TIG 焊接不銹鋼管工藝對(duì)焊縫質(zhì)量的影響
2014-01-23 08:00:50陳茂軍靳全勝
焊管 2014年7期
陳茂軍,靳全勝
(西安航空職業(yè)技術(shù)學(xué)院,西安 710089)
不銹鋼鋼管是一種經(jīng)濟(jì)型端面鋼材,具有較高的抗彎強(qiáng)度和抗拉強(qiáng)度,質(zhì)量輕、耐腐蝕性好,廣泛用于石油、化工、醫(yī)療、機(jī)械儀表等工業(yè)輸送管道以及機(jī)械結(jié)構(gòu)部件之中;在折彎、抗扭強(qiáng)度相同時(shí),因其質(zhì)量較輕,也廣泛應(yīng)用于制造機(jī)械零件和工程結(jié)構(gòu)[1-7]。以H03Cr22Ni8Mo3N不銹鋼管為原料,分別用兩組不同的工藝參數(shù)進(jìn)行TIG焊接,焊后對(duì)不同工藝參數(shù)的焊縫進(jìn)行質(zhì)量分析對(duì)比,得出合理的焊接工藝參數(shù)。
1 試驗(yàn)方法
1.1 試驗(yàn)材料
焊接用H03Cr22Ni8Mo3N化學(xué)成分見表1,鋼管的規(guī)格φ114mm×5mm。
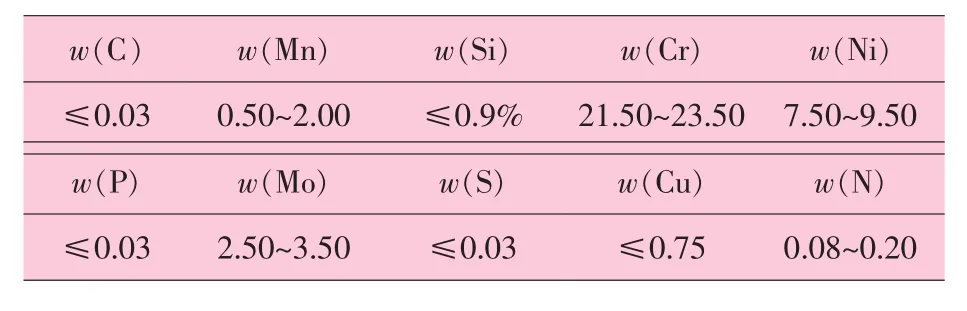
表1 H03Cr22Ni8Mo3N焊管母材的化學(xué)成分 %
1.2 焊接前的準(zhǔn)備
焊前應(yīng)將焊絲放于木板上或木箱內(nèi),置于干燥處,焊前須用丙酮擦拭干凈;不銹鋼管開V形坡口,坡口內(nèi)外兩側(cè)各20 mm范圍表面的油污、氧化皮應(yīng)清除干凈,保持潔凈[8]。再用硬度紙板分別堵住待焊管件兩端,用細(xì)軟管通入氬氣對(duì)管件內(nèi)壁進(jìn)行保護(hù),焊接試件的結(jié)構(gòu)如圖1所示。
共制備4個(gè)試件,分A組和B組(每組兩個(gè)試件)。焊接前對(duì)每組試件點(diǎn)焊2~3個(gè)點(diǎn),并固定工件。提前2~5 min給管件內(nèi)部通入氬氣[9],使管件內(nèi)部的空氣基本排出。
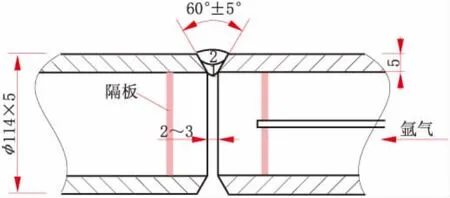
圖1 不銹鋼管的焊接結(jié)構(gòu)圖
1.3 焊接設(shè)備及工藝參數(shù)
焊接設(shè)備采用山東奧太公司生產(chǎn)的ZX7-400STG逆變式手弧/氬弧多功能電焊機(jī)。試驗(yàn)分兩組(A和B)進(jìn)行,每組焊接時(shí)先打底焊,然后進(jìn)行填充蓋面焊接,焊接工藝參數(shù)見表2。

表2 焊接工藝參數(shù)
1.4 實(shí)施焊接
焊接時(shí),固定工件,先焊管件上半部分。注意焊絲送進(jìn)的基本方法,焊槍傾角及焊槍擺槍的基本要領(lǐng)。當(dāng)接近點(diǎn)焊位置時(shí),用角磨機(jī)打磨焊點(diǎn)周圍,露出金屬光澤,用丙酮和酒精徹底清洗干凈,然后再繼續(xù)焊接。打底焊時(shí),要注意焊接速度的控制;填充蓋面焊接時(shí),要注意兩邊的熔合線,避免咬邊等缺陷的產(chǎn)生。焊接之前要提前2~5 min通入氬氣,焊接完成之后要滯后停氣,并清理焊縫表面。焊件的固定及焊接如圖2所示。

圖2 不銹鋼管的固定及焊接
2 試驗(yàn)結(jié)果及分析
2.1 焊縫外觀成形
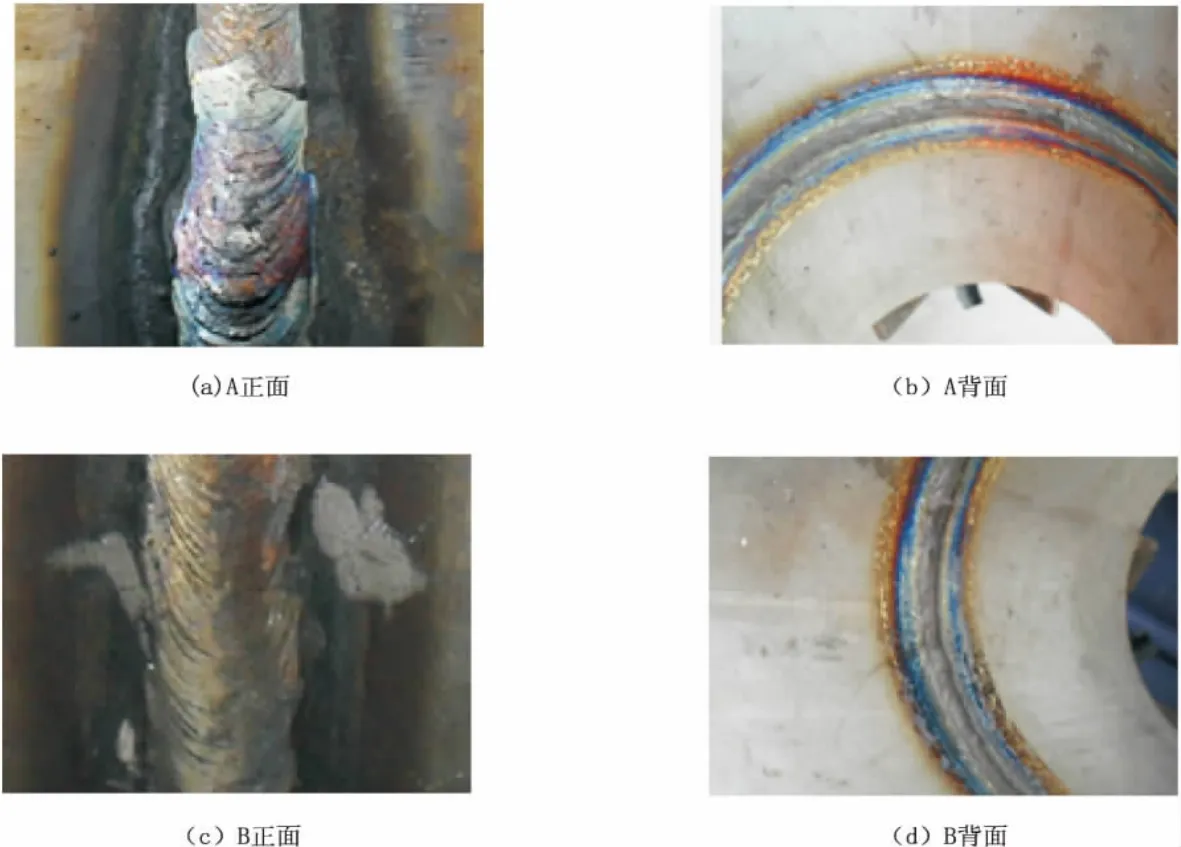
圖3 焊后試件的照片
如圖3所示,按照相應(yīng)的焊接工藝完成試件的焊接。氬氣的保護(hù)效果可以根據(jù)顏色來判斷,銀白、金黃為最好;藍(lán)色為較好;紅灰色為良好[5]。
2.2 焊后檢驗(yàn)
首先進(jìn)行外觀檢驗(yàn)[10],從圖3可以看出,焊件背面成形良好,沒有焊接缺陷;焊件B的正面焊縫要比焊件A的成形更好,焊件A的焊縫表面寬窄不均;焊件A焊縫的正反面有紅色氧化物。可見,焊件B的正反面成形良好。
另外,對(duì)焊件進(jìn)行了X射線無損檢測,沒有發(fā)現(xiàn)氣孔、未焊透、未熔合、夾渣和夾鎢等缺陷。
2.3 結(jié)果分析
從圖3得知,焊件B焊縫的正反面質(zhì)量均要好于焊件A,這主要是焊接工藝參數(shù)的影響。焊件A的打底焊電流和焊件B的基本相當(dāng);但焊件B的填充蓋面電流為105 A,比焊件A的填充蓋面電流(90 A)大;焊件A和B的打底焊速度分別為36.4 mm/min和63.2 mm/min,填充蓋面焊接速度分別為59.9 mm/min和104 mm/min,焊件B在打底、填充蓋面時(shí)的焊接速度約為焊件A的2倍。由于不銹鋼焊接時(shí)的導(dǎo)熱性較差,電流相當(dāng)?shù)那闆r下,增大焊接速度,可以使焊縫成形更好,且氬氣對(duì)焊縫的保護(hù)效果也會(huì)有所提高。焊件A打底和填充蓋面焊時(shí),焊接速度較小,焊接熱輸入增加,焊縫受熱區(qū)域增加,所以焊件A的內(nèi)外表面出現(xiàn)了暗紅色的氧化物,原因可能是焊接過程中,焊接工藝參數(shù)不合理或者操作不當(dāng)擾亂了氬氣流,空氣進(jìn)入到焊縫中引起焊縫的氧化[10]。
3 結(jié) 論
采用不同的工藝參數(shù)對(duì)厚5 mm,材質(zhì)為HO3Cr22Ni8Mo3N的不銹鋼管進(jìn)行V形坡口平對(duì)接焊時(shí),焊件B的焊縫表面成形要比焊件A的好,焊件A和B的焊縫背面成形良好,但焊件A的背面出現(xiàn)了暗紅色的物質(zhì),焊件B焊縫的背面顏色正常。這說明焊接工藝參數(shù)對(duì)焊縫成形有重要影響,焊件B所用的焊接工藝參數(shù)要比焊件A的更為合理;焊件B的背面比焊件A的背面氣體保護(hù)的更好。
[1]袁有德.不銹鋼中厚管的焊接工藝研究[J].科技導(dǎo)向,2013(26):223.
[2]郭晶.焊接材料選擇原則和實(shí)踐[J].石油化工設(shè)備,2001,30(01):41-43.
[3]周瑞強(qiáng).換熱器管與管板連接的工藝對(duì)比[J].工藝與工藝裝備,2001(11):42-44.
[4]嚴(yán)紹華.工程材料及機(jī)械制造基礎(chǔ)(II)—熱加工工藝基礎(chǔ)[M].北京:高等教育出版社,2009.
[5]劉政軍,徐德昆.不銹鋼焊接及質(zhì)量控制[M].北京:化學(xué)工業(yè)出版社,2008.
[6]馬錄成,馬文瑞,姜國平.不銹鋼管鎢極氬弧焊(TIG)焊接工藝[J].裝備制造技術(shù),2014(01):249-250.
[7]王志紅.不銹鋼管手工TIG焊搖擺法焊接工藝研究[J].熱加工工藝,2012,41(07):226-227.
[8]陳少華.TIG在高純度潔凈管焊接中的應(yīng)用[J].機(jī)械設(shè)計(jì)制造,2009(03):69-70.
[9]李曉松,王作東.淺談不銹鋼管道氬弧焊的焊縫背面保護(hù)方法[J].金屬加工(熱加工),2009(04):34-36.
[10]孫杰.不銹鋼鋼管的焊接技術(shù)[J].農(nóng)業(yè)裝備與車輛工程,2009(03):47-48.
猜你喜歡
建材發(fā)展導(dǎo)向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
山東冶金(2019年6期)2020-01-06 07:45:54
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年1期)2019-03-30 01:35:32
中學(xué)生數(shù)理化·八年級(jí)物理人教版(2017年10期)2018-01-22 03:04:00
制造技術(shù)與機(jī)床(2017年8期)2017-11-27 02:10:21
制造業(yè)自動(dòng)化(2017年2期)2017-03-20 14:26:13
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
制造技術(shù)與機(jī)床(2015年10期)2015-04-09 07:06:00