Ф180 mm TCM三輥限動芯棒連軋管機組的工藝裝備特點*
2014-02-18 07:48:28王愛國馮世云
鋼管 2014年6期
關鍵詞:工藝
王愛國,馮世云
(太原重工股份有限公司技術中心,山西太原030024)
Ф180 mm TCM三輥限動芯棒連軋管機組的工藝裝備特點*
王愛國,馮世云
(太原重工股份有限公司技術中心,山西太原030024)
概述了Ф180 mm TCM三輥限動芯棒連軋管機組的設計制造及生產工藝特點,介紹了該機組導板式錐形輥穿孔機、5機架限動芯棒連軋管機、3機架脫管機和24機架張力減徑機的結構特點、性能參數以及控制系統應用情況,并對設備設計制造及安裝調試的特點和精度要求進行了論述。
國產三輥限動芯棒連軋管機組;Ф180 mm;結構特點;生產工藝;控制系統;性能參數
太原重工股份有限公司生產的Ф180 mm TCM三輥限動芯棒連軋管機組(簡稱Ф180 mm TCM連軋管機組)于2010年4月在山東省某鋼管廠試車成功以來,已陸續在國內外銷售5套,得到用戶的一致肯定。該機組的順利運行打破了國外公司長期以來對三輥連軋管技術的壟斷態勢。本文將結合近年來Ф180 mm TCM連軋管機組的運行情況對其生產工藝及設備進行全面介紹。
1 Ф180 mm TCM連軋管機組簡介
Ф180 mm TCM連軋管機組是國產首套擁有完全自主知識產權的三輥限動芯棒連軋管機組,年產Ф25.4~180.0 mm×2.5~25.0 mm×6 000~15 000 mm各類熱軋無縫鋼管40萬t。品種包括油井管、管線管、鍋爐用管、結構用管、液壓支柱用管、船舶用管、流體輸送用管、汽車用管等專用管材。
生產時,將合格的Ф120 mm和Ф210 mm連鑄圓坯(特殊鋼種也可能成為軋材)鋸成1 500~4 500 mm的定尺管坯,依次經過加熱、穿孔、連軋和張力減徑等工序加工成為成品鋼管。Ф180 mm TCM連軋管機組生產工藝流程如圖1所示[1-4]。
2 主要設備及技術參數
Ф180 mm TCM連軋管機組生產線工藝布置情況如圖2所示。環形加熱爐跨和熱軋跨采用高架平臺布置。該生產線的主要設備組成為:導板式錐形輥穿孔機+(帶空減機)5機架三輥限動芯棒連軋管機+內傳動式3機架三輥脫管機+內傳動式24機架張力減徑機[5]。其主要特點及工藝參數如下。
(1)穿孔機。
管坯直徑120 mm,210 mm
毛管外徑125 mm,230 mm
主機架型式軋輥上下布置,導板左右布置
軋輥直徑650~1 000 mm
軋制速度 最大1.35 m/s
延伸系數 最大3.85
外徑偏差±1%
壁厚偏差±4%
(2)連軋管機。
出口鋼管外徑106 mm,191 mm
壁厚最小3 mm,最小4 mm
長度最大32 m
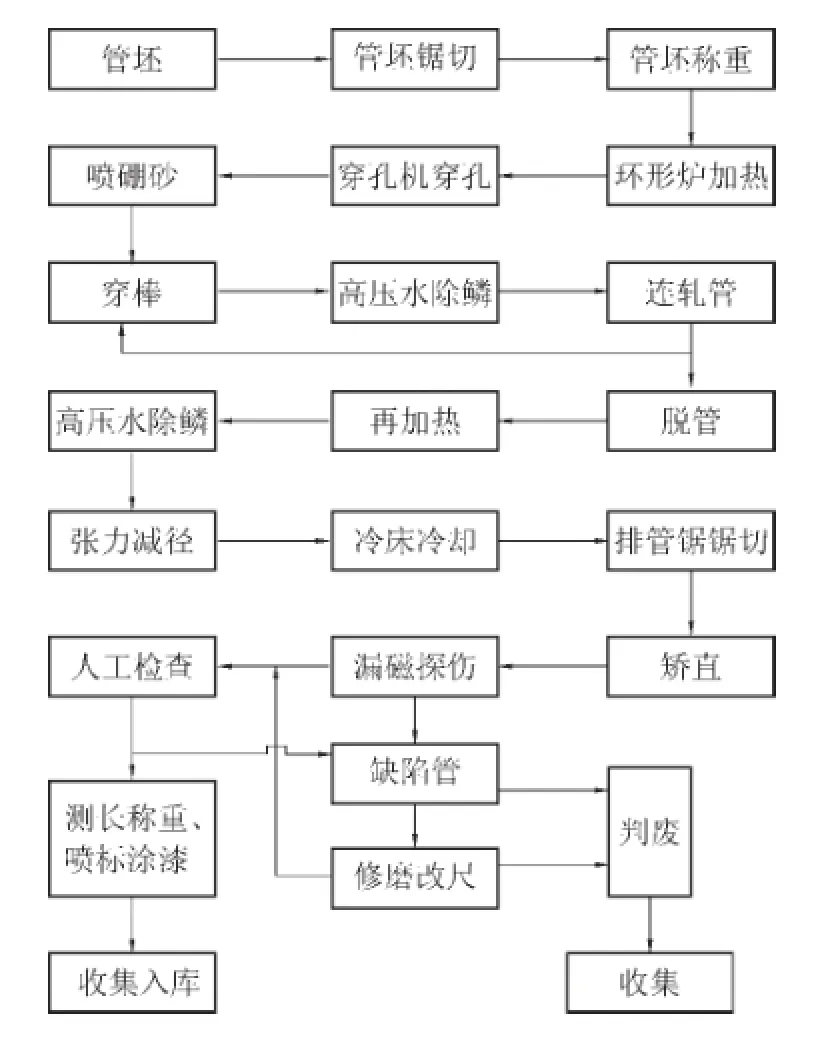
圖1 Ф180 mm TCM連軋管機組生產工藝流程
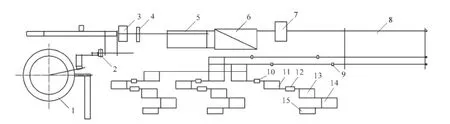
圖2 Ф180 mm TCM連軋管機組生產線工藝布置情況
軋制速度最大4 m/s
芯棒長度16 m
延伸系數最大3.85
徑壁比最大50
外徑偏差±0.5%
壁厚偏差±6%
(3)脫管機。
出口鋼管外徑98 mm,184 mm
本課程通過教學整體設計的改革使學生對學習的目標更加明確,學習更加積極主動,能運用到實踐項目方案設計表現中,整體的效果圖設計表現水平有顯著提高。教學方法上采用了雙線并行貫穿項目,課內和課外兩個項目作為課程內容的主要載體,訓練能力,學習知識,養成職業道德和職業素質。同時,將外語知識滲透到課程教學實施中,提高學生專業技能水平及職業素質。
壁厚最小3.07 mm,最小4.10 mm
長度最大33 m
軋輥名義直徑360 mm
(4)張力減徑機。
成品鋼管外徑25.4~180.0 mm
成品鋼管壁厚最小2.5 mm(Φ25.4 mm),
最小3.3 mm(Φ180.0 mm)
鋼管長度最大100 m
軋制速度最大6 m/s
軋輥名義直徑360 mm
延伸系數最大5.5
外徑偏差±0.2%
壁厚偏差±0.3 mm
3 生產工藝控制技術
為提高成品鋼管的質量(特別是外徑和壁厚精度),提高成材率,Ф180 mm TCM連軋管機組采取了以下幾個方面的工藝控制技術。
(1)物料跟蹤系統。物料跟蹤系統的范圍從管坯上料開始至冷床出口結束,跟蹤通過不同工序時的流水號和工藝技術參數,冷床只跟蹤每批鋼管的實際支數和總質量數據。
(2)在線檢測質量保證系統。采用在線檢測裝置是確保現代化軋管機組連續、穩定生產以及獲得高質量鋼管產品的重要手段之一。
(3)連軋管機輥縫控制系統。連軋管機輥縫控制系統是一個閉環控制系統,能實現輥縫在軋鋼過程中的自動調整,體現了液壓小艙快速準確定位的優勢。機架的每個軋輥都設有一個單獨的液壓小艙,每個液壓小艙都由一個伺服閥來控制。
(4)連軋管機的工藝過程監控系統。連軋管機的工藝過程監控系統能夠實現工藝參數的設定和生產工藝的過程控制,管理該區域的操作人員、技術人員、維修人員可以根據連軋管機的工藝過程監控系統提供的信息,調整軋制參數,達到優化產品質量的目的。
(5)穿孔機、張力減徑機工藝輔助設計系統。穿孔機和張力減徑機工藝輔助設計系統主要由孔型設計系統、工模具管理系統和工藝管理系統3部分組成。孔型設計系統主要是軋制工具的設計計算模塊和存儲工模具參數以及工藝參數設定的數據庫。該系統能夠根據產品規格計算出所需的變形工模具參數,并通過儲存到相應的數據庫為機加工提供模具的參數設定。工模具管理系統和工藝管理系統可以幫助操作人員和工藝人員進行工模具的管理和優化,便于數據的分析,為更好地實現系統管理提供了方便[2,6-9]。
(6)采取特殊工藝措施提高綜合成材率。采用有限元及三維仿真等先進設計方法對軋輥和穿孔機頂頭外形進行優化設計,有效提高了毛管壁厚均勻性;連軋管機采用頭尾削尖軋制技術(FTCS),減少了荒管的切頭尾量[10-13];張力減徑機采用變張力軋制技術進一步減少了切頭尾量,提高了產品成材率。
4 設計制造及安裝調試技術
設備的設計、制造及安裝精度對其生產鋼管的外徑和壁厚精度影響非常大,尤其以連軋管機最為突出。
Ф180 mm TCM連軋管機組在借鑒同類設備在國外的加工經驗和國內使用過程中發現的問題的基礎上,在使用常規設計手段的同時,采用三維仿真設計繪制裝配圖校驗其干涉情況和剛度及強度。模擬真實軋制狀態進行有限元分析,采用接觸算法,校核其在承受軋制力的狀態下隧道機座的下撓和徑向彈性變形以及拉桿的強度,以保證Ф180 mm TCM連軋管機隧道機架在軋制過程中有較好的剛度與強度。
將設計與加工相互結合,提出合理的加工精度要求和加工方法,在實際加工中不斷改進,以達到連軋管機生產高質量無縫鋼管的要求。連軋管機隧道機座和軋輥機架的加工要求角度為120°,誤差小于±0.5′,從劃線開始,架水準儀、輔助劃線,提高劃線精度。加工完成后,采用激光跟蹤儀對隧道機座和軋輥機架進行測量,測量結果數據證明各項精度均達到設計要求。限動齒條作為限動芯棒連軋管機的關鍵部件,以前各大鋼管制造廠一直依賴進口成品,供貨周期長且進口費用昂貴,在一定程度上制約了我國優質管材的發展和自主創新能力。為確保產品質量,該機組限動齒條的設計要求上、下齒距同步對正,各組齒條端部加工凹狀連接槽,裝配時以啞鈴狀連接桿連接鎖緊,通過電熱棒加熱使連接桿長度膨脹后裝入兩端齒條連接槽,恢復常溫后縮緊實現預緊功能。
連軋管機組安裝調試工作是機組建設的重要環節之一,高精度的安裝是軋制出高質量鋼管的保證。在連軋管機組的機械安裝中,其中心線的校正是最關鍵的工作。采用激光跟蹤儀對連軋管機軋制中心線、脫管機軋制中心線以及限動齒條導軌座中心線的同心度進行了測量和校正,將其偏差控制在±0.10 mm內,將軋輥機架中心與隧道機座中心偏差控制在±0.05 mm內。
連軋管機的電氣及液壓元件均采用了先進的監控軟件及控制元件,以確保調試工作的順利進行和一次試車成功。連軋管機的調試主要是液壓輥縫控制系統的調試。液壓輥縫控制系統由西門子TDC控制系統來控制實現,能夠快速處理復雜的控制、通信和驅動任務。液壓輥縫控制系統用于控制空減機架的平衡裝置和連軋管機的輥縫調整。空減機架上裝有3個平衡液壓缸;每組軋管機架有3套軋輥,每套軋輥上分別裝有1個主液壓缸和1個平衡液壓缸,每個主液壓缸上安裝有一個位置傳感器用來檢測標定軋輥的位置,主液壓缸的主腔及次腔分別安裝有壓力傳感器用來檢測各腔中的壓力。軋制時,通過采集安裝在液壓小艙上的壓力傳感器和位移傳感器的信號,并考慮軋輥重量、彈性變形等因素,計算出實際的軋制壓力和輥縫值。將實際的輥縫值與給定值相比較,對其偏差進行PID調節,從而實現對連軋管機壓下量的閉環控制,確保軋輥調整的靈活性和統一性,并達到連軋管機輥縫自動控制的目的[14-15]。
5 應用情況
山東省某鋼管廠Ф180 mm TCM限動芯棒連軋管機組自2010年4月投產至今,已累計生產鋼管150余萬t,成材率逐年提高,2013年達到92.38%;作業率不斷上升,2013年達到79.36%。機組生產的鋼種范圍廣,除生產碳鋼和低合金鋼外,還成功軋制了T91、13Cr、超級13Cr等難軋制品種。
6 結語
Ф180 mm TCM連軋管機組是擁有全部自主知識產權的國產三輥限動芯棒連軋管機組,運行4年以來,產品質量穩步提升,具有產品精度高、附加值高等突出特點,在生產高合金難變形品種鋼管等方面具有明顯優勢。
[1]嚴澤生.現代熱連軋無縫鋼管生產[M].北京:冶金工業出版社,2009.
[2]盧立鋒,岳世斌,范立生,等.Ф460 mm PQF限動連軋管機組工藝設備簡介[C]//第十一屆北方鋼管技術研討會論文集,2007.
[3]李安全.Ф159 mm FQM三輥連軋管機組主要設備特點[J].鋼管,2007,36(6):32-36.
[4]嚴澤生,莊鋼,孫強,等.PQF三輥連軋管生產線工藝及裝備自主集成與創新[J].天津冶金,2008(5):9-14.
[5]李國禎.現代鋼管軋制與工具設計原理[M].北京:冶金工業出版社,2006.
[6]周曉鋒,張傳友.天鋼Ф258 PQF連軋管機介紹[J].鋼鐵研究,2009,37(5):46-50.
[7]岳世斌,盧立峰,莊鋼.Ф460 mm PQF限動連軋管機組工藝裝備[J].天津冶金,2009(2):3-6.
[8]郭火星,范立生,岳世斌.Ф460 mm PQF三輥連軋管機組的工藝裝備特點[J].鋼管,2013,42(4):32-36.
[9]肖松良.Ф273 mm限動芯棒連軋管機組工藝設備特征[J].鋼管,2006,35(5):37-42.
[10]梁海泉,樊榮.頭尾削尖技術在PQF連軋管機上的應用[J].鋼管,2007,36(3):41-43.
[11]王先進.鋼管連軋理論[M].北京:冶金工業出版社,2005.
[12]趙鐵琳,王愛國.削尖軋制技術在國產連軋管機上的應用[J].鋼管,2013,42(4):51-55.
[13]張琰,夏洪斌,陳江林.削尖軋制技術在Ф159 mm FQM連軋管機上的開發和應用[J].鋼管,2010,39(6):31-34.
[14]郝志紅,梁百勤.SIMATIC TDC在三輥連軋管機輥縫控制中的應用[J].山西冶金,2012(4):61-63.
[15]楊華英.SIMATIC TDC控制系統在FQM連軋管機組輥縫控制中的應用[J].鋼管,2009,38(3):59-62.
Features of Process and Equipment of Ф180 mm TCM 3-roll Retained-mandrel Pipe Mill
WANG Aiguo,FENG Shiyun
(Technology Center,Taiyuan Heavy Industry Co.,Ltd.,Taiyuan 030024,China)
Briefed in the paper are the features of design and manufacture of the Ф180 mm TCM 3-roll retainedmandrel pipe mill,and its manufacturing process.Also detailed are the structural characteristics,performance parameters and control system application,etc.of the main units of the mandrel mill line,i.e.,the cone type piercer with guide shoes,the 5-stand retained-mandrel mill proper,the 3-stand extracting mill and the 24-stand stretch reducing mill.Moreover,a discussion is presented,involving the features of design,manufacture,installation and commissioning,and accuracy requirement of the equipment of the mill plant.
home-made 3-roll mandrel pipe mill;Ф180 mm;structural features;manufacturing process;control system;performance parameters
TG333
B
1001-2311(2014)06-0034-04
2013-05-13;修定日期:2014-07-14)
*該項目獲得山西省科技進步一等獎
王愛國(1965-),男,碩士,高級工程師,副主任,長期從事軋鋼設備設計、試驗和工藝研究工作。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
