水輪機接力器壓緊行程調整工藝改進
2014-01-13 09:11:24張傳山劉元嬌
大電機技術 2014年1期
張傳山,劉元嬌
(天津阿爾斯通水電設備有限公司,天津 300400)
0 前言
水輪機接力器是控制導葉開關和導葉開度的直接驅動機械。導葉全關時,由于導葉兩側存在壓差,會使導葉產生一定機械變形從而兩導葉立面之間出現間隙,漏水量會加大。為控制機組停機時導葉處漏水量,需在導葉全關閉后,施加一個力矩使兩兩導葉之間壓緊,此力矩就是用來抵消致使導葉產生機械變形的水力矩。導葉立面間隙小了,漏水量自然就小了。
水輪機接力器的壓緊行程就是為了產生此力矩來壓緊導葉。最常見的情況是每個機組有左右兩個對稱分布的接力器,同時控制導水機構的控制環來控制導葉的開關。接力器壓緊行程的調整非常重要,最成功的調整結果就是,導葉壓緊后兩個接力器活塞同時貼緊缸蓋,同步且受力一樣。下面以三峽地下電站ALSTOM機組接力器調整為例,解析接力器壓緊行程的調整過程。
1 接力器操作導葉的工作過程簡述
當調速器接到開/停機指令后,調速系統將會給接力器的開啟/關閉腔通入壓力油,使接力器活塞向開啟/關閉方向移動,活寒桿與控制環用大連板連接,推動控制環向開啟/關閉方向旋轉。控制環下環24個小耳朵分別與導葉摩擦環通過連接板和銷子連接,摩擦環與導葉臂之間有剪斷銷或拉斷銷連接,導葉臂與導葉軸用騎縫銷連為一體。控制環的旋轉帶動摩擦環/導葉臂/導葉轉動,從而控制導葉的開關。
2 ALSTOM機組接力器結構簡述
ALSTOM 機組接力器的布置是從上游側(+Y)看,左右兩個接力器對稱布置。操作控制環時,一個承受拉力,一個承受推力。右側接力器設有液壓鎖定,鎖導葉全關;左側接力器設有手動鎖定,鎖導葉全開狀態。
三峽ALSTOM水輪機接力器設計有兩個調整墊片。基礎板與接力器后缸之間有一個調整墊(墊片1),接力器安裝過程中用于調整接力器的水平與垂直位置的。接力器活塞桿與十字銷連接處還有一個調整墊片(墊片2),是用于調整接力器的壓緊行程的。
接力器安裝時,要靠墊片1來調整接力器的位置。墊片1留有加工余量,一是為了現場調整接力器的水平和垂直的,另外就是補償接力器基礎板到控制環大耳朵之間的距離誤差的。
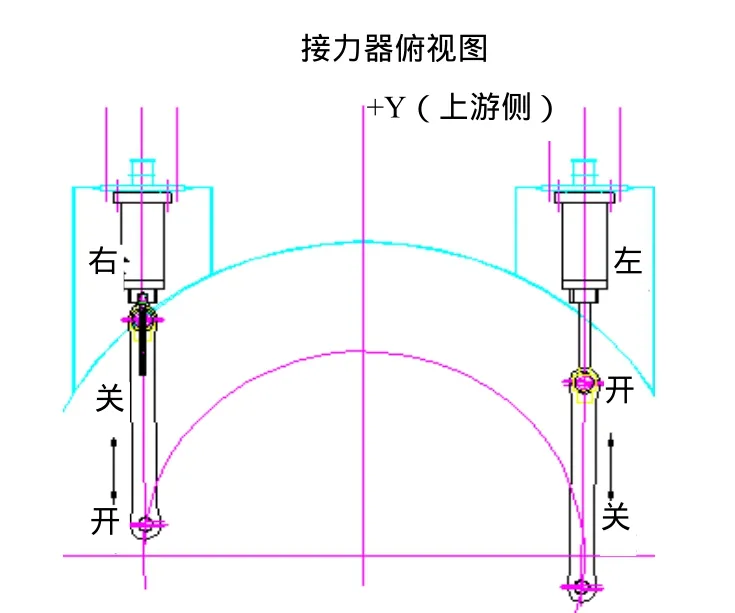
圖 1
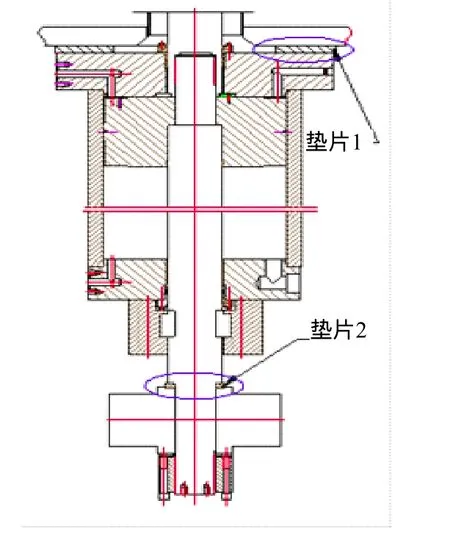
圖 2
3 接力器的壓緊行程調整
接力器位置調整好后,按測量數據加工墊片1。當墊片1加工完,接力器已安裝完畢,十字銷(叉頭)與活塞桿已預緊,油壓系統已調整待用時,就可以進行接力器壓緊行程調整了。
3.1 接力器壓緊行程的調整工藝
接力器壓緊行程的調整最終是為了確定調整墊片的厚度,調整墊片最終的厚度與設計的理論厚度的差值就包含了壓緊行程量。在接力器的設計中,左右兩接力器的調整墊片的理論厚度值是一樣的,并不包含壓緊行程值。現場調整時就要準備兩個臨時墊片,一個墊片(厚度A)比理論值薄10~20mm,另一個(厚度B)則比理論值厚10~20mm。臨時墊片加工好后,要用千分尺準確測出兩臨時墊片的厚度,并記錄測量值A和B。
將加工好的臨時墊片裝到接力器上,導葉全關時,活塞桿往回縮的接力器(右接力器)裝上薄的臨時墊片,活塞桿往外伸的接力器(左接力器)裝上厚的臨時墊片。預緊十字銷與活塞桿,此時接力器與控制環未連接。用壓力油將接力器活塞推到與接力器缸蓋接觸,左接力器活塞與后缸蓋接觸,右接力器與前缸蓋接觸。用內徑千分尺測缸蓋與十字銷的距離X,Y。
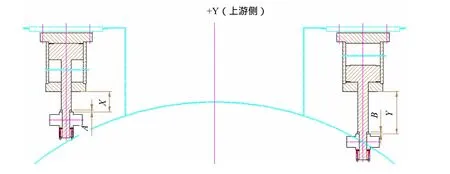
圖 3
記錄下X,Y值。對于調整墊片裝在其他位置的接力器,如有的接力器只有與接力器基礎間的調整墊片,不論墊片裝在接力器任何位置,測量的X,Y值應包含調整墊片厚度。
將接力器與控制環用大連接板連上,控制油系統已調試好待用。準備兩塊百分表,分別裝在兩接力器的活塞桿上,測量壓緊行程調整過程中的活塞桿的位移。
接力器壓緊行程調整所用油壓應計算而得。在此油壓下,從接力器傳到導葉的力矩應能抵消部分水力矩,以免導葉全關時在水力矩的作用下產生變形,兩導葉搭接面處形成間隙。另外此油壓也不能使剪斷銷或拉斷銷產生疲勞損壞。三峽地下電站ALSTOM機組的導葉壓緊油壓為28Bar。
3.2 接力器壓緊行程調整步驟
(1)接力器活塞桿上架百分表,指針接觸活塞缸蓋,通入5Bar的壓力油,將導葉推至全關位置,百分表不再走動,撤除油壓,將百分表歸零,此為起始位置。
(2)再通入5Bar的壓力油,觀察百分表不再走動為止,記錄此時百分表的讀數a1。
(3)再將百分表歸零,將油壓加到10Bar,觀察百分表不再走動為止,記錄此時百分表的讀數a2。
(4)重復步驟(3)給接力器每步按5Bar逐漸加壓并讀數,直到油壓升到導葉壓緊油壓為止,記錄百分表的數值an。此時保持接力器內油壓,用千分尺測量接力器十字銷與活塞缸蓋間的距離X1,Y1,并記錄此數值。

圖 4
(5)從第(2)步開始,百分表讀數的累加即是壓緊行程值a(a=a1+a2+……+an)。根據油壓與百分表讀數,可繪出壓緊行程曲線。三峽地下電站ALSTOM機組接力器的數據見表1。

表 1
最后計算調整墊片的厚度。右接力器調整墊片厚度C1=A+J=A+(X-X1),左接力器調整墊片厚度為C2=B-K=B- (Y-Y1)。
按C1,C2值加工墊片,加工完后,用千分尺準確測出墊片的真實厚度(可能有加工誤差)并記錄下來。裝上加工好的墊片,預緊螺栓,準備下一步的復核。
4 復核接力器的壓緊行程
為了確保導葉全關并壓緊后,兩接力器的活塞能同時緊貼接力器缸蓋,達到同步。需要對墊片厚度及壓緊行程進行復核。復核的過程如下:(1)接力器活塞桿上架百分表,通油壓(25Bar)且小于壓緊油壓,活塞桿不再走動為止,百分表歸零。復核過程不需從零油壓開始核,因為此過程主要是用于核實兩接力器是否同步;所以只要看后面一部分升壓過程中,兩接力器的位移是否很接近。跟前面調整壓緊行程的步驟一樣,每步按1Bar往上逐漸加壓。(2)不撤油壓,將油壓加至26Bar,直到接力器活塞桿不動,記錄此時百分表的讀數;(3)油壓加至27Bar,觀察接力器活塞桿不再走動,記錄此時百分表的讀數;(4)油壓加至28Bar,觀察接力器活塞桿不再走動,記錄此時百分表的讀數;(5)油壓加至29Bar,觀察接力器活塞桿不再走動,記錄此時百分表的讀數。對比倆接力器活塞桿的位移是否接近,并且在達到壓緊油壓后其位移接近于零。第一次復核結果有可能是兩個接力器并未在達到壓緊油壓后同步,可能一個接力器已經不動而另一個接力器還有較大移動。即倆接力器活塞沒有同時貼緊接力器缸蓋。以下是三峽地下電站ALSTOM機組接力器復核的數據如圖5所示。
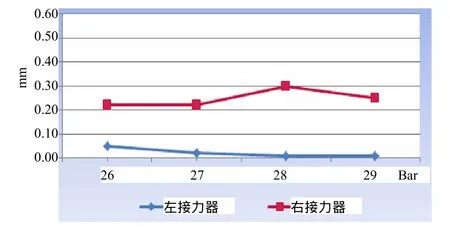
圖5 首次調整后,左右岸接力器同步情況
從圖5數據看出,左右兩接力器在導葉壓緊過程中并不同步,需要再次調整墊片的厚度并重新復核。可見右接力器墊片的厚度需要加厚,因在大于28Bar油壓下活塞桿還在移動。需要加厚的厚度應為C=0.25+0.22+0.14=0.61。而左接力器墊片也需要加厚,因為在25Bar油壓下活塞就已貼上缸蓋,升到26Bar后只有微動。在調整壓緊行程過程中,油壓從25Bar升至28Bar后活塞可以移動1.16,加上復核時26Bar油壓下移動了0.05,所以其需要加厚的厚度為d=1.16+0.05=1.21。
最終再次加工后的墊片實測值是右接力器12.85mm,左接力器42.78mm。再次按上面的復核步驟進行復核,得到的數據如圖6所示。
從圖6數據看出,兩接力器接力器的位移基本一致,在到達29Bar油壓后,兩活塞均已不動,同時貼緊接力器缸蓋,達到很好的同步。
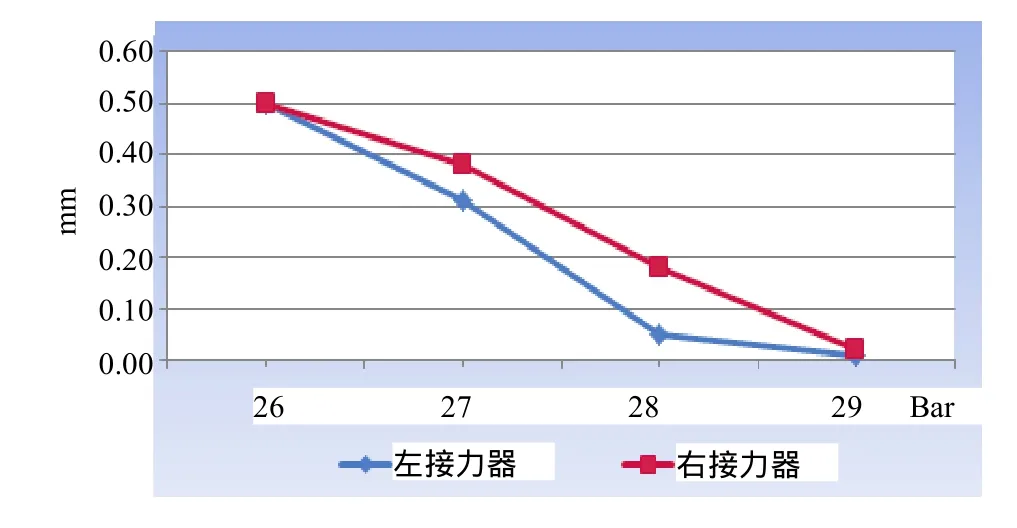
圖6 進一步調整后,左右岸接力器同步情況
5 結束語
接力器壓緊行程的調整過程是一項比較復雜繁瑣的過程,調整結果的好壞影響導葉的漏水量和接力器的運行穩定性。調整好了,導葉全關后,接力器最終能達到同步,兩接力器活塞桿受力相同,增強了接力器運行穩定性。通過對三峽地下電站ALSTOM機組的接力器壓緊行程調整過程的總結與描述,給其他機組同類型接力器壓緊行程調整過程很好的借鑒與經驗。