當前管線鋼管研發的幾個熱點問題
2014-01-24 02:37:28王曉香
焊管 2014年4期
關鍵詞:焊縫
王曉香
(中國金屬學會軋鋼分會焊接鋼管學術委員會,河北 青縣062658)
1 超大輸量天然氣管道用管的開發
當前,國際社會對以天然氣為代表的清潔能源的需求依然強勁。由于需要輸送的天然氣流量的增加,對天然氣長輸管道的單管輸量要求也越來越高。代表性的項目是俄羅斯亞馬爾半島氣田外輸管道,即巴甫年科沃—烏恰天然氣管道,在俄羅斯首次采用類似X80的K65鋼,φ1 420 mm,輸送壓力11.8 MPa。巴甫年科沃—烏恰管道系統將建設5~6條管道,設計輸量3 000億m3/a,單管設計輸氣量需達到500億m3/a。
提高天然氣管道輸量的途徑有兩種:一是增大輸送壓力,二是增大管徑。以我國為例,早期天然氣管道的設計壓力僅為4 MPa,陜京一線提高到6.4 MPa,西氣東輸一線又提高到10 MPa。從西氣東輸二線開始,我國西部地區的天然氣干線管道壓力提高到12 MPa。近期某些更大輸量要求的管道也在考慮采用更高的設計壓力。管徑方面,我國早期的天然氣管道的直徑僅有400 mm,陜京一線增大到660 mm,西氣東輸一線又提高到1 016 mm,從西氣東輸二線開始,又提高到了1 219 mm。今后某些更大輸量要求的管道也在考慮采用更大的管徑,如φ1 422 mm。我國具有代表性的天然氣長輸管道主要參數見表1。
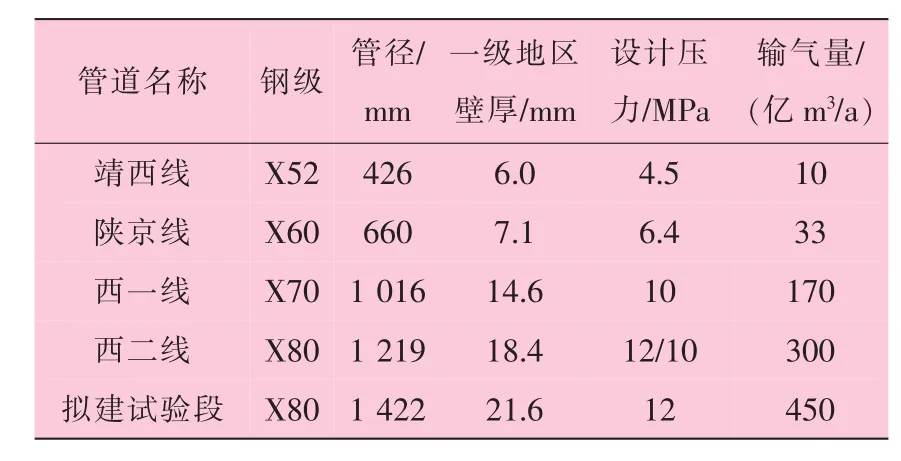
表1 我國幾條代表性天然氣長輸管道的主要參數
由GB 50251—2003《輸氣管道工程設計規范》可知,輸氣管道的流量與壓力是一次方的關系,而與管徑是2.5次方的關系,因此,增大管徑比提高壓力的增輸效果更明顯。在俄羅斯和伊朗,已經大量建設φ1 420 mm的輸氣管道;在北美地區,由于天然氣價格低廉,人工成本相對較高,當管徑達到1 219 mm以后,就不再考慮增大管徑,而是主要依靠提高輸送壓力來提高輸氣量;而在我國,由于引進國外天然氣價格較高并將長期居高不下,提高輸氣壓力造成自耗氣成本的增加對長輸管道的效益有重大影響,采用1 219 mm以上管徑的方案可能在比選時占優。在12 MPa壓力下,φ1 219 mm管道的輸量只能達到300億m3/a,如果要達到400億m3/a以上的輸量,就要采用φ1 422 mm管道。因此,管徑1 422 mm、輸送壓力12 MPa的天然氣管道用管的研發和試驗段的建設已列入中石油 《第三代大輸量天然氣管道關鍵技術研究》重大科技專項中,目前正在實施。
在相同壓力下,增大管徑導致鋼管壁厚成比例增加。由于超大輸量管道往往要經過高寒地區、斷層和地震活動區,鋼管還要滿足低溫韌性和縱向大應變性能要求,在壁厚顯著增加的同時,滿足這些要求更加困難。巴甫年科沃—烏恰管道的壁厚為23.0 mm/27.7 mm/33.4 mm,要求鋼管在-40℃的夏比沖擊功不小于200 J,-20℃的DWTT剪切面積平均值不小于85%。這些指標無疑是代表了當代超大輸量天然氣管道的最高水平。為了確定管道的止裂韌性要求,在俄羅斯進行了17次全尺寸氣體爆破試驗。歐洲鋼管公司、日本和俄羅斯的鋼管廠生產了該管道所用的K65級φ1 420 mm鋼管。巴甫年科沃—烏恰管道的鋼管和鋼板供貨商見表2[1]。
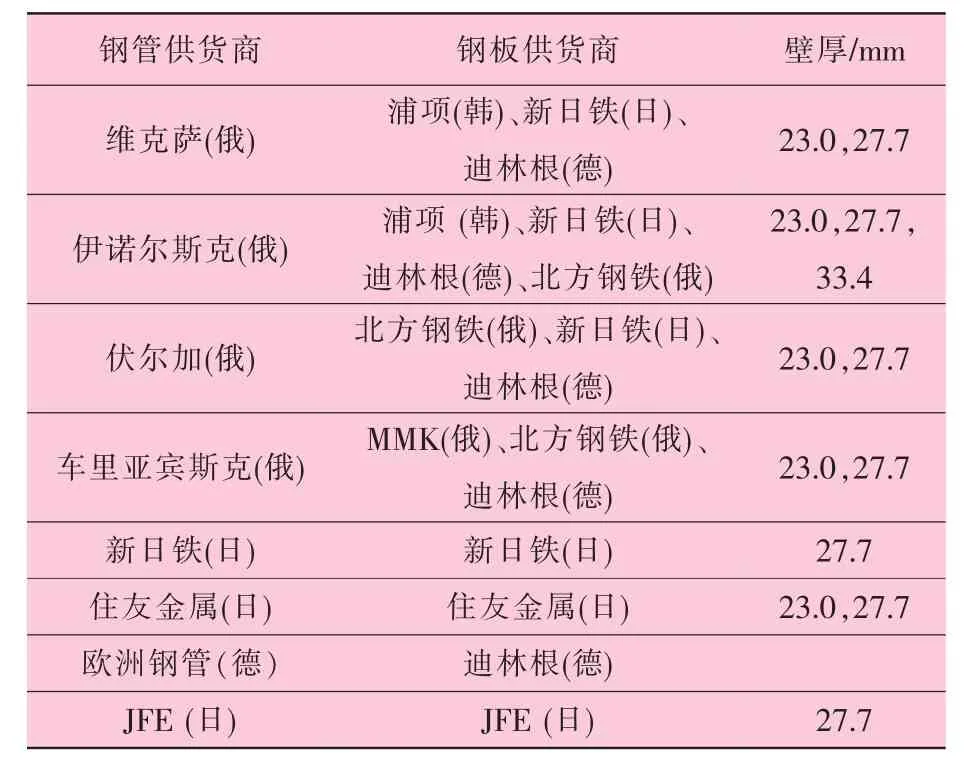
表2 巴甫年科沃—烏恰管道鋼管及鋼板的供貨商
巴甫年科沃—烏恰管道系統的第一條管道已經建成,表明這種鋼管的開發是成功的。遺憾的是,我國的鋼廠和管廠均未能參與其中。我國制管廠也在試制能夠滿足這種低溫韌性要求的K65級φ1 420 mm鋼管,初步試驗結果表明,要達到這種低溫韌性要求有一定難度。由于該管道系統還要建設多條管道,我們今后還有機會參與,但要在鋼管的低溫韌性方面繼續努力。表3是烏恰管道鋼管中幾種典型的化學成分,可供我們在開發時參考。
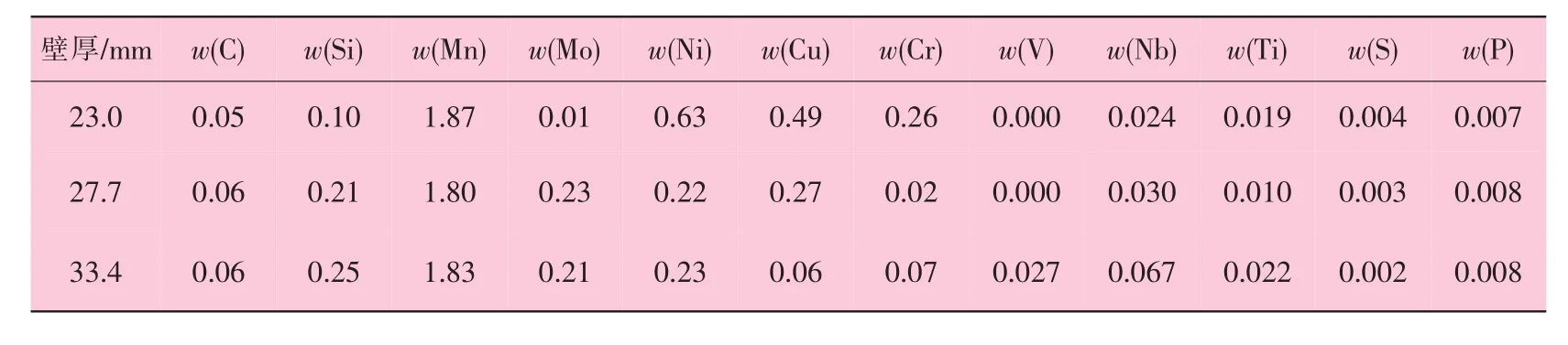
表3 巴甫年科沃—烏恰管道鋼管的典型化學成分 %
歐美地區所建的超大輸量天然氣管道均采用直縫埋弧焊管。螺旋焊管能否在超大輸量天然氣管道中得到應用是一個有待我們解決的問題。以我國擬建的φ1 422 mm試驗段為例,鋼級為X80,壓力為12 MPa,鋼管在一級地區的壁厚將達到21.4 mm,這樣的壁厚對于直縫埋弧焊管不是問題,但對于螺旋焊管則是嚴峻的挑戰。最突出的問題是如何滿足DWTT剪切面積的要求。我國擁有大量的熱軋卷板機組和螺旋焊管機組,為21.4 mm厚X80卷板和螺旋焊管的研發提供了強有力的支撐。滿足DWTT剪切面積的要求需要在卷板軋制時采用大壓縮比和低溫卷取。在精軋機入口厚度受限的情況下,我國的技術人員創造性地挖掘了粗軋機組的能力,實現了大壓縮比軋制,同時充分發揮卷取機的能力,實現了低溫卷取,獲得了滿意的DWTT性能。目前,X80級φ1 422 mm×21.4 mm螺旋焊管的單爐試制已圓滿完成,正在準備進行小批量試制。從已經取得的結果看,我國X80級φ1 422 mm鋼管的開發是完全可能取得成功的,并且能夠填補螺旋焊管在超大輸量天然氣管道上應用的空白。大壁厚X80螺旋焊管能否在未來的超大輸量天然氣管道上獲得實際應用,成本問題是決定性的因素,還需要做出艱苦的努力,克服鋼材合金成本和制管材耗的增加造成的不利影響,使其成本不高于同規格的直縫埋弧焊管,才有可能獲得廣泛應用。
2 超高強度管線鋼管的開發
當前,超高強度管線鋼管的開發似乎有些停滯不前的跡象。每兩年召開一次的加拿大卡爾加里國際管道大會(IPC),是反映世界管線鋼研發成果的風向標,從近幾屆大會發布的論文內容看,涉及X100和X120的論文逐漸減少,特別是有關X120鋼級開發的論文幾乎銷聲匿跡。
2012年IPC關于管材的論文集中在X80鋼上。我國最近建設的幾條天然氣長輸管道如西二線、中貴線、中緬線國內段、西三線和中亞C線等,均采用了X80鋼。美國和英國近期建設的數千千米天然氣長輸管道也主要采用X80鋼。俄羅斯也建設了第一條相當于X80鋼的K65天然氣長輸管道(巴甫年科沃—烏恰管道)。日本也在2011年建設了第一條X80輸氣管道。由于不斷地優化X80管線鋼的成分和軋制工藝,許多鋼廠能夠以非常少的合金成分設計,充分發揮控制軋制和加速冷卻工藝技術的優勢,生產出極具成本優勢的X80管線鋼。而且X80輸氣管道的斷裂控制技術比較成熟,可以采用BTC雙曲線模型進行止裂計算,止裂所需的韌性是現代冶金工業能夠實現的。X80鋼級將在一個相當長的時期內作為天然氣長輸管道的首選鋼級之一。
在未來的天然氣長輸管線上應用強度更高的超高強度管線鋼管,安全性和經濟性是必須考慮的兩個方面。
在超高強度管道的安全性方面,延性斷裂的止裂控制是必須解決的問題。由于有限的幾次X100全尺寸氣體爆破試驗結果離散性很大,采用BTC模型+修正系數的基于夏比能量的方法無法得到合理的止裂韌性數據,因而沒有可用的止裂韌性計算模型。一方面,許多研究者進行了大量的研究,提出了DWTT能量準則、考慮止裂韌性對斷裂速度的相關性、以及要同時考慮鋼管的塑性指標等,但距離解決實際問題還很遙遠;另一方面,所提出的止裂韌性要求往往過高而無法實現。因此,對X100輸氣管線的斷裂控制,比較現實的是研究采用止裂器止裂的技術路線。我國在止裂器的應用研究方面剛剛開始,還有很多工作要做,例如止裂器的設計、復合材料止裂器的壽命問題和止裂器的實物試驗等。
據權威人士分析,雖然X100的開發取得了很大進展,但成本還是很高。在目前狀況下,X100管道的建設成本與X80管道相比,還看不到明顯的經濟效益,考慮到采用X100的風險與挑戰,X100在近期大量應用的可能性不大。
基于我國在X80管線鋼管應用方面的大量經驗和研究成果、X100開發應用進展緩慢以及我國超高強度管線鋼管研發剛剛起步的情況,中石油決定同時開展X90和X100管線鋼的研發,力爭在X90的開發應用上首先取得突破。
關于X90鋼的開發,有兩位國際知名專家的論述值得認真研究。一是ISO TC67/SC216(管線鋼管)工作組會議召集人John Hammond在《高強度管線鋼管標準和規范的開發》一文中指出:“X90是X80和X100強度等級之間一個理想的跨接點”[2]。意大利CSM研究院的Mannucci博士2012年在河北廊坊X90/X100管線鋼工程應用技術研討會上做了“X90是X80的升級版還是X100的降級版?”的報告中指出:“一些最近生產的X80和X100鋼管滿足了X90的要求,它們可被認為實質上是X90”。
根據我國大量生產的數百萬噸X80鋼管力學性能的統計數據分析,可以得到與Mannucci博士相同的結論,特別是有些批次的X80直縫埋弧焊管的強度范圍幾乎完全處于X80與X90的重疊范圍之內,而且夏比沖擊功還相當高(300 J以上)。如南京巨龍鋼管公司批量生產的X80鋼級φ1 219 mm×22.9 mm的 JCOE鋼管,對186根鋼管的強度進行了統計,結果如圖1所示。由圖1可見,除個別鋼管外,絕大多數鋼管的強度范圍都高于X90的下限,處于X80與X90的重疊范圍之內。也就是說,目前的X80鋼管,特別是直縫埋弧焊管,通過挖潛是可以升級到X90的。這樣就可以采用與X80類似的化學成分和軋制工藝,打造X80升級版的X90,而且在焊接性能和成本方面也具有較強的競爭力。
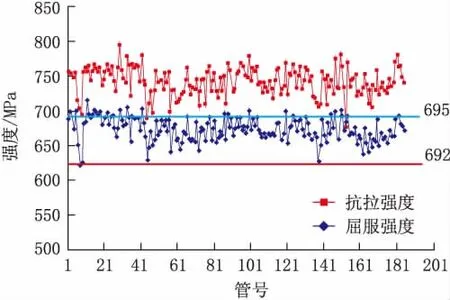
圖1 186根X80直縫埋弧焊管的強度統計數據
但是,目前國內參與X90/X100單爐試制的一些鋼廠,兩種鋼級的試制采用同樣成分的連鑄坯。這樣試制的X90實際上是在打造X100的降級版,此種方法提高了X90的合金含量,不僅使未來X90的成本增加,而且對環縫焊接帶來不利影響。課題組已經注意到這個問題,并把經濟性作為X90開發的主要目標之一,為此需要對原定的技術指標進行調整。如在目前斷裂控制計算方法尚待改進的情況下,原定技術指標中將塑性延伸率作為驗收的判據之一似乎不妥,建議改為信息報告。在板材和管材試制的同時,應加強相關的基礎研究工作,加快鋼管和止裂器的全尺寸爆破試驗。由于今后還有很多試驗工作要做,加快我國自己的爆破試驗場的建設已經提到議事日程,以獲取更多的試驗數據,為斷裂控制理論和方法的完善做出應有的貢獻。
3 螺旋焊管的可持續發展
螺旋焊管的生產方法早在19世紀80年代就已出現。由于當時帶鋼質量和螺旋焊縫質量不盡如人意,螺旋焊管在相當長時間內沒有得到發展。直到1958年德國、英國等國家研究雙面埋弧焊工藝技術,使焊縫質量得到提高后,螺旋焊管在世界范圍內才得到發展[3]。1960年以后,雙面焊接螺旋焊管開始廣泛應用于國民經濟的各個部門。螺旋焊管工業也得到迅速發展。20世紀60年代到70年代,是螺旋焊管的第一次快速發展期。
20世紀70—80年代,由于螺旋焊管工藝落后、技術陳舊、產品質量差等原因,導致油氣輸送管道事故頻發,國外一些石油公司的企業規范中禁止在油氣輸送管道上使用螺旋焊管也是在這一時期[4]。從20世紀70年代起,歐洲油氣工業迅速減少了對螺旋埋弧焊管的應用,新建的油氣管道均轉而采用直縫焊管,螺旋焊管幾乎只用于輸水管道和樁管等鋼結構。這是螺旋焊管的低谷期。
從20世紀90年代初開始,由于歐洲和加拿大的一些鋼管制造廠在螺旋焊管制造技術方面取得了顯著的進步,歐洲的一些天然氣公司已經在一部分高壓輸氣管道上轉而采用螺旋埋弧焊管。進入21世紀以來,螺旋焊管在高壓油氣輸送管道上的應用更是突飛猛進,許多原來不在油氣管道采用螺旋焊管的國家發生了大的轉變,紛紛在天然氣長輸管道上大規模應用螺旋焊管。比較典型的事例是美國近年建設的兩條X80天然氣長輸管道,其螺旋焊管的用量超過了70%;我國的西氣東輸和印度的東氣西輸管道都大量采用螺旋焊管。世界范圍內螺旋焊管機組的建設方興未艾,特別是在美國和印度建設了大量先進的兩步法螺旋焊管機組。當前這一時期是螺旋焊管發展史上最為輝煌的時期,螺旋焊管以其穩定的質量和較低的成本得到大多數國家油氣長輸管道建設業主的青睞,這是深刻吸取歷史教訓、重視質量控制、技術進步和裝備升級的結果。
螺旋焊管不斷搶占原來直縫埋弧焊管的應用領地已是不可阻擋的趨勢。以我國為例,陜京一線建設時,螺旋焊管僅能提供壁厚7.1 mm的產品,而壁厚8.7 mm及11.1 mm規格均需從美國和日本進口UOE鋼管。到了西一線建設時,通過技術改造和裝備更新,可以生產壁厚14.6 mm的X70螺旋焊管,但壁厚17.5 mm以上的鋼管還需全部進口國外的UOE鋼管。在隨后的陜京二線建設中,實現了二級地區厚度17.5 mm的X70熱軋板卷和螺旋焊管的國產化,改變了原來二級地區壁厚17.5 mm鋼管全部采用直縫埋弧焊管的局面,螺旋焊管的使用比例達到70%以上。西二線建設時,實現了厚度18.4 mm的X80熱軋板卷和螺旋焊管的國產化,螺旋焊管的使用比例繼續保持在70%以上,但二級地區壁厚22 mm規格的還只能使用直縫埋弧焊管。當前,中石油的制管企業又向22 mm壁厚規格發起沖擊,壁厚22 mm的螺旋埋弧焊管試制已取得初步成功,可能在西三線中段建設中采用,這將給壁厚22 mm規格的這一直縫埋弧焊管的傳統領地帶來強烈沖擊。
由于螺旋焊管的直徑和壁厚不斷提高,單管質量也在持續增大,以φ1 422 mm×21.6 mm規格為例,12 m長鋼管的質量已接近9 t,如何降低對頭的材耗成為焦點之一。盡管API SPEC 5L允許在成品管中存在對頭焊縫,然而,管道行業對對頭焊縫的接受度還是很低的。為發展統一的可接受的對頭焊縫的檢查和檢驗項目,歐美的管道和制管界特別成立了一個聯合工業項目組(JIP)。成員包括5家著名的管線管制造商和6家著名的管道公司,見表4[5-6]。
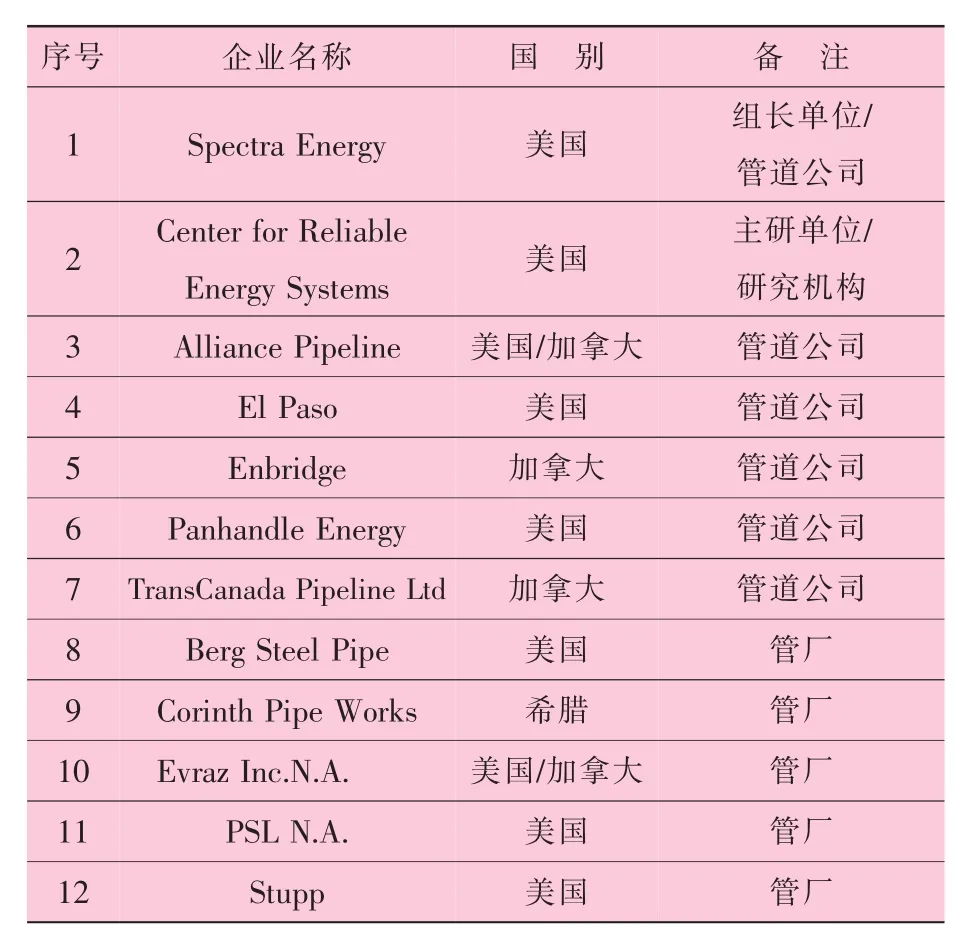
圖4 螺旋焊管對頭焊縫研究項目組的組成
在2012年IPC國際管道大會上,JIP項目組發布了2篇論文,即《螺旋焊管對頭焊縫的服役適用性分析》和《為保證螺旋鋼管中對頭焊縫質量而推薦的檢查和檢驗項目》,介紹了他們的研究成果。結論為“含對頭焊縫的鋼管在靜態載荷和動態載荷的情況下都是安全的。含對頭焊縫的螺旋管只要遵照推薦的程序進行制造、檢查和驗收,我們就認為它能可靠地服役。”項目小組正與API SPEC 5L委員會合作,未來版本的API SPEC 5L中將收錄該小組的一些建議。可以預測,大直徑螺旋焊管的對頭焊縫將逐漸被管道界所接受,螺旋焊管的競爭力將進一步提高。我國也應重視這方面的研究工作。
為了適應超大輸量天然氣管道對更高鋼級、更大管徑、更大壁厚和更高質量焊管的需求,螺旋焊管的技術改造和裝備更新始終沒有間斷。如今,我國已有多套螺旋焊管機組具有生產X80級φ1 422 mm×22 mm焊管的能力,其中相當一部分可采用預精焊工藝生產。多條生產線進行了信息化改造,建立起電子化的質量信息系統,提高了質量保證能力。在更高鋼級、更大管徑和更大壁厚焊管的開發中,都有螺旋焊管機組參與其中。在當前焊管市場高度飽和的情況下,大量新建螺旋焊管機組已不可取,只有重視質量管理、技術進步和新產品開發,特別是預精焊技術的推廣應用,才是螺旋焊管應用領域不斷延伸和擴大、實現可持續發展的最重要的保證。
4 高頻電阻焊管的質量改進
高頻電阻焊管的質量改進也是國際管道界關注的熱點之一。特別是日本新日鐵公司在2012年國際管道大會上連續發表了3篇重量級的論文,即《高頻電阻焊鋼管新型焊接控制方法的發展》、《一種用于生產高焊縫韌性高頻電阻焊管線管的新型焊接狀態光學監測系統的開發》和《等離子體層流保護高頻電阻焊工藝的開發》,比較詳細地介紹了日本制管界為改進高頻電阻焊管質量所做的不懈努力。韓國世亞鋼管公司也介紹了他們開發的基于焊接頻率和火花檢測的最佳焊接熱輸入裝置,可以檢測到肉眼難以察覺的單次火花,提高了焊接質量。
近年來,高頻電阻焊管在我國油氣管道上的應用范圍逐漸擴大,但發生現場水壓泄漏的事故仍時有發生。高頻電阻焊管缺陷的發生機理、檢驗措施和改進方法仍是困擾我國焊管界的問題之一,特別是關于如何實現最佳焊接現象的認識,仍停留在20世紀80年代日本焊管界所透露的1型(冷焊)、2型和3型(過燒)3種焊接現象的基礎上。
新日鐵Toshisuke Fukami等人在IPC會議上介紹了他們更深一步的研究成果:發現了一種完全不同于以前的新型的焊接現象—2′型焊接現象。以前的認識是高頻電阻焊達到2型現象后,如果繼續增大輸入功率,就會過渡到3型—過燒狀態。而新的認識是,達到2型現象后,如果繼續增大輸入功率,經過一段不穩定區間,將會過渡到2′型狀態,再繼續增大輸入功率,才會達到3型狀態。新日鐵的研究表明,2′型焊接時的V形角分為兩級,然后有一段(長度小于30 mm)狹縫區,有利于板邊的充分加熱。因此,2′型的焊接輸入功率的范圍比2型的寬,比2型焊接現象更適合于高頻電阻焊管的制造。1型、2型和2′型焊接現象如圖2所示,熱輸入功率與缺陷面積比之間的關系如圖3所示[7]。
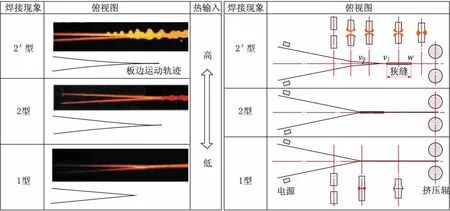
圖2 高頻電阻焊管1型、2型和2′型焊接現象
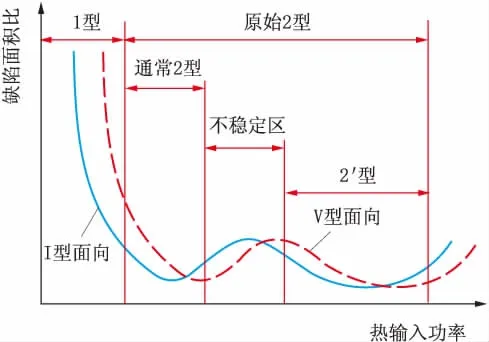
圖3 熱輸入功率與缺陷面積比之間的關系
新日鐵開發了一種新的監控系統[8]。該系統基于遠程攝像和高精度V點探測,采用圖像處理的測溫技術及瞬態阻抗波形的多頻濾波,結合了光學圖像處理和電阻抗測量方法,實現了將焊接條件控制在2′型范圍內的目的,焊接觀測系統配置如圖4所示。
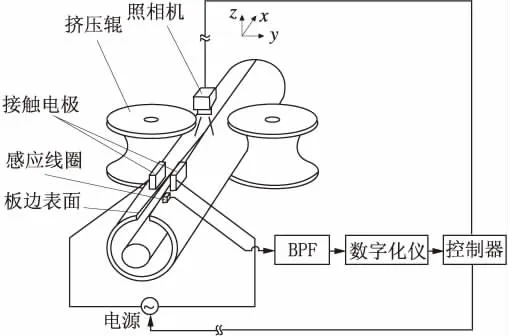
圖4 焊接觀測系統的配置
在高頻電阻焊管的焊縫質量檢驗方面,新日鐵建立了缺陷面積率這一關鍵指標。在433 K試驗溫度下進行焊縫夏比沖擊試驗。在這個測試溫度下,大部分焊縫斷口表面變為延性斷口,而焊縫的缺陷部位變為脆性斷口。焊縫缺陷面積率定義為(過燒缺陷面積+冷焊缺陷面積)/焊縫面積。可接受的焊縫缺陷面積率小于0.05%,這與母材中氧化物夾雜物的比率相當,也就意味著焊縫與母材具有同等的韌性。
為了進一步提高HFW焊管質量,新日鐵還開發出一種層流等離子體保護高頻電阻焊工藝。采用這種新型屏蔽保護技術獲得了焊接缺陷極低和低溫韌性優良的效果。
我國焊管界應認真研究新日鐵發布的這些研究成果,進行深入的聯合研究和開發,使我國HFW焊管的質量得到進一步提高。
5 CCS技術和CO2輸送鋼管的開發
當前,為了減少溫室氣體排放,C捕獲和儲存技術(carbon capture and storage, CCS)正日益得到重視和發展。目前國際上已經對CO2的捕獲和儲存進行了大量的研究工作,在歐美、中東地區建設了許多CCS系統,其中的8個大規模項目可以儲存2 300萬t的CO2,到2015年還有8個大項目建成,儲存量將超過3 500萬t。發電量達275 MW或更多帶有CCS的發電項目已經在全世界進行推薦[9]。
在美國,管道工業界已有超過40年的設計、建設和運營CO2管道的經驗。美國西德克薩斯州的峽谷礁管道系統(Canyon Reef Carriers pipeline system)是第一條陸上CO2管道,1972年開始試運行。在北美有超過6 611 km(4 111 ft)的高壓CO2管道,這些管道大都在美國[10],也有一部分在加拿大,絕大多數與提高原油采收率相關。此外,歐洲和中東也建設了CO2管道。
表5給出了國際上一些已建成的CO2管道項目情況。
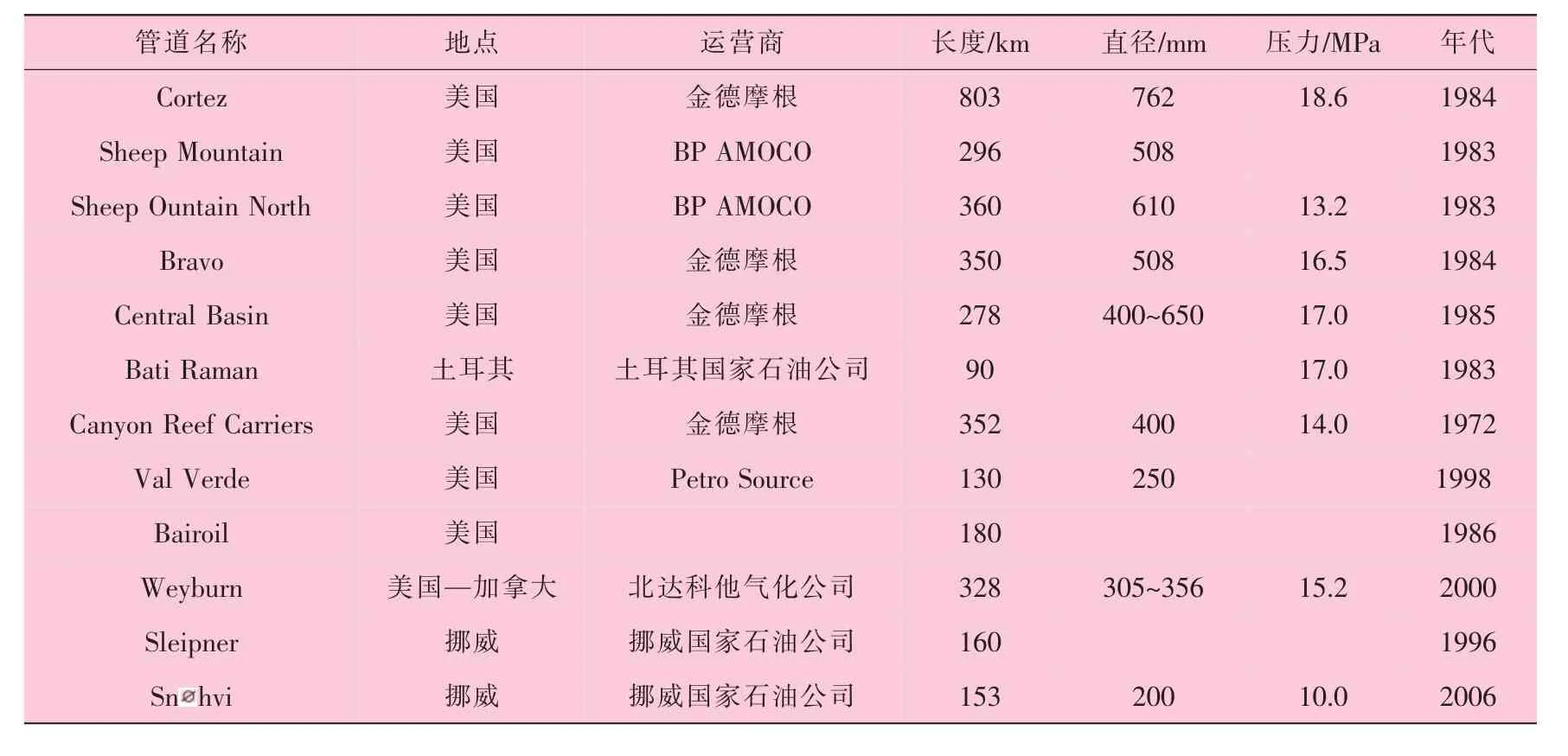
表5 國際上已建的CO2長輸管道主要參數
當前,CCS是節能減排的熱點之一。由于C排放交易制度的逐漸完善,給CCS帶來了巨大的驅動力。據全球CCS狀況研究所的報告[11],到2015年,歐洲最多有12個CCS應用旗艦示范項目。為了實現全球平均溫度上升不超過2℃的目標,到2020年運行的項目必須增加到130個。全球CCS研究院正在評估的項目有數百個,包括中國已經有一些C捕集的確定項目進行了前期工作(大慶、東營、吉林、山西和神華等項目)。2011年,中國政府首次宣布在中國大力支持CCS的開發和推廣,并表明為CCS提供更多財政與政策支持。中國是世界擁有CCS試點項目最多的國家之一,這些項目中的某些項目已經開始運行。2012年5月,全球CCS研究院報道的中國大型項目數量為6個,這一數字將繼續增加。大部分計劃的大型項目由國有電力、煤炭和石油企業推動,主要為電廠和煤化工廠燃燒前捕集。在封存方面,關注重點仍為如何對CO2進行商業應用以增加收入來源。從2006年起,中國就開始利用CO2來提高石油采收率(EOR),而且大多數計劃的大型項目也將EOR作為他們優先選擇的封存方案。目前,已經有兩個銷售食品級CO2(利用CO2進行食品與飲料生產)的燃燒后捕獲試點項目正在運行[12]。
CO2管道的設計也涉及斷裂控制問題。20世紀70年代首次發現CO2管道存在出現較長延性斷裂的可能性。CO2的減壓行為與典型的天然氣管道的減壓行為可能有所不同,CO2管道一旦破裂,其爆破口可能有不同的形態,有些與液體管道破裂相似,有些則與天然氣管道破裂相似,CO2管道爆破試驗的爆口形貌如圖5所示[7]。

圖5 CO2管道爆破試驗的爆口形貌
在2010年和2012年的國際管道會議,以及2013年比利時國際管道技術會議上,都發布了多篇關于CO2輸送管道的研究文章。介紹了在中東的阿布扎比和歐洲的英國開展CCS和CO2輸送管道研究的情況[13-15],重點介紹了對CO2減壓行為和斷裂控制技術的研究。英國國家電網正在進行一項研發計劃,目的是為在英國設計、建設和運營CO2輸送管道的安全性研發提供支持。為此,英國國家電網聯合一些研究單位和GL Noble Denton的Spadeadam試驗場,進行了34次激波管試驗和3次West Jefferson試驗,為采用密相富CO2混合物對φ914 mm×25.4 mm,L450管線管進行全尺寸爆破試驗做準備。
CCS在全球的發展勢不可擋,我國應積極參與國際CCS項目用管的研究開發,對C捕獲用CO2輸送管道的有關問題進行前期研究。如CO2輸送管道的斷裂控制問題,可以借鑒輸氣管道的斷裂控制理論和某些結論進行更深入的研究,有條件時也應開展對CO2輸送管道的實物爆破研究。
關于CO2輸送管道用管的要求,國外已經進行了大量的研究工作,主要經驗有:經脫水凈化后的CO2可以采用碳錳鋼管輸送,宜采用高壓輸送,輸送壓力一般為13.2~18.6 MPa。例如阿布扎比項目為24.5 MPa;一般多為中等直徑(300~762 mm),但壁厚較大(一般超過20 mm),鋼級可為X60/X65;一般采用外防腐,不考慮內防腐。CO2輸送管道用管可能成為制管企業今后潛在的市場。因此,制管企業應未雨綢繆,積極了解其技術要求和進展情況,進行前期開發。
6 結 語
以上是筆者對當前管線鋼管的幾個熱點問題的思考和淺見。隨著油氣開發和節能減排事業的發展,以及對管線鋼管性能和質量要求的不斷提高,新的熱點問題會不斷出現,這些熱點問題的解決既是挑戰也是難得的市場機遇。特別是厚壁螺旋焊管的對頭焊和高頻電阻焊管的質量改進將對這些產品的應用產生深遠的影響。管線鋼管制造企業應通過深入細致的研究,不斷進行裝備升級和技術更新,提升適應新市場需求的能力,不斷推進管線鋼管的技術進步。
[1]RUSAKOVA V V,LOBANOVAT P,ARABEY A B.Develop and Application of High Strength Linepipe for Gazprom Gas Trunkline[C]//25th World Gas Conference.Malysia,Kuala Lumpur:25th World Gas Conference,2012:1-8.
[2]HAMMOND J.高強度管線鋼管標準和規范的開發:石油天然氣管道工程技術及微合金化鋼[M].北京:冶金工業出版社,2007:27-39.
[3]李鶴林.中國焊管五十年[M].西安:陜西科學技術出版社,2008:13.
[4]黃志潛.石油天然氣管道輸送技術、材料與裝備(第1卷)[M].西安:陜西科學技術出版社,2006:164.
[5]王永毅,LIU M,RAPP S.螺旋焊管對頭焊縫的服役適用性分析[C]//IPC 2012論文集.加拿大,卡爾加里:[s.n.],2012:1-9.
[6]王永毅,LIU M,RAPP S.為保證螺旋鋼管中對頭焊縫質量而推薦的檢查和檢驗項目[C]//IPC2012論文集.加拿大,卡爾加里:[s.n.],2012:1-8.
[7]TOSHISUKE FUKAMI,NOBUO MIZUHASHI,NOBORU HASEGAWA.高頻電阻焊鋼管新型焊接控制方法的展—展—先進的HF-ERW焊接工藝之一[C]//IPC2012論文集.加拿大,卡爾加里:[s.n.],2012:1-9.
[8]NOBORUHASEGAWA,HIDEKIHAMATANI,NOBUOMIZUHASHI.一種用于生產高焊縫韌性高頻電阻焊管線管的新型焊接狀態光學監測系統的開發—先進的HFERW焊接工藝之二[C]//IPC2012論文集.加拿大,卡爾加里:[s.n.],2012:1-9.
[9]王曉香.開發鋼管新產品 應對管道建設的挑戰[J].焊管,2013,36(增刊 1):3-9.
[10]GLOBALCCSINSTITUTE.TheGlobalStatusofCCS—2012[EP/OL].http://www.globalccsinstitute.com.
[11]HIDEKI HAMATANI,FUMINORI WATANABE,NOBUO MIZUHASHI.等離子體層流保護高頻電阻焊工藝的開發—先進高頻焊接工藝之三 [C]//IPC2012論文集.加拿大,卡爾加里:[s.n.],2012:1-8.
[12]全球 CCS研究院.CCS在中國[EP/OL].http://www.globalccsinstitute.com/zh/ccs-in-China.
[13]COSHAM A,JONES D G,ARMSTRONG K.The Decompression Behaviour of Carbon Dioxide in The Dense Phase[C]//IPC2012 論文集.加拿大,卡爾加里:[s.n.],2012:1-17.
[14]COSHAM A,JONES D G,ARMSTRONG K.Ruptures in Gas Pipelines,Liquid Pipelines andDense Phase Carbon Dioxide Pipelines[C]//IPC2012論文集.加拿大,卡爾加里:[s.n.],2012:1-17.
[15]KING G G,KUMAR S.Designing CO2Transmission Pipelines Without Crack Arrestors[C]//IPC2010論文集.加拿大,卡爾加里:[s.n.],2010:1-12.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
