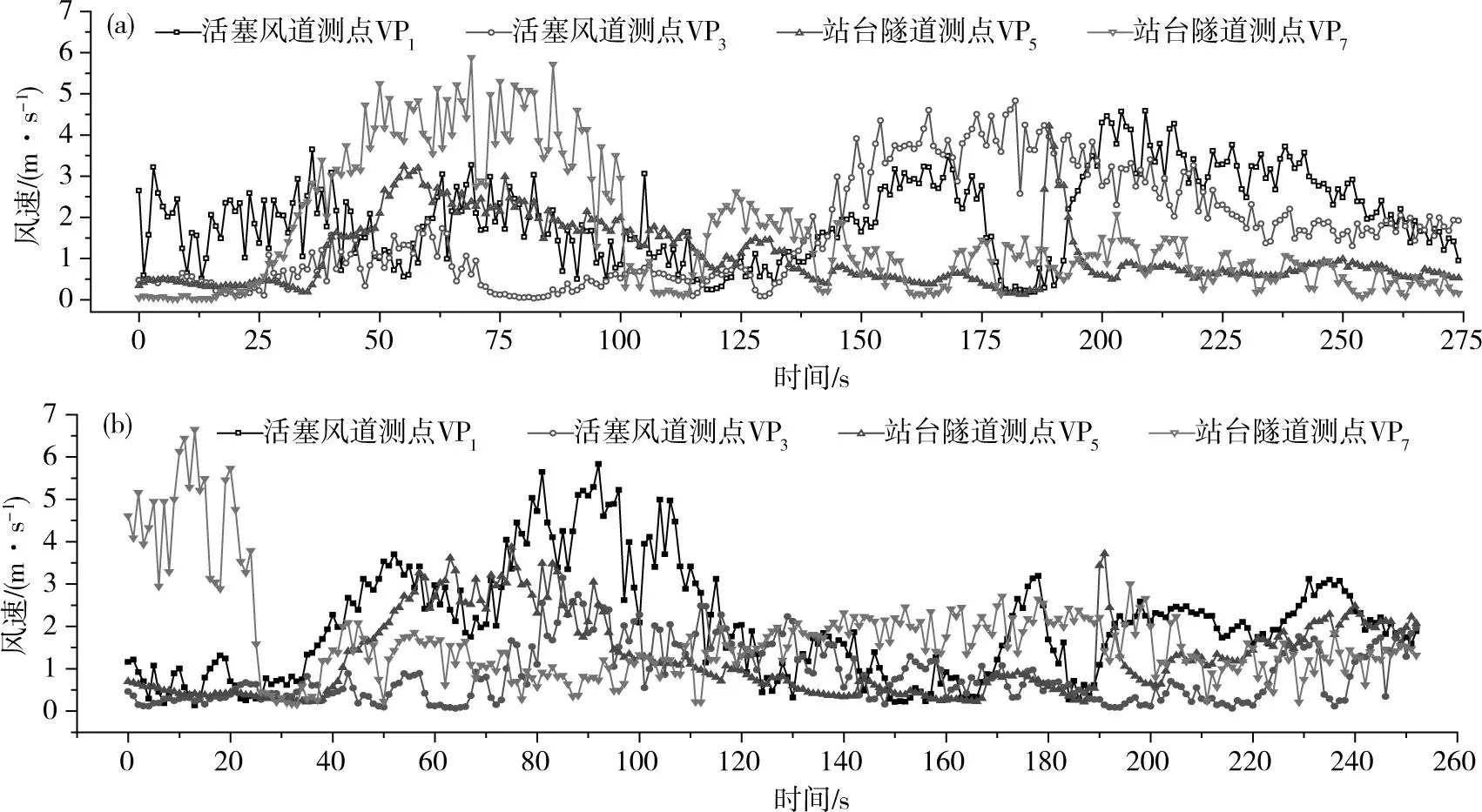
(a)冬季早高峰;(b)夏季晚高峰圖5 第3趟列車整個行駛過程中各測點的風速變化曲線Fig.5 Wind speed change of all measuring points about the third train
1)站臺隧道內風速的變化規律
圖5表明,冬季早高峰列車啟動加速駛入大-市區間中時,帶動氣流運動,并卷席室外空氣經上游車站活塞風道進入區間隧道中,站臺隧道內進站端測點VP7的風速隨著列車的加速駛來先逐漸增大,最大可達5 m/s,當列車達到勻速行駛后,該測點風速在波動中不斷降低;當列車減速進站時該點的風速急劇下降至0.5 m/s;當列車在站停靠后,因列車尾流效應仍較強,故VP7的風速有所回升,達到2 m/s,后隨尾流效應的減弱而又逐漸降低;列車加速離站時因行駛速度尚不高且逐漸駛遠,所形成的尾流效應較微弱,故該點風速保持在1 m/s左右。站臺隧道出站端測點VP5的風速變化規律與VP7的基本類似,但列車駛來時因其距離列車尚較遠,受隧道的沿程和局部阻力以及站臺隧道內所設的軌頂和軌底排熱風口的共同作用[4],測點VP5比測點VP7的風速小,只是在列車加速離站后的約10 s內,該點風速會急劇上升到5 m/s,而后又逐漸降低到1 m/s左右。而夏季列車從大明宮站加速啟動后最初的25 s內,進站端測點VP7的風速則比出站端測點VP5的風速大,而后測點VP5的風速逐漸增強并超過進站端測點的風速;列車減速進站并停靠站臺后,測點VP7的風速又逐漸超過VP5的風速;列車加速離站后,測點VP5的風速急劇上升到約6 m/s,而后又逐漸降低到2 m/s,并略高于測點VP7的風速。
因冬季室外氣溫較低,低溫氣流易下沉,故當列車從大明宮站啟動駛入測試站時,經活塞風道會卷吸更多的室外新風[4],所以冬季早高峰時段涌入進站端測點VP7的風量明顯高于夏季晚高峰時段的值。
2)活塞風道內風速的變化規律
圖5表明,列車從大明宮站駛來、在站停靠過程中,下行線活塞風道內測點VP1的風速先逐漸增大而后有所下降;當列車駛離該站進入市—鳳區間且車尾經過活塞風口后,該點風速又顯著增大,最大可達3.5 m/s,而后再逐漸減小,并在波動中趨于平穩。冬季早高峰下行線該列車駛離測試站遠去時,上行線中列車正在駛來。由于上行線活塞風道內測點VP3的風速主要受其中列車行駛情況的影響,與下行線中列車進出車站的狀況關系不大,故當下行線中有列車駛來之時,測點VP3的風速很小,直到上行線中有列車駛來時,該點風速才會逐漸增大。因測試站出站端設有配線,故此刻上行線中列車所攜帶的活塞風會部分滲透到下行線側,經下行線活塞風道排出,受其影響,測點VP1的風速也較大。
夏季測試時段當下行線中列車從大明宮站駛來時,上行線中正好有列車在站停留,受其影響,測點VP1的風速較大,可達6 m/s,明顯大于冬季的值;當列車加速駛離測試站進入區間隧道,車尾后部空間處于負壓,尤其是當車尾經過活塞風口后,會從活塞風道吸入室外新鮮空氣,故測點VP1風速顯著增大,而后隨著列車的遠離,風速逐漸減小。此時,上行線內列車正在市-大區間內高速運行,并逐漸遠離測試站,故上行線活塞風道內測點VP3的風速呈逐漸減小趨勢。
還可以發現,當列車駛過下行線出站端測點(VP5)和活塞風道測點(VP1)時,兩測點的風速均較低,且波動不大。
3)各測點的溫度動態變化規律
如圖6所示,第3列車的行車周期內,站臺隧道內測點VP5和VP7在冬季基本穩定在18~19 ℃,進站端測點溫度略高于出站端測點;而夏季溫度則為26~27 ℃左右,進站端測點溫度略低于出站端測點;下行線和下行線活塞風道內的溫度隨著列車進、出車站呈現逐步升高然后再逐漸下降的周期性變化規律,冬季活塞風道內溫度低于站臺隧道內的溫度,而夏季則高于站臺隧道內溫度。這是由于站臺隧道內地鐵進站端和出站端測點與外界氣流不直接相通,故溫度較穩定;而列車啟動、加速、行駛、上坡、轉彎、制動等過程中所產生的熱量以及空調冷凝器的散熱會進入隧道內[6-8],隨著列車逐漸駛近活塞風口而從活塞風道涌出,列車駛離后則又會卷席外界的冷或熱空氣進入活塞風道。冬季測試時段室外溫度約為-1.2 ℃,夏季約為37 ℃。因此,活塞風道內的氣流溫度冬季呈現先逐漸升高再逐漸降低(從6~8 ℃升高到12~14 ℃再降低到3~4 ℃)的變化規律,而夏季則呈現先逐漸降低再逐漸升高(從33~36 ℃降低到28 ℃再逐漸升高到29 ℃或33 ℃)的變化規律。上、下行線列車進、出站的時間不同步,且上行線活塞風道內的溫度峰值比下行線內的低2~3 ℃。
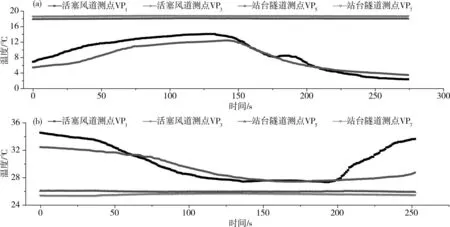
(a)冬季早高峰;(b)夏季晚高峰圖6 第3趟列車整個行駛過程中各測點的溫度變化曲線Fig.6 Temperature change of all measuring points about the third train
3活塞風井通風換氣效果
為便于分析,將列車在大明宮西-市圖書館-鳳城五路3站運行簡化為3站兩區間的無坡、直線運行。列車在隧道內運行產生的熱量包括列車啟動、加速、走行、減速制動和冷凝器散熱。列車運行產熱及活塞風井通風量計算如下。
3.1冬季早高峰時段
3.1.1列車運行產熱
1)大-市區間走行產熱量
走行阻力r1如下式[9]:
(1)
發熱量如下式:
R1=9.8r1Wl
(2)
式中:v為列車正常行駛速度,km/h(正常行駛速度60 km/h);n為列車編組數(為6節);l為走行距離(大-市區間為1 200 m);W為列車總重量(取284 T)。
2)制動產熱量
(3)
式中:v1為列車正常行駛速度,km/h;v2為列車進站口緩行速度,km/h。
列車進站口緩行速度19.64 km/h。此階段車站隧道排熱風機未開。制動再生效率按38%[10]計算。
3)列車在市圖書館站啟動產熱量
R3=9.8r3·W·L
(4)
式中:L為列車啟動走行距離。
啟動阻力r3為19.6 N/T,當速度啟動到2~3 km/h,L一般為10 m。
4)加速阻力產熱量
(5)
式中:a為列車加速度,取0.75 m2/s[11]; v4為列車勻速行駛速度,取60 km/h;v3為列車啟動階段速度,取16.38 m/s。
5)市-鳳區間走行產熱計算同大-市區間。
6)冷凝器發熱量
R5=6×40×2×t
(6)
式中:t為空調運行時間,為273 s。
列車每節車廂配備了2臺40 kW的頂置空調器。
通過計算,冬季早高峰列車運行各階段散熱如表3所示,冬季站臺與隧道溫度偏差不大,列車停站屏蔽門開啟時的空氣對流換熱忽略不計[12]。

表3 冬季列車散熱量
3.1.2活塞風井通風換熱量
計算公式如下:
Qd=ρVd(ih-in)
(7)

大-市區間運行,大明宮西站北端活塞風井進風,活塞風井截面積為20 m3,測得平均風速為2.53 m/s。隧道內溫度18.05 ℃,相對濕度為19.3%,室外溫度為-1.1 ℃,相對濕度30%。計算得到,通風換氣量為4 756.4 m3,換熱量為141 018 kJ。同樣算得各階段活塞風作用下換氣量及換熱量如表4所示。
表4冬季活塞風通風量及換熱量
Table 4 Ventilation and heat transfer rate of piston wind operation in winter
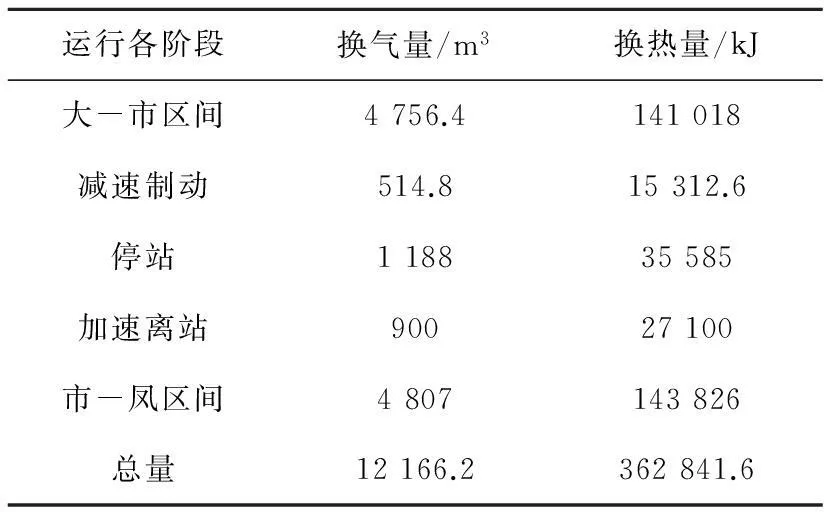
運行各階段換氣量/m3換熱量/kJ大-市區間4756.4141018減速制動514.815312.6停站118835585加速離站90027100市-鳳區間4807143826總量12166.2362841.6
3.2夏季晚高峰時段
3.2.1列車運行產熱
通過上述方法計算得到,夏季晚高峰列車在各階段散熱如表5所示。

表5 夏季列車散熱量
夏季車站公共區空調開啟,站臺與隧道溫度偏差較大,列車停站屏蔽門開啟時的空氣對流換熱不能忽略。如式(7),滲透風量取7 m3/s[13],站臺溫度測得為28 ℃,相對濕度為52.5%,列車停站時隧道內溫度高達36.5 ℃,相對濕度測得為74.09%。通過計算得到屏蔽門開啟換熱量為20 023.73 kJ。
3.2.2活塞風井通風換熱量
大-市區間運行,大明宮西站北端活塞風井平均風速測得為2.04 m/s。此時隧道內溫度26.02 ℃,相對濕度為72.36%,室外溫度為37.35 ℃,濕球溫度為25.8 ℃。計算得到,通風換氣量為3 508.8 m3,換熱量為63 377.98 kJ。同樣算得各階段活塞風作用下換氣量及換熱量如表6所示。
表6夏季活塞風通風量及換熱量
Table 6 Ventilation and Heat transfer Rate of piston wind operation in summer
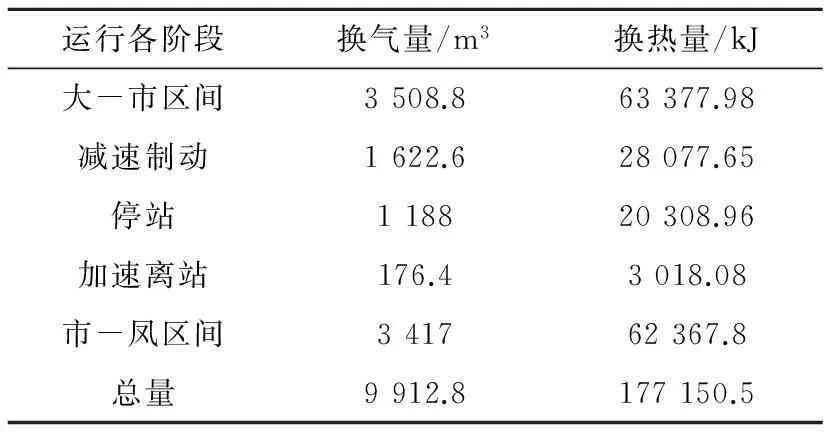
運行各階段換氣量/m3換熱量/kJ大-市區間3508.863377.98減速制動1622.628077.65停站118820308.96加速離站176.43018.08市-鳳區間341762367.8總量9912.8177150.5
以上可知,冬季早高峰列車從大明宮西到鳳城五路站產生483 033.2 kJ熱量散發到隧道,而列車運行活塞風量為12 166.2 m3,在站臺隧道排熱系統未開啟的情況下排除362 841.6 kJ的熱量。冬季列車活塞風可有效地排除列車運行散發到隧道內的熱量,且增強了隧道與室外的通風換氣,提高了隧道空氣品質。
夏季期間不僅列車運行產生的熱量散發到隧道,活塞通風室外高溫空氣進入隧道也會加劇隧道溫升。列車活塞風僅僅增強了隧道的通風換氣。
4結論
1)列車在隧道內運行產生的活塞風變化復雜,但各處的風速及溫度變化隨列車運行呈現有規律的周期性變化。
2)列車活塞風受多種因素影響,主要受到列車運行速度、空氣與壁面之間的摩擦、列車會車情況、活塞風井的相對位置、配線位置等因素影響,且活塞風風速在不同情況下變化較大。
3)冬季列車運行產生的活塞風可實現隧道內有效通風換氣,且可排除列車運行產生的大部分熱量,此處3站2隧道1個行車周期列車產熱達483 033.2 kJ,活塞風井通風換氣量可達12 166.2 m3,排除362 841.6 kJ的熱量。夏季期間雖然活塞風作用使室外高溫氣流進入隧道,加劇隧道溫升,但活塞風保證了隧道新風供給,改善了隧道空氣品質,滿足車廂空調器新風要求。
參考文獻:
[1] 王樹剛,江 億,朱穎心. 北京地鐵列車活塞風的實測與分析[J].暖通空調, 1998,28(5):47-49.
WANG Shugang,JIANG Yi,ZHU Yingxin. Field test and analysis of piston action ventilation in Beijing underground railway system[J].Heating,Ventilating and Air Conditioning,1998,28(5):47-49.
[2] 董書蕓,由世俊. 北方城市地鐵活塞風對地鐵環境的影響規律及其有效利用[D].天津:天津大學,2008:16-53.
DONG Shuyun,YOU Shijun. Piston effect on the subway station and Its’ utilization in the north of China[D]. Tianjin:Tianjin University,2008:16-53.
[3] 沈翔,吳喜平,董志周. 地下鐵道活塞風特性的研究[D].上海:同濟大學,2004:57-66.
SHEN Xiang,WU Xiping,DONG Zhizhou. Research basic properties of subway piston wind[D].Shanghai:Tongji University,2004:57-66.
[4] 包海濤,曹從詠. 地鐵列車活塞風數值模擬[D].南京:南京理工大學,2005:5-8.
BAO Haitao,CAO Congyong. Numerieal simulation of subway piston wind[D]. Nanjing:Nanjing University of Science & Technology,2005:5-8.
[5] 王麗慧,吳喜平. 地鐵活塞風與地鐵環控節能[D].上海:同濟大學,2007:23-24.
WANG Lihui,WU Xiping. The piston action wind and the subway energy saving[D]. Shanghai:Tongji University,2007:23-24.
[6] 徐波,張 歡.地鐵安全門系統和屏蔽門系統舒適性與能耗性研究[D].天津:天津大學,2007:11-14.
XU Bo,ZHANG Huan.The study of comfort and energy-consumption of platform bailout doors system and platform screen doors system in subway[D]. Tianjin:Tianjin University,2007:11-14.
[7] 楊東旭,由世俊. 地鐵空調通風節能研究[D].天津:天津大學,2004:13-17.
YANG Dongxu,YOU Shijun. Study on the energy-saving of air-conditioning & ventilation in subway[D]. Tianjin:Tianjin University,2004:13-17.
[8] 王慧,周建偉. 地鐵列車活塞風的數值計算與通風節能探討[D].南京:南京理工大學,2012:42-44.
WANG Hui,ZHOU Jianwei. Numerical calculation of subway piston wind and energy-saving research of ventilation [D]. Nanjing:Nanjing University of Science & Technology,2012:42-44.
[9] 邊志美,吳喜平. 地鐵屏蔽門、閉式和開式系統環控能耗分析研究[D].上海:同濟大學,2007:24-29.
BIAN Zhimei,WU Xiping. Energy consumption analysis of the metro environment control mode with and without metro platform screen doors [D].Shanghai:Tongji University,2007:24-29.
[10] 龐艷鳳,袁月賽. 地鐵再生能量利用方案比較[J]. 機車電傳動,2014,54(1):77-78.
PANG Yanfeng,YUAN Yuesai. Comparison of regenerating energy utilization schemes in urban rail system[J]. Electric Locomotive,2014,54(1):77-78.
[11] 趙遠強,王自力. 列車節能運行算法研究[D].成都:西南交通大學,2013:6-9.
ZHAO Yuanqiang,WANG Zili. Algorithm research of energy-saving operation to train[D]. Chengdu:Southwest Jiaotong University,2013:6-9.
[12] 龔波,劉伊江. 屏蔽門漏風量對空調負荷影響的探討[J]. 建筑熱能通風空調,2012,31(1):86-87.
GONG Bo,LIU Yijiang. Discussion on air Leakage of PSDs influences on air conditioning load[J]. Building Heat Ventilation Air Conditioning,2012,31(1):86-87.
[13] 項毅,許志浩. 站臺屏蔽門滲漏風量的模擬分析[D]. 成都:西南交通大學,2004:51-52.
XIANG Yi,XU Zhihao. The numerical simulation analysis of the infiltration and exfiltration pattern of airflow via platform screen doors[D]. Chengdu:Southwest Jiaotong University,2004:51-52.
Subway piston wind measurement and analysis of Xi’an metro Line 2QI Jianghao1,ZHAO Lei1,WANG Jun1,LI Dehui2,GUO Yongzhen2,DENG Baoshun2
(1. School of Environmental and Municipal Engineering, Xi’an University of Architecture and Technology, Xi’an 710055, China;2. China Railway First Surver & Design Institute Group Co. Ltd. , Xi’an 710055, China)
Abstract:A station of Xi’an Metro Line 2 is selected as study object. The wind speed and temperature in running tunnel and piston ventilation shafts of uplink and downlink is analyzed. The airflow movement, piston wind regular pattern of running tunnel and piston ventilation shafts during train running in the coldest month of winter and the hottest month of summer is also studied. According to the result,for the station with platform screen doors,piston wind greatly influence the surroundings of tunnel and piston ventilation shaft. The subway piston wind is significantly influenced by indoor and outdoor difference in temperature,structure of tunnel,the workings of train,air resistance,trains meeting and so on.
Key words:Xi'an Metro Line 2;City Library Station;test;subway piston wind
中圖分類號:TU834
文獻標志碼:A
文章編號:1672-7029(2016)05-0740-08
通訊作者:趙蕾(1971-),女,陜西西安人,教授,從事地鐵活塞風研究;E-mail:1021248669@qq.com
收稿日期:2015-07-26
