鐵路裝卸機械維修模式的探討
2014-01-06 03:01:50
鐵道貨運 2014年3期
(北京鐵路局 天津貨運中心,天津 300142)

鐵路貨運組織實施改革后,裝卸納入“前店”范疇,成為“門到門”全程物流服務中的重要一環。中國鐵路總公司加大了裝卸機械投資力度,提出裝卸機械的配置必須滿足“確保裝卸安全、提高運輸效率和服務質量”的要求。裝卸機械質量好壞直接影響貨運作業效率,而裝卸機械的維修保養是裝卸機械質量管理工作的重點,是裝卸機械安全運用的保障。然而,裝卸機械定期計劃維修模式與基層生產格局不相適應的問題越來越突出,因而應盡快分析和研究解決出現的問題,使裝卸機械安全、可靠運用得以保證。
1 定期計劃維修模式面臨的主要問題
(1)定期計劃維修制存在缺陷。長期以來,對裝卸機械的維修執行定期計劃預修制,即根據機械作業時間和作業量來制訂裝卸機械檢修計劃,確定了日常保養、一級保養、二級保養和大、中修的周期。現行裝卸機械維修保養模式如圖1所示。

圖1 現行裝卸機械維修保養模式
定期計劃維修保養模式是以機件的磨損理論為基礎,假設同類機械 (如通用門式起重機、抓斗門式起重機、集裝箱門式起重機) 的各個零部件具有相同的使用壽命。在實際使用過程中,由于裝卸機械制造工藝、實際運行狀況、作業對象、保養條件及司機技術水平的差異,同類裝卸機械使用壽命各不相同。例如,原設計用于整車、笨重零擔作業的門式起重機(以下簡稱門吊) 現用于散堆裝抓斗作業,工況的改變必然會對機械零部件的磨損、鋼結構的受力產生影響,制訂的原檢修計劃、修理周期等必然與機械的實際技術狀態脫節。同時,由于各種結構因素、工藝因素和作業因素對機械狀態的影響不同,許多機械沒有達到預定檢修的時間就故障頻出,而有些機械到了預定檢修時間技術狀態卻還很好。裝卸機械維修盲目操作,針對性差,不僅造成裝卸機械過剩維修或維修不足,還往往人為制造檢修故障。
裝卸機械故障發生規律遵循故障率曲線如圖2所示[1]。
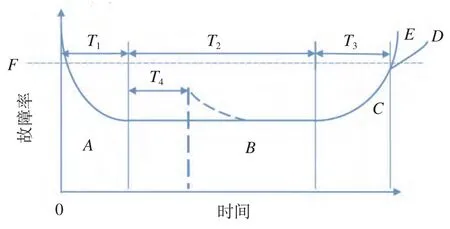
圖2 裝卸機械故障率曲線
從故障率曲線可以看出,在裝卸機械使用初期(試運轉 T1階段,一般在半年左右),由于操作不熟練或設計、制造及材質的使用與實際作業情況有差異,故障率較高。隨著故障的排除、設備的磨合、操作水平的提高,故障率逐步下降。裝卸機械維修后(T4階段)、開始試運行時也存在類似情況,即多次維修就會出現多次的早期故障期,影響裝卸作業。
(2)基層單位維修能力下降。長期以來,裝卸職工隊伍老化、后繼乏人,維修技術骨干流失,維修水平下降,維修能力低下,許多既有具備大修能力的站段維修工廠,現今僅能維持設備的日常養護。
(3)貨運生產布局調整,出現維修空檔。貨運組織改革后,生產布局調整,原屬不同車務站段 (包括原多經貨場)的貨裝部門重新整合,建立貨運營業網點 (貨場) —營業部 (貨運車間) —貨運中心 (站段)3級組織架構。原有的裝卸機械維修格局也發生變化,新組建的營業部 (貨運車間) 無維修人員及設備設施。如果各營業部重新設置維修組,配置人員、維修設備設施,短期內不可能實現,并會造成人員、設備的浪費。
2 改進維修模式的思路
為確保裝卸機械運用安全可靠,提高裝卸機械維修工作的科學性、針對性,應依靠現代科技手段,改進裝卸機械的維修模式。
2.1 根據裝卸機械的故障規律確定合理的維修方式
(1)裝卸機械的早期故障期 (T1) 屬于設備運用磨合期,采取事后修理和改進性維修。通過分析使用過程中發生的故障,發現裝卸機械設計、制造方面存在的缺陷,或者選型與作業環境、內容、操作方式不相符的方面,及時聯系廠家采取措施,改進不合理的結構、設計與制造缺陷,調整裝卸作業內容。
(2)在裝卸機械正常運轉階段 (偶發故障期 T2),故障大致趨于穩定,變化率不大。故障主要是由于零部件可靠性設計缺陷,以及操作不當、保養不良造成。通過改進運用管理,加強日常維護,采用狀態監測技術,及時發現不良狀態,可以有效降低故障率,減少不必要的停車維修次數。裝卸機械維修保養的重要內容就是修復、更換磨損到限的零部件。以門吊二級保養為例,檢查減速器的技術要求是清洗、檢查、換油,或者每年選擇其中1個二級保養期將減速器解體清洗、換油,更換磨損超限的零件。而減速器零件壽命推薦值如表1[2]所示,從表1 中看出,絕大部分減速器零件壽命至少3~5年。如果通過開展減速器零件磨損油質分析,掌握減速器運行劣化情況,可以避免盲目解體減速器。
在偶發故障期階段 (T2) 實行狀態監測、故障診斷基礎上的預防維修。即采用狀態監測技術設備,采集裝卸機械運行過程中的機件磨損、發熱、振動、應力、腐蝕情況等數據,通過故障診斷和分析診斷結果,確定維修保養方案。

表1 零件壽命推薦值 年
(3)在裝卸機械的磨損故障期階段 (T3,即機械運轉小時或作業量達到大修期后),由于長期使用,嚴重磨損,裝卸機械的零部件、結構件、電液控系統疲勞老化,接近極限狀態,故障頻繁發生,元器件、機件或系統功能喪失。對裝卸機械進行大修后,設備的性能只能部分恢復,不能完全恢復起始性能,性能呈逐漸下降趨勢,如圖3所示[2]。
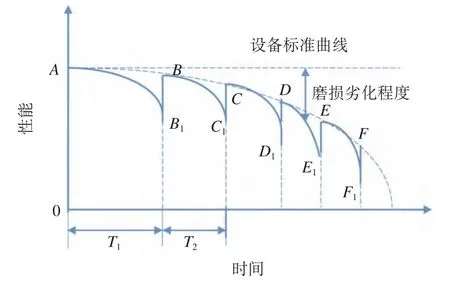
圖3 設備性能變化圖
裝卸機械的磨損故障期階段實行計劃預修制,嚴格按照《鐵路裝卸機械檢修技術規范》(以下簡稱《檢修規范》) 的維修保養周期進行修理,將故障率降低,延長偶發故障期,故障曲線由圖3 中的E 降至D。同時縮短狀態監測間隔,在檢測的基礎上,對裝卸機械磨損件在故障發生前及時更換。
由于缺少適用的數據資料和實際操作經驗,狀態監測數據測試的間隔期可以參照《檢修規范》的定期保養間隔期,在投入運行一段時間內,間隔期可以縮短,從實際使用中取得數據、資料后再適當延長。
2.2 探索建立4級監測維修體系
為減少或杜絕過剩維修和突發性故障,防止因不必要的拆卸使機械裝配精度降低,既能夠提高生產效率,降低生產成本,又能夠確保裝卸機械運用安全。因此,應在裝卸機械運用管理中開展狀態監測,在監測的基礎上有針對性地開展維修保養。通過日常、定期或連續對裝卸機械易損件、關鍵部位進行狀態跟蹤監測,及時掌握設備運行狀態,查明設備故障先兆,從而獲得最佳維修時機。為此,應建立營業網點 (貨場) 保養點—營業部維修組—貨運中心維修站—鐵路局維修中心4級監測維修體系。
(1)營業網點 (貨場) 保養點設在貨場,以司機長(司機)為主。按照《檢修規范》規定的日常保養項目,以每天交接班和巡查為重點,對裝卸機械進行檢查、監測。在交接本、故障記錄內記錄檢查、監測情況,將發現的不良狀態納入日常保養項目,每周報告營業部維修組設備檢查、監測情況。
(2)營業部維修組根據保養點報告開展重點巡查監測,綜合各保養點日報告內容,確定每月重點巡查監測內容。按照《檢修規范》規定的一級保養項目,通過重點巡查監測,及時發現排除設備存在的異常狀態,維修組每月將巡查監測情況報中心維修站。維修組配置簡單的檢測設備,例如,用于接地絕緣電阻測量的接地表、兆歐表;用于機件表面裂紋測量的放大鏡、滲透液、磁粉探傷儀;用于發動機及齒輪箱內部測量的內窺鏡、光纖等。
(3)貨運中心維修站根據營業部維修組月設備巡查監測報告及故障情況,按照《檢修規范》的二級保養項目,確定季度重點檢查、監測內容并進行故障診斷,確定需要大修的設備并將不良狀態書提供給鐵路局裝卸機械維修中心。貨運中心維修站除按規定配置必要的維修設備設施、技術人員外,還應建立完善的質量保證檢驗體系、相關管理制度,并配置檢測鋼結構腐蝕情況的超聲波測厚儀,測量門吊大小車走行軸承狀態的測振儀,測量電機、線圈、軸承溫度等的紅外線溫度測量儀或溫度指示片,檢測減速器、內燃機、液壓系統磨損和油質情況的鐵譜油樣分析儀,檢測鋼結構裂紋的超聲波探傷儀,測量門吊主梁變形的水準儀等。
(4)鐵路局裝卸機械維修中心按照《檢修規范》規定的大修間隔開展大修預檢監測工作,對預檢監測狀態不良的設備實施大修。每年對重要的改造設備、超期服役設備或貨運中心報告的狀態不良設備開展專項監測。維修中心每年對設備及附屬裝置進行精度檢測調整和可靠性試驗。
2.3 實現維修保養模式改進升級
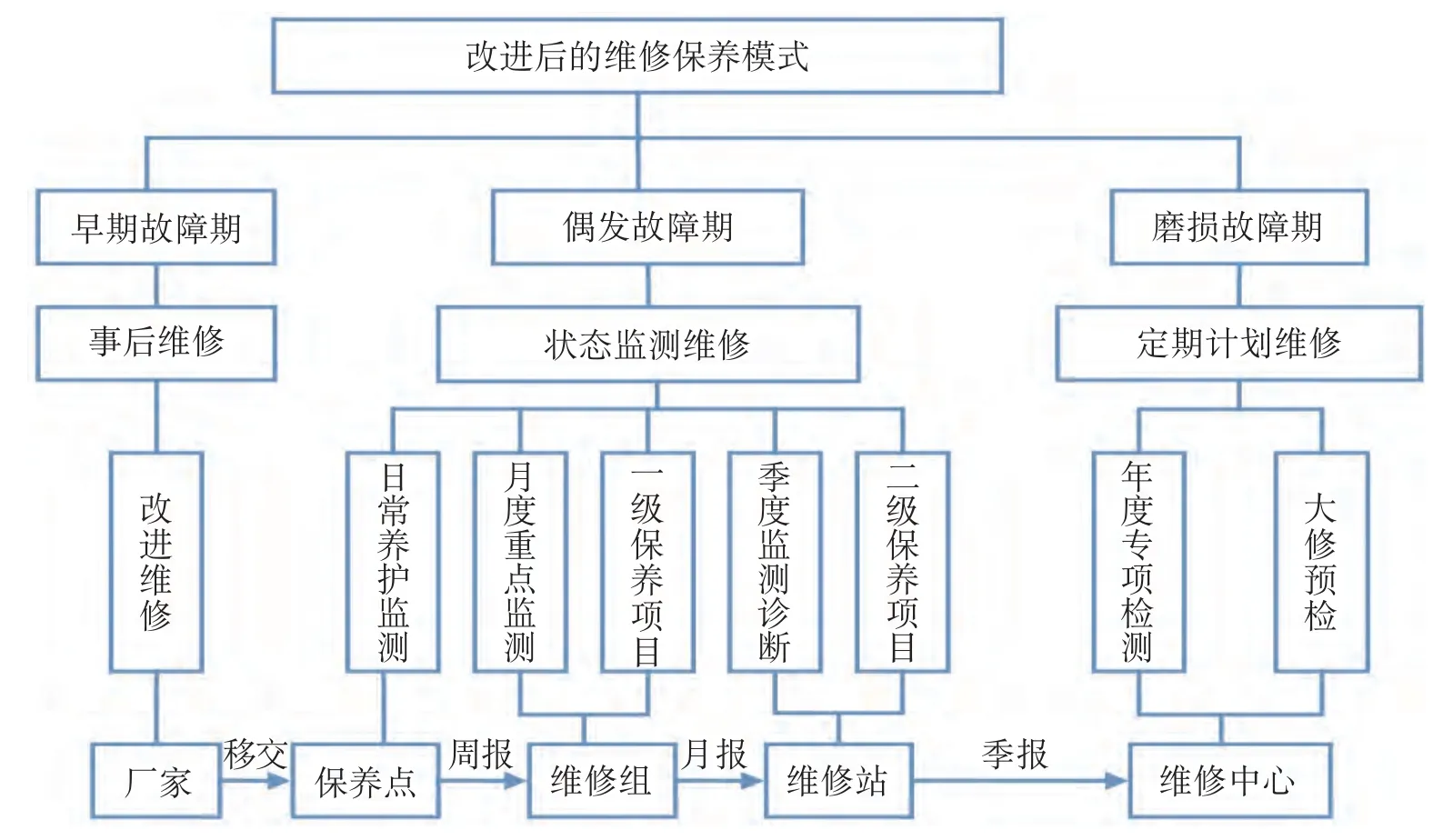
圖4 改進后的維修保養模式
建立4級監測維修體系后,裝卸機械的維修保養從簡單的維修將改進升級為全過程監測維修,改進后的維修保養模式如圖4所示。在設備試運轉的早期故障期,經過廠家的改進維修,使設備性能更適應裝卸生產的要求;移交給使用單位后,設備進入偶發故障期,這是設備管理的重點時期,以實現裝卸機械的全面狀態監測為主要手段,通過保養點、維修組、維修站采取日常養護監測、月度重點監測、季度監測診斷,一、二級保養項目對照檢查等,及時發現設備存在的故障先兆,并進行有針對性的保養維修,可以延長設備的偶發故障期。在偶發故障期狀態監測維修的基礎上,設備進入磨損故障期后,鐵路局裝卸機械維修中心進行設備年度專項檢測,制訂設備大中修計劃,實施大修預檢,及時消除重大隱患。
2.4 加快培訓維修設施技術骨干
(1)培訓裝卸機械狀態監測技術人員。開展狀態監測需要既有對所用設備的構造性能、作用原理精通的實踐經驗,又有運用現代先進檢測設備和理化分析知識的人才,對運用管理人員、檢修人員的素質要求高。考慮現有人員、單位的實際情況,應配齊貨運中心、營業部相關技術骨干并予以培訓,使其掌握狀態監測理論,具有狀態監測的基本技能。同時,對裝卸機械操作、檢修人員也應加強狀態監測的基本知識教育,使其了解狀態監測方法,自覺配合并參與狀態監測,將狀態監測貫穿于管、用、修全過程。
(2)建立、健全狀態監測的各項管理制度。開展狀態監測,應制定嚴格的管理制度、操作規程、崗位責任制和工作標準。裝卸機械操作、檢修人員應加強對機械的巡檢工作,做好巡檢記錄,加強交接班管理。貨運中心、營業部技術管理人員應加強基礎管理工作,通過對機械的監測記錄和實際檢測的資料數據等分析、判斷,對設備故障先兆進行準確診斷,為維修提供依據。
(3)合理設置區域性貨運中心維修站。為集中維修力量,緩解技術骨干緊張局面,避免重復投資造成浪費,可以根據貨運中心、營業部分布區域,集中設立1~2個中心維修站,按照《車站裝卸機械維修組規模表》[3]配置齊全的維修設備設施和充足的維修技術骨干。
3 結束語
裝卸機械的維修應在遵循裝卸機械故障規律的基礎上,引入成熟的狀態監測技術和設備,并制定相應的技術標準和檢修規范。隨著鐵路運輸形勢和貨運生產布局的變化,裝卸機械的維修模式應不斷完善和改進,從而使裝卸機械的技術狀態始終保持完好狀態,滿足貨運“前店”的生產需要。裝卸機械維修模式的改進是一項系統工程,涉及裝卸管理的方方面面,應做到與貨運組織改革配套和銜接,積極推進實施,確保裝卸機械的運用效率和安全。
[1] 高克勣,李 敏.設備管理與維修[M].北京:機械工業出版社,1987.
[2] 王澤民,張質文.龍門起重機的經濟壽命[J].鐵道貨運,1992(3):25-26.
[3] 中華人民共和國鐵道部.鐵路運輸裝卸機械管理規則[M].北京:中國鐵道出版社,2006.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
當代工人(2020年8期)2020-05-25 09:07:38
汽車維修與保養(2019年7期)2020-01-06 03:30:42
電子制作(2018年11期)2018-08-04 03:26:08
小溪流(畫刊)(2017年12期)2018-01-10 16:07:29
科技知識動漫(2016年8期)2016-07-29 20:40:09
汽車維護與修理(2016年10期)2016-07-10 08:17:41
工業設計(2016年12期)2016-04-16 02:52:00
兒童故事畫報·發現號趣味百科(2015年12期)2016-01-25 00:41:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50