X80大壁厚螺旋埋弧焊管外焊坡口角度研究
2014-01-23 08:00:52魏耀華鄭青昊謝玉峰劉晶晶王林林王寅杰
焊管 2014年7期
關鍵詞:焊縫
王 洋,魏耀華,鄭青昊,謝玉峰,劉晶晶,王林林,王寅杰
(1.渤海石油裝備華油鋼管有限公司,河北 青縣 062658;2.渤海石油裝備新疆鋼管有限公司,烏魯木齊830022)
0 前 言
隨著石油和天然氣等能源的不斷開發,特別是以西氣東輸工程為標志的天然氣管網建設,對油氣輸送鋼管的需求達到了前所未有的高峰[1]。高壓、長距離、大直徑油氣管道建設的快速發展,對螺旋埋弧焊管焊縫的質量要求也在不斷提高,不僅要具有良好的焊縫形貌和較少的內在缺陷,優質的理化性能已成為行業內部競爭的重要手段。
為確保輸送安全,目前國際上均采用高強度鋼做為輸送管線用鋼。在管體壁厚方面,由于長距離輸送,特別是海底輸送管線,因受海水壓力、沖擊力、彎曲力等影響易出現壓扁現象。因此,輸送管線用管的壁厚也在不斷增大[2]。而大壁厚鋼管焊接時必然導致熱輸入量增加,焊縫和熱影響區組織粗化,沖擊韌性隨之降低。因此,對管線鋼焊接接頭沖擊韌性的研究及探索,是保證管線鋼焊后質量的重要課題,具有很好的工程背景和應用價值[3]。生產大壁厚螺旋埋弧焊管時,為保證內外焊道的熔深、減小焊縫余高以及焊縫力學性能滿足標準要求,一般均采取鋼板邊緣開Y形或X形坡口后進行埋弧焊接。選擇合理的坡口形式是提高螺旋埋弧焊鋼管焊接質量的關鍵[4]。本研究通過對不同內外焊坡口角度的X80M鋼級22 mm壁厚鋼板的焊接試驗,并對焊縫及熱影響區進行了金相、硬度和沖擊性能試驗,分析了該規格螺旋埋弧焊管生產的最佳內外焊坡口參數,以指導生產。
1 試驗方案
1.1 母材
母材為國產X80M鋼級的22 mm×1 550 mm熱軋卷板,其主要性能見表1~表3。除此之外,導向彎曲試驗彎芯直徑220 mm,試驗結果為合格;0℃時DWTT試驗的剪切面積的100%。

表1 X80M鋼母材化學成分%

表2 X80M母材拉伸試驗結果

表3 X80M母材-10℃沖擊試驗結果
1.2 焊材
焊絲采用管線鋼專用H08C焊絲。焊劑采用管線鋼專用SJ101G焊劑。
1.3 坡口形式
坡口采用機械加工,焊前用不銹鋼絲輪對坡口進行打磨[5]。試驗時其余焊接條件不變,以外焊坡口角度變化進行取樣,對5組試樣進行先內焊后外焊的埋弧焊接,外焊坡口角度按照表4的順序依次編號1#~5#,并對焊縫進行外觀和無損檢測,將檢測合格的焊縫段制取試樣進行力學性能試驗,以尋求外焊坡口寬度與螺旋埋弧焊管焊縫形貌及力學性能的關系。

表4 試板坡口形式
1.4 試驗焊接工藝選定
內、外焊均采用雙絲埋弧焊接。前絲直徑4.0 mm,電源為直流反接;后絲直徑4.0 mm,電源為交流。焊接規范如下:內焊前絲,電流950 A、電壓34~36 V;后絲電流500 A、電壓39~41 V。外焊前絲,電流1 100 A、電壓34~36 V;后絲電流500 A、電壓39~41 V。焊接速度:1.1 m/min。
2 試驗過程及結果分析
檢驗和試驗的評判標準為 《OD 1 219 mm×22.0 mm X80螺旋縫埋弧焊管技術條件》。對每個試件首先進行外觀檢查,檢查內容包括內外焊縫余高、焊縫寬度,焊縫是否有咬邊、偏流等外觀缺陷;然后對每個試件進行全焊縫手動超聲波探傷檢查[6]。在檢測合格的焊縫上制取宏觀檢測試樣、力學性能試驗試樣等各種試樣。
2.1 外觀檢驗結果
對各試樣進行焊縫外觀檢驗,結果見表5。

表5 焊縫外觀檢驗結果
由表5可以看出,隨著外焊坡口角度的增加,外焊縫高度從2.3 mm左右降低到1.0 mm左右,下降比較明顯,外焊寬度略有增加。
2.2 宏觀檢驗和維氏硬度檢驗
對各試塊進行焊縫形貌宏觀檢驗后,對焊縫和熱影響區進行維氏硬度檢驗,維氏硬度測量位置如圖1所示。

圖1 維氏硬度測量位置示意圖
宏觀檢驗結果(見圖2)表明,隨著坡口角度的增加,焊道填充空間擴展,焊縫余高明顯降低。同時熔深、熔寬尺寸隨之增加,焊縫與母材之間的過渡角增大,焊趾形貌改善。但坡口角度過大時,容易引起焊道填充不足、焊縫低于母材及焊縫邊緣咬邊等焊接缺陷[6](4#外焊坡口100°試件由于填充金屬不足外焊縫整體咬邊較多)。

圖2 各試件宏觀檢驗結果
維氏硬度檢驗結果 (見表6)表明,各試塊焊縫和熱影響區同一檢測位置硬度值沒有明顯差異,外焊坡口大小改變對維氏硬度的影響并不明顯。

表6 各試件維氏硬度試驗情況
2.3 沖擊試驗
沖擊性能試驗結果 (見表7)表明,外焊坡口角度增減,焊縫沖擊韌性略有提高,熱影響區沖擊韌性變化不明顯 (見圖3和圖4),使用復合坡口(5#)與 X 形坡口(1#~4#)試樣的焊縫和熱區沖擊值對比并沒有明顯提高。存在這種關系有以下原因。

表7 各試件沖擊韌性結果

圖3 不同坡口角度-10℃沖擊功分布圖
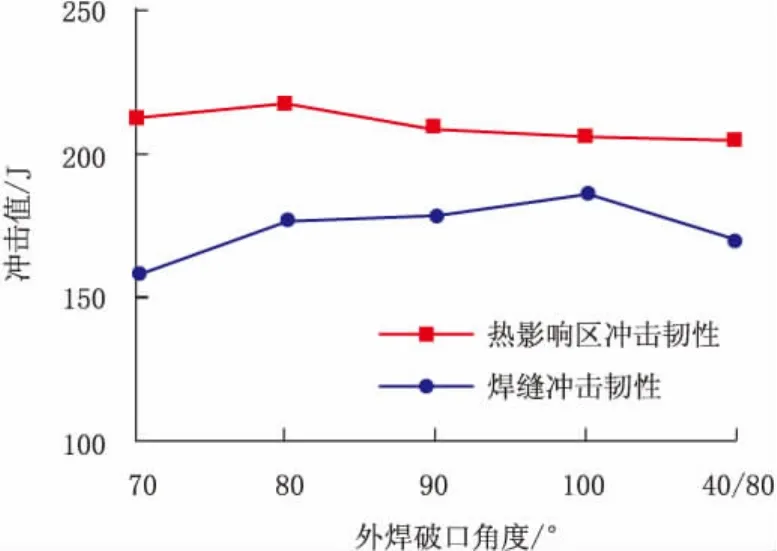
圖4 不同坡口角度-20℃沖擊功分布圖
(1)對于焊縫沖擊試驗而言,隨著外焊坡口角度增加,焊縫外焊道的填充金屬相應增加,焊材中的Al,Ti,Mo,Nb和Ni等形成高熔點化合物,在焊縫金屬結晶過程中成為形核點,促進焊縫中針狀鐵素體形核,起到了細化晶粒的作用,從而對焊縫沖擊韌性起到了提高作用。同時焊縫在冷卻過程中的冷卻速度對針狀鐵素體的晶粒大小也有一定影響,冷卻快時焊縫金屬可得到更多的針狀鐵素體[7],焊縫晶粒細化,韌性提高。
(2)對熱影響區沖擊試驗而言,由于試驗壁厚較厚,外坡口角度變化對于熱影響區取樣位置幾乎沒有多少變化,因此沖擊韌性幾乎不變。
3 結 論
(1)隨著坡口角度的增加,焊道填充空間擴展,焊縫余高明顯降低。同時,熔深、熔寬尺寸隨之增加,焊縫與母材之間的過渡角增大,焊趾形貌改善。但坡口角度過大時(尤其在深度同時較大時),容易引起焊道填充不足、焊縫低于母材及焊縫邊緣咬邊等焊接缺陷。因此,焊接規范一旦確定,要控制焊縫的形貌,就必須控制坡口的形狀[8]。
(2)外焊坡口角度對大壁厚高鋼級螺旋埋弧焊鋼管焊縫維氏硬度影響不明顯[9]。
(3)外焊坡口角度對大壁厚高鋼級螺旋埋弧焊鋼管焊縫沖擊韌性影響較明顯,隨著外焊坡口角度的增加焊縫韌性略有提高,熱影響區韌性幾乎不變。
(4)使用復合坡口(5#)對大壁厚高鋼級螺旋埋弧焊鋼管的焊縫形貌和性能并未得到很好地改善,且在生產線上坡口尺寸均勻性控制難度大,實用性不如X形焊接坡口。
(5)X80級22 mm壁厚螺旋埋弧焊管生產時為同時保證焊縫韌性和外焊縫形貌,宜選擇的外焊坡口角度范圍為 80°~90°。
(6)在螺旋埋弧焊管生產中,生產前進行銑削工藝、焊接工藝理論計算,制定出合理的帶鋼銑削工藝、焊接工藝是十分重要的,它可以大大減少在生產線上的試驗次數,降低生產過程中原材料的浪費[10]。
[1]王曉香.我國焊管業的現狀及發展方向[J].鋼管,2007,36(06):12-18.
[2]解培成,侯占森,于文光.大直徑螺旋埋弧焊管在長輸管線上應用的前景[J].鞍山鋼鐵學院學報,2002,25(04):273-279.
[3]張建勛.金屬焊接性能的不均勻性及其尺度效應研究[J].電焊機,2009,39(01):24-28.
[4]劉速志.壓力容器焊接接頭設計[J].焊接技術,2005,34(03):60-61.
[5]陳俊強,周世鋒,白凌云,等.坡口角度對TCS不銹鋼焊接接頭組織及力學性能的影響[J].焊接,2008(06):49-52.
[6]趙煒.螺旋埋弧焊管焊縫形貌控制方法研究[D].西安石油大學,2010.
[7]周振豐,張文鉞.焊接冶金與金屬焊接性[M].北京:機械工業出版社,1988.
[8]黎劍鋒.鋼管直縫埋弧焊焊接規范對焊縫形狀的影響[J].鋼管,2002,31(04):33-36.
[9]田均平.埋弧雙絲焊工藝參數對焊縫成型的影響[D].西安石油大學,2009.
[10]劉洪飛.螺旋焊管帶鋼邊緣銑削形狀與焊接工藝的匹配[J].焊管,2007,30(04):61-68.
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07