板坯連鑄機香蕉梁基準(zhǔn)測量調(diào)整技術(shù)應(yīng)用
2014-02-09 03:20:02陳全旺
山東冶金 2014年3期
陳全旺
(山鋼股份濟南分公司中厚板廠,山東濟南 250101)
經(jīng)驗交流
板坯連鑄機香蕉梁基準(zhǔn)測量調(diào)整技術(shù)應(yīng)用
陳全旺
(山鋼股份濟南分公司中厚板廠,山東濟南 250101)
香蕉梁基準(zhǔn)的測量調(diào)整是板坯連鑄機扇形段支撐導(dǎo)向框架校驗工作的重點和難點,濟鋼中厚板廠制作專門的測量工裝進(jìn)行測量,并利用模型計算方法快速計算出對香蕉梁基準(zhǔn)的調(diào)整量,且一次調(diào)整合格,工期由7 d縮短到3 d,測量精度也完全達(dá)到理論值要求。
板坯連鑄機;香蕉梁;扇形段模型
1 前言
香蕉梁是連鑄機主體設(shè)備扇形段的支撐裝置,主要起支撐導(dǎo)向作用,其上交錯布置著U型座和平座,每個扇形段上有4個支撐點,分別放在香蕉梁上的2個U型座和平座上,香蕉梁的測量調(diào)整即是對U座和平座的測量調(diào)整。工作狀態(tài)下,香蕉梁承受著鑄坯壓力、拉坯力和熱輻射等的影響,長時間使用其上基準(zhǔn)點位置會發(fā)生變動,影響了扇形段整體的弧度和段間的弧度,易導(dǎo)致鑄坯內(nèi)外部質(zhì)量的惡化以及漏鋼等不良事故的發(fā)生,嚴(yán)重影響了產(chǎn)品質(zhì)量和設(shè)備的使用壽命。因此,連鑄機設(shè)備在使用一段時間后,要定期對香蕉梁進(jìn)行精度檢測,根據(jù)偏差范圍對香蕉梁進(jìn)行調(diào)整[1]。由于香蕉梁上弧形段和矯直段基準(zhǔn)點有一定的斜度,在調(diào)整時需要調(diào)整切線方向和圓心方向,一個方向的變動必然引起另一個方向的變化,因此很難進(jìn)行調(diào)整,在以往的工程中主要是通過漸進(jìn)法分幾次測量、調(diào)整才能達(dá)到要求,但漸進(jìn)法調(diào)弧效率不高,精度低,目前國內(nèi)外均無快捷、有效的方法使之一次調(diào)整合格。采用數(shù)學(xué)的方法,建立數(shù)學(xué)模型計算出調(diào)整的量,基本實現(xiàn)一次調(diào)整合格。
2 香蕉梁測量調(diào)整原理
香蕉梁的測量主要是依靠水準(zhǔn)儀、經(jīng)緯儀兩種測量儀器進(jìn)行測量,以鑄機平臺上的設(shè)計點為初始基準(zhǔn)點,測量香蕉梁上U型座和平座的具體位置(水平和豎直,即X、Y方向),然后與設(shè)計的理論尺寸進(jìn)行比較,調(diào)整偏差。對于弧形段和矯直段的測量,即測它們相對于框架中心(弧形段圓弧中心線)的位置,需要嚴(yán)格控制其與理論的尺寸的差別,它們的精度關(guān)系到測量的效果,而對于水平段則必須保證其水平度相等。對于U型座的調(diào)整可以通過調(diào)整墊板1、2、3、4(見圖1)的厚度來調(diào)整,實現(xiàn)X、Y方向的數(shù)據(jù)達(dá)到理論值要求;對于平座則只能調(diào)整墊板1和4。在測量調(diào)整過程中,存在著兩方面的困難,一是應(yīng)當(dāng)怎樣如何快捷找到U型座上的點,并快捷地測出U型座和平座的值;二是弧形段和矯直段在調(diào)整過程中復(fù)雜,如何準(zhǔn)確快速調(diào)整好。解決這兩個問題關(guān)系到整個測量、調(diào)整的工期及質(zhì)量。

圖1 U型座墊片調(diào)整示意圖
3 測量方法
3.1 工裝制作與使用
為了快速找到U型座、平座上的基準(zhǔn)測量點,根據(jù)扇形段和支架(香蕉粱)的接觸形式,模擬扇形段的結(jié)構(gòu)形式制作了測量工裝,如圖2所示。工裝尺寸要求的精度較高,工裝中的一個軸放在U型座上,另一個軸連接2個支座放在平座上。將工裝放在香蕉梁扇形段基準(zhǔn)點后,就可以測量出同一個段內(nèi)的U型座和平座的Y向的具體相對尺寸。由于工裝的尺寸是固定的,所以當(dāng)測出第5段U型座(離中心位置較近,X、Y向都便于測量)的X、Y向后,根據(jù)工裝尺寸和測出的Y向值,就可以計算出平座的具體尺寸位置。安裝香蕉梁的基準(zhǔn)點設(shè)在連鑄機的平臺上,處在扇形第5段的上部,通過測量儀器可以直接測出扇形5段水平和豎直方位的數(shù)值,且5段處在香蕉梁的中間位置,往兩側(cè)遞推式可以盡可能的減少累積誤差,因此以扇形5段為初始位置基準(zhǔn)進(jìn)行測量。測量示意圖如圖3所示。
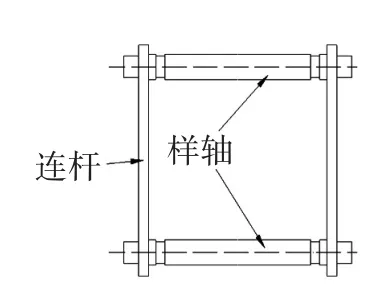
圖2 工裝結(jié)構(gòu)

圖3 工裝及樣軸測量原理
1)段內(nèi)測量時,假設(shè)某個扇形段中U型座已調(diào)整完畢,即U型座中心點A的坐標(biāo)(x0,y0)已知,工裝的2個銷軸之間的距離即為扇形段的U型座中心點A與平座B的距離AB,AB長度一定,B(x1,y1)點的位置即為以點A為圓心,以AB為半徑的圓與y向坐標(biāo)值為y1的線的交點,因此只需保證B點的y向坐標(biāo)值y1準(zhǔn)確,即能確定平座B的位置。
2)段間測量時,利用平座B(x1,y1)確定另一扇形段U型座中心點C(x2,y2)的位置,即保證工裝銷軸與樣軸之間的測量距離l及C點的y向坐標(biāo)值y2準(zhǔn)確,確定U型座C的位置。
3.2 調(diào)整模型的建立
水平段基準(zhǔn)點測量利用水準(zhǔn)儀可以直接測出,難點就在弧形段和矯直段基準(zhǔn)點的測量上,因此測量、調(diào)整模型主要針對弧形段和矯直段。根據(jù)香蕉梁結(jié)構(gòu),建立圖4所示的xoy坐標(biāo)系,O點為切緣線中心點位置,假設(shè)U型座上基準(zhǔn)點理論位置為A點,香蕉梁發(fā)生沉降變形后A點移動到B點(實際測量點位置),則調(diào)整的過程即將實測位置B調(diào)到理論位置A。在圖xoy坐標(biāo)系下以A點為坐標(biāo)原點,切線方向為x軸、徑向方向為y軸建立坐標(biāo)系,如圖4中的mon坐標(biāo)系。對于U型座的調(diào)整,切線方向上加減墊片的量即B點到y(tǒng)軸的距離xb,圓心方向的上的墊片加減量即為B點到x軸的距離yb;對于平座的調(diào)整只需要調(diào)整B點到x軸的距離。
在圖4大坐標(biāo)系xoy和小坐標(biāo)系mon中,利用幾何關(guān)系求得B(xb,yb)到m、n軸的距離[2]:
直線OA的方程為:

A點的切線方程為:

B到直線OA的距離:

B到直線OA切線的距離:

d1、d2為計算出的需要調(diào)整的量,根據(jù)數(shù)值大小通過加減墊片調(diào)整偏差。

圖4 測點變化平面坐標(biāo)示意圖
根據(jù)得到的結(jié)果,將計算公式和數(shù)據(jù)輸入到Excel工作表格中,建立數(shù)據(jù)模型。調(diào)整的大小只與測量點的理論值和實測值有關(guān),因此當(dāng)把測得x、y的值輸入后即可得到需要調(diào)整的具體尺寸大小。根據(jù)所得的調(diào)整尺寸進(jìn)行調(diào)整,基本可以保證一次調(diào)整成功,克服了傳統(tǒng)靠經(jīng)驗多次試調(diào)整的弊端。
3 驗證總結(jié)模型的建立
衡量測量的效果,最為關(guān)鍵的是調(diào)整完成后圓弧半徑是否與理論值接近,以及x、y方向的理論與實測差值。為方便后續(xù)的驗證工作,借助Excel工作表進(jìn)行了總結(jié)匯總,表格中借助函數(shù)關(guān)系,當(dāng)輸入儀器測量的數(shù)據(jù)便可得到x、y方向的偏差和半徑R方向的偏差,有效快速地觀察出測量的效果。
4 應(yīng)用效果
該測量調(diào)整技術(shù)在濟鋼1#連鑄機大中修時得到了應(yīng)用,并進(jìn)一步在2#~5#鑄機上進(jìn)行了運用,都取得了較好的效果。當(dāng)測量調(diào)整好第5段后,借助工裝和專用量具,往兩邊傳遞,操作簡單,不需要過多的反復(fù)操作就可以測出數(shù)據(jù)。借助調(diào)整模型,將測量的數(shù)據(jù)輸入后直接得到要調(diào)整的量,從而克服了傳統(tǒng)的靠經(jīng)驗來反復(fù)調(diào)整的弊端,同時得到的結(jié)果一目了然,更加準(zhǔn)確地判斷測量調(diào)整的效果。整個測量、調(diào)整過程由原來的7 d縮減到3 d,降低了操作人員勞動強度。通過該技術(shù)調(diào)整香蕉梁,數(shù)值達(dá)到了理論值要求。投產(chǎn)后鑄坯的質(zhì)量提升了2%,且1 a內(nèi)從未出現(xiàn)因順弧等和香蕉梁相關(guān)的故障引起的鑄坯質(zhì)量的波動,確保了鑄坯質(zhì)量的穩(wěn)定。
[1]邱玉明,何海平.梅鋼2號連鑄機香蕉座安裝測量實踐[J].機械工程師,2009(12):139-140.
[2]成大先.機械設(shè)計手冊[M].4版.北京:化學(xué)工業(yè)出版社,2002.
TF341.6
B
1004-4620(2014)03-0074-02
2014-04-01
陳全旺,男,1987年生,2009年畢業(yè)于昆明理工大學(xué)機械工程及其自動化專業(yè),2012年畢業(yè)于山東大學(xué)機械設(shè)計制造及自動化專業(yè),碩士。現(xiàn)為濟鋼中厚板廠機動科助理工程師,從事連鑄機、精煉機械設(shè)備的管理工作。
猜你喜歡
計算機應(yīng)用(2022年2期)2022-03-01 12:33:42
計算機應(yīng)用(2022年1期)2022-02-26 06:57:42
計算機應(yīng)用(2021年4期)2021-04-20 14:06:36
計算機應(yīng)用(2021年3期)2021-03-18 13:44:48
計算機應(yīng)用(2021年1期)2021-01-21 03:22:38
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
少兒科學(xué)周刊·兒童版(2016年1期)2016-03-14 03:52:21
