大跨度橋梁用WNQ570鋼的氣體保護焊接性能研究
2014-03-06 07:36:30牛全峰
焊管 2014年4期
牛全峰
(恩施職業技術學院 電氣與機械工程系,湖北 恩施445000)
0 前 言
在橋梁建造中,氣體保護焊是箱型結構打底焊縫焊接采用的主要焊接方法之一,要求氣保焊焊接接頭必須具有優良的接頭性能,達到橋梁建設用鋼材結構的力學性能要求,這就需要事先對焊材與母材的匹配進行氣保焊接性能試驗驗證。本研究主要針對武鋼生產的大跨度橋梁用WNQ570鋼兩種交貨狀態下3種規格鋼板進行手工對接焊性能試驗,驗證WNQ570鋼匹配WER60和WER70N兩種氣體保護焊絲的接頭力學性能。
1 焊接材料及焊接工藝
本試驗采用武鋼自主研發的WER70N和WER60耐候焊絲匹配WNQ570鋼進行氣體保護焊接,焊絲直徑1.2 mm,焊接坡口為X形坡口,坡口角度60°,鈍邊2 mm。焊接試驗規范見表1。
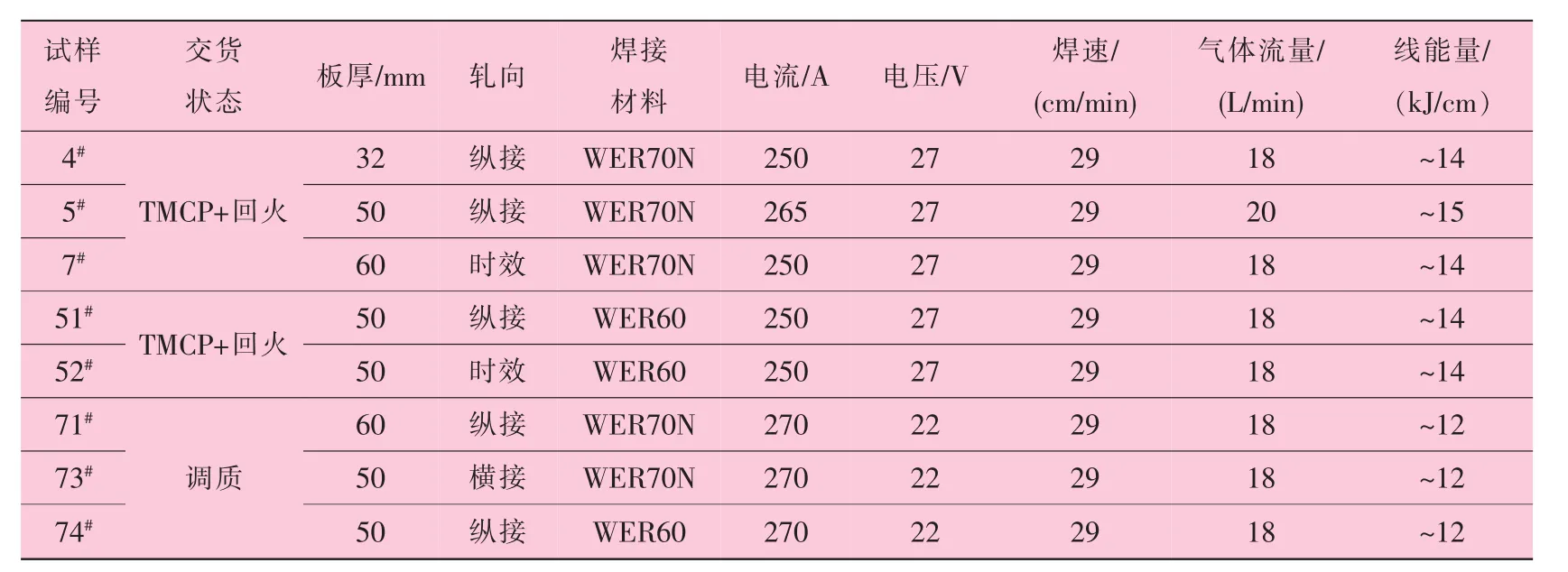
表1 WNQ570鋼氣體保護焊接試驗規范
2 氣體保護焊接試驗結果
2.1 氣體保護焊接接頭力學性能
焊接接頭力學性能試驗結果見表2,沖擊試驗結果如圖1所示,硬度試驗結果如圖2~圖5所示。
從表2可以看出,全焊縫最低抗拉強度為635 MPa,接頭冷彎和側彎均完好,接頭金屬塑性優良。

表2 氣體保護焊接接頭力學性能試驗結果

圖1 兩種氣保護焊絲焊接接頭沖擊試驗結果
從圖1可以看出,焊縫-40℃平均沖擊功達到103~141 J,熔合線-40℃平均沖擊功達到164~196 J,熱影響區-40℃平均沖擊功達到140~202 J,接頭沖擊性能優良。

圖2 4#試樣不同位置硬度試驗結果
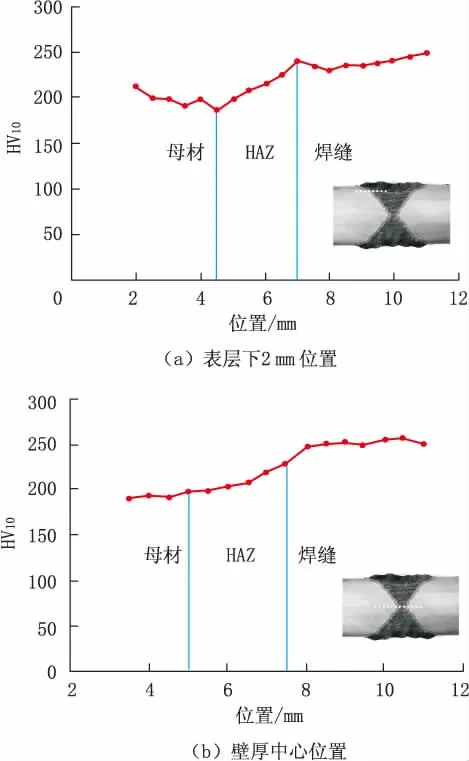
圖3 71#試樣不同位置硬度試驗結果
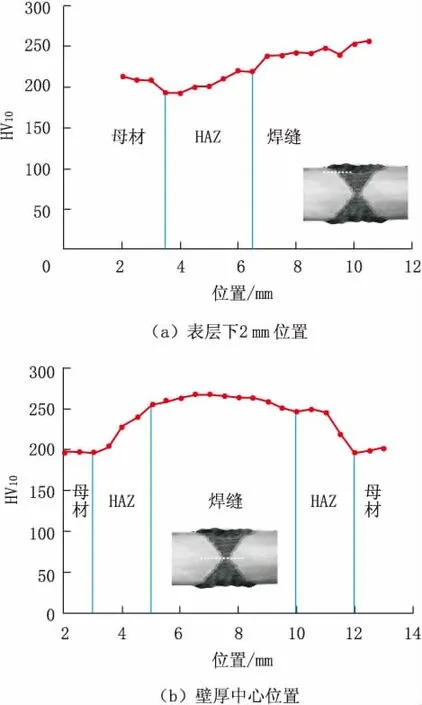
圖4 73#試樣不同位置硬度試驗結果
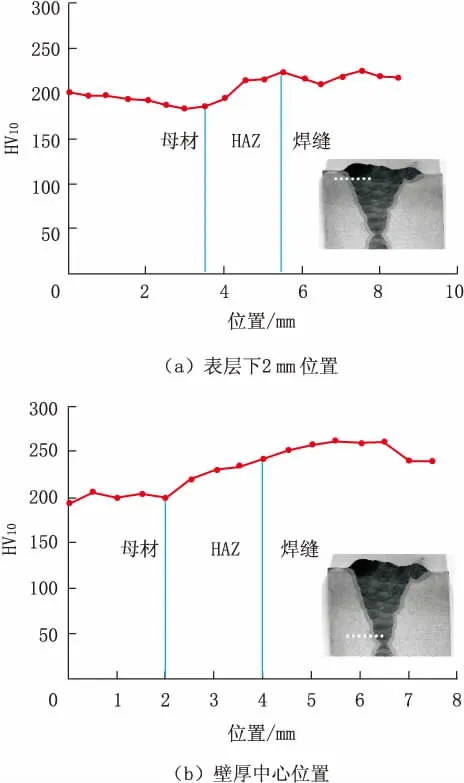
圖5 74#試樣不同位置硬度試驗結果
從圖2~圖5兩種交貨狀態下氣體保護焊接接頭硬度試驗結果可以看出,采用兩種焊絲匹配WNQ570鋼3種規格鋼板,焊縫表層與中心全斷面焊縫HV10均小于250,符合橋梁鋼焊接性能硬度要求。
2.2 氣體保護焊焊接頭金相組織
氣體保護焊接接頭各區組織如圖6所示。

圖6 氣保焊接頭各區金相組織
氣體保護焊接接頭組織分析表明,焊縫組織為先共析鐵素體+針狀鐵素體,過熱區組織主要為貝氏體。從WNQ570鋼3種規格板氣體保護焊焊縫全斷面宏觀組織可知,采用的氣體保護焊接工藝是合理的,焊縫無未熔透和氣孔等缺陷。
2.3 氣體保護焊接頭時效試驗
氣體保護焊接頭時效試驗按照GB 2655《焊接接頭應變時效敏感性試驗方法》進行,時效沖擊試驗結果見表3。
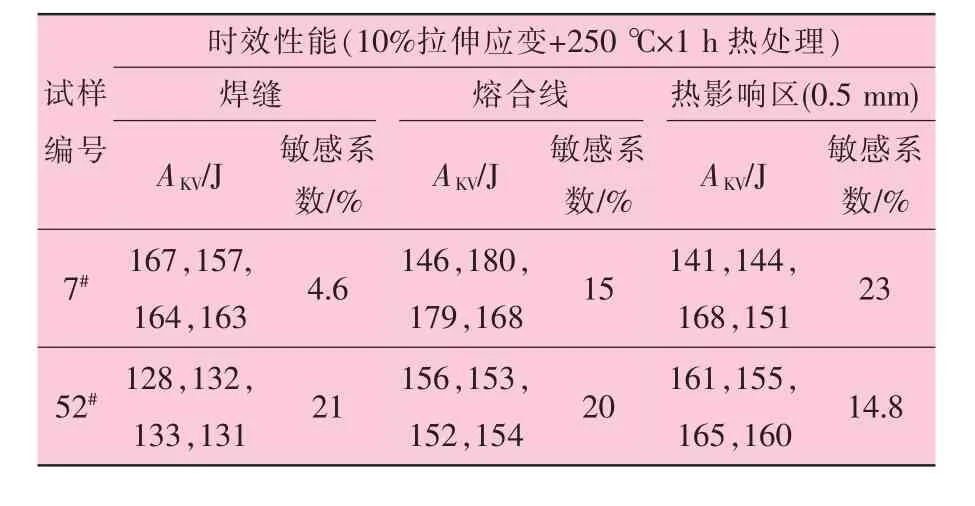
表3 氣體保護焊接頭時效沖擊試驗結果(板厚 50~60 mm)
從表3可看出,兩個爐批號的兩種焊絲與兩種規格鋼板匹配的氣體保護焊接頭具有優良的時效性能,接頭3個區域具有較低的時效敏感系數。
2.4 氣體保護焊接頭系列沖擊試驗
氣體保護焊接頭焊接材料采用WER70N,焊絲直徑1.2 mm,板厚32 mm和50 mm,焊接線能量14~15 kJ/cm。接頭3個區域系列沖擊試驗結果如圖7所示,WER70N焊絲匹配兩種規格板接頭3個區域1/2上平臺能轉變溫度見表4。
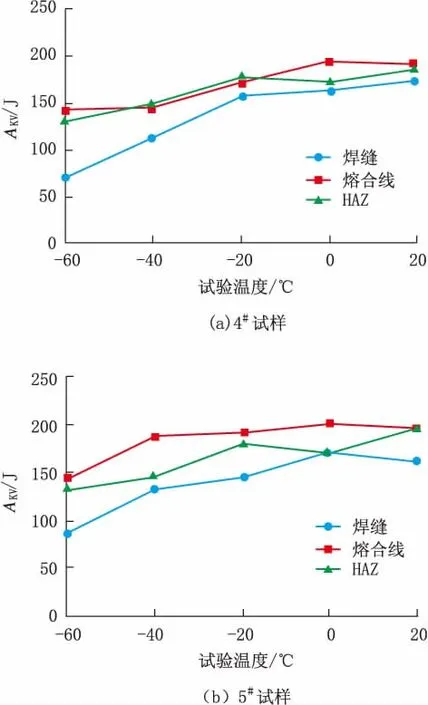
圖7 氣保焊系列溫度沖擊試驗結果
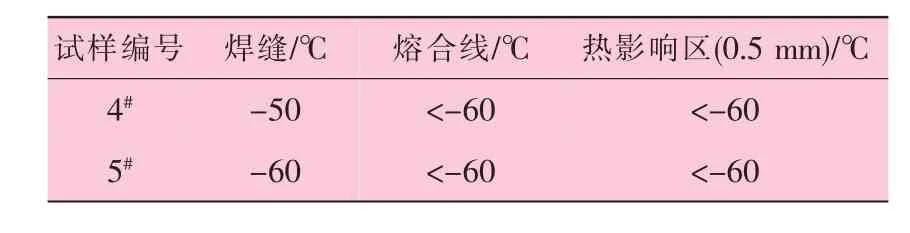
表4 氣體保護焊接頭3個區域1/2上平臺能轉變溫度
從圖7和表4可以看出,氣體保護焊接頭沖擊功轉變溫度都在-40℃以下,轉變溫度較低,表明沖擊性能優良。
3 結 論
(1)采用WER60和WER70N兩種氣體保護焊絲匹配WNQ570鋼兩種交貨狀態3種規格鋼板進行焊接試驗。結果表明,接頭抗拉強度和冷彎性能優良。焊縫-40℃平均沖擊功達到103~141 J,熔合線-40℃平均沖擊功達到164~196 J,熱影響區-40℃平均沖擊功達到140~202 J。焊縫表層與中心全斷面焊縫HV10均小于250,接頭三區具有較低的時效敏感系數及較高的低溫沖擊韌性。
(2)氣體保護焊接頭過熱區主要為貝氏體組織,焊縫金屬主要為細小的針狀鐵素體組織,先共析鐵素體組織較少,從而使焊縫有優良的低溫沖擊韌性。
[1]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2008.
[2]崔忠圻.金屬與熱處理原理[M].北京:機械工業出版社,2000.
[3]陳永勇.工廠常用鋼鐵的金相組織[M].北京:機械工業出版社,2008.
[4]SHINH S,LEEH M,KIMMS.ImpactTensileBehaviorof9%Nickel Steel at Low Temperature[J].International of Impact Engineering,2000(24):571-581.
[5]賈坤寧.高強度橋梁鋼焊接性的研究[D].沈陽:東北大學,2008.
[6]繆凱,胡因洪,牟文廣.WNQ690低屈強比橋梁鋼復合焊接工藝研究[J].武漢工程職業技術學院學報,2013(02):5-7.
[7]繆凱,牟文廣,胡因洪.WNQ570鋼超厚板手工焊性能研究[J].武鋼技術,2013(03):25-27.
[8]王立.高強度橋梁鋼Q460q焊接性能研究[D].長春:長春工業大學,2010.
[9]繆凱,黃治軍,牟文廣,等.高性能WNQ570橋梁鋼厚板熔透角接試驗研究[J].鋼鐵研究,2010(02):17-19.
[10]賈坤寧,王海東,姜秋月.高強度橋梁鋼焊接接頭疲勞性能的研究[J].金屬熱處理,2009(04):37-39.
[11]劉艷萍.焊接橋梁鋼疲勞裂紋擴展行為研究[D].武漢:華中科技大學,2010.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
湖南教育·A版(2019年4期)2019-05-10 03:31:44
小學生學習指導(低年級)(2019年4期)2019-04-22 03:28:24
制造技術與機床(2018年12期)2018-12-23 02:40:58
中國公路(2017年11期)2017-07-31 17:56:30
中國公路(2017年10期)2017-07-21 14:02:37
制造業自動化(2017年2期)2017-03-20 14:26:13
山東工業技術(2016年15期)2016-12-01 05:31:04
