觸摸屏及組態技術在自動化生產線監控系統中的應用
2014-01-03 06:31:30余峰浩
武漢船舶職業技術學院學報 2014年5期
余峰浩
(武漢船舶職業技術學院,湖北武漢 430050)
隨著自動控制技術的發展和對生產效率不斷提高的要求,自動化生產線應用越來越廣泛。早期的自動化生產線在控制柜上布滿了各種控制按鈕和狀態指示燈,對于比較復雜的控制系統,不僅控制按鈕和指示燈比較多,往往還需要對某些生產數據進行設置和監控,這就需要基于觸摸屏的人機交互系統。本文以MPS 生產線為例,采用北京昆侖通泰自動化軟件技術有限公司研制的TPC7062KS觸摸屏及MCGS嵌入式組態軟件對其監控系統進行設計。
1 MPS生產線
MPS 是Modular Production System 的 縮寫,即模塊化生產加工系統。它由上料檢測站、操作手站、加工站、安裝搬運站、安裝站和立體存儲站等六站組成,每站均由一臺PLC 控制,完成待加工工件的供料、加工、裝配和分類存儲功能。在生產過程中,除了對生產線各站的工作狀態進行監控外,還需統計已加工的不合格工件的數量和已入倉的各合格工件的數量,對生產線進行復位、啟動與停止控制等。
2 觸摸屏與PLC的連接
TPC7062KS觸摸屏采用了7 英寸高亮度TFT 液晶顯示屏(分辨率為800*480),電源進線、各通信接口均在其背面,如圖1所示。裝有組態軟件的PC 機與其USB2 口相連,實現組態程序的上載與下載;PLC通過COM 口與其相連,實現觸摸屏與PLC 的聯機控制。USB1 口用來連接鼠標或U 盤等。
3 MPS生產線監控系統的組態設計
為了實現觸摸屏對生產線的監控,必須對觸摸屏進行組態設計,即設計監控畫面,設置組態元件屬性、動畫設計以及設置與PLC 通信的變量等。對生產線各站狀態的監控實際上是組態系統讀取各PLC的某些內部變量的值并顯示出來,對生產線的控制實際上是對各PLC 寫入某些變量的值。

圖1 TPC7062KS觸摸屏背面的接口
在進行組態設計之前,需在PC 機上安裝MCGS 嵌入版軟件。運行該軟件,點擊新建工程,對工程基本參數進行設置后,會出現“工作臺”對話框,包括有主控窗口、設備窗口、用戶窗口、實時數據庫、運行策略等五個選項。選中設備窗口,雙擊設備窗口圖標,進行設備組態,在通用串口父設備0下添加設備0-[西門子_S7200PPI],并對該設備的基本屬性進行設置,如圖2所示,在右邊窗口內添加連接變量、通道名稱等,這也是組態的核心設置之一,應根據生產線監控的需要進行設置添加。
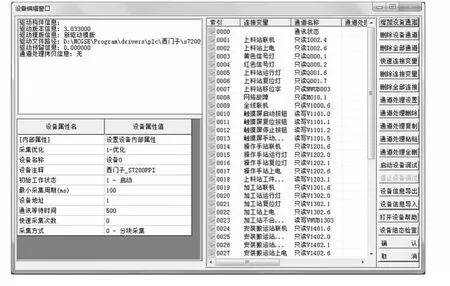
圖2 設備編輯窗口設置
在完成設備串口組態設置后,選中用戶窗口,進行監控主畫面的設計,這是組態設計的重點。根據MPS生產線的特點和監控的要求,我們將整個畫面分成三個區域,即各站狀態監控區、工件信息顯示區、聯機模式控制區,如圖3所示。各站狀態監控包括是否已上電、是否處于聯機模式、是否已復位完成、是否處于運行狀態等,其中上料檢測站和安裝站還需顯示大工件和小工件的顏色。工件信息顯示區主要有顯示鉆孔不合格工件數量,立體存儲站中各列已存放工件的數量,以及每個倉位能存放的工件數量進行設置,每列工件若已存放滿,旁邊的報警燈會亮。在聯機模式區,主要含有黃色報警燈、紅色報警燈和網絡故障指示燈的顯示,全線是否已完成復位和是否處于正常運行狀態,以及包括有啟動、復位和停止按鈕,單機/聯機切換按鈕等。
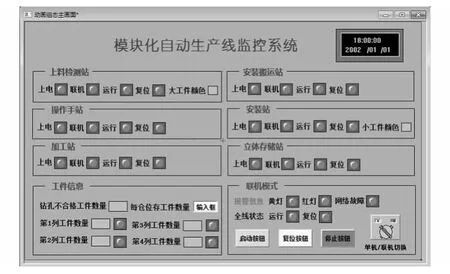
圖3 MPS生產線監控系統主畫面設計
圖3中各紅色指示燈(默認顏色為紅色,可以通過設置其屬性改變其顏色),反映的是某種狀態,是通過在設備窗口設置的連接變量與PLC 內部對應變量相連接,當PLC的相應變量值發生變化時,指示燈顏色也會跟著變化,如上料檢測站上電指示燈,其設置方法如圖4所示。
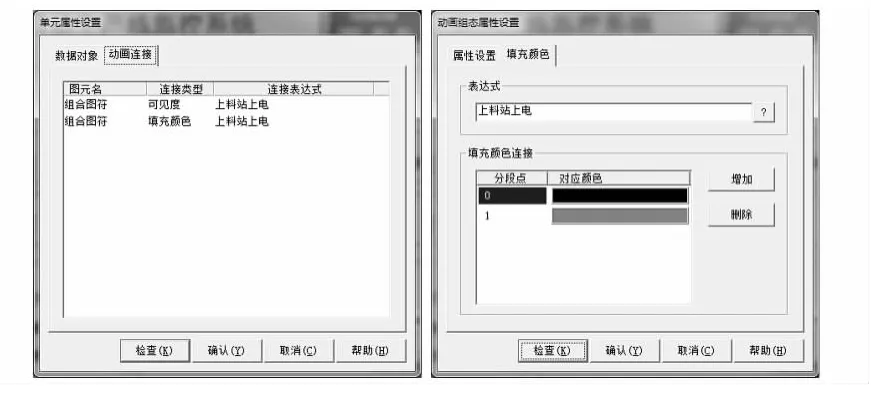
圖4 上料檢測站上電指示燈組態屬性設置
圖3中的啟動按鈕、復位按鈕和停止按鈕,通過對其按下、彈起屬性進行設置,如圖5所示,對于啟動按鈕,在操作屬性中“抬起功能”里,選擇“數據對象操作”,對“觸摸屏啟動按鈕”選擇“按1松0”選項設置,其余按鈕也是類似的設置。通過這些設置,可以實現觸摸該按鈕對生產線進行啟動、復位或停止控制,這當然也需在PLC 程序中添加這些按鈕對應的變量,才能實現。
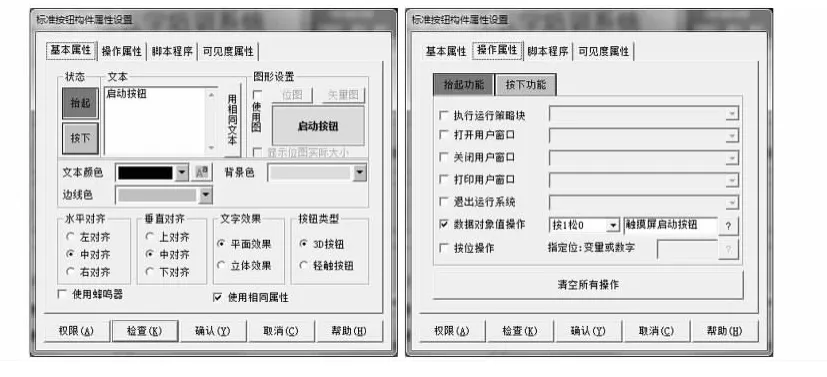
圖5 按鈕控件的屬性設置
4 運行結果與小結
組態設計完成后,通過下載線下載至觸摸屏,進行運行調試(各站PLC程序已編寫完成),運行結果如圖6所示。通過實踐表明,觸摸屏及組態技術可以很好對自動生產線運行狀態進行監視以及對運行過程進行控制。
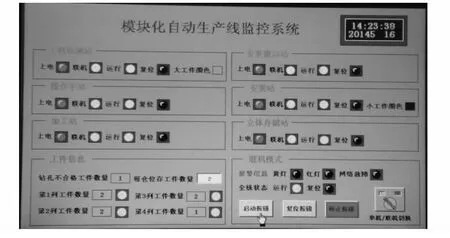
圖6 MPS生產線監控系統運行圖
1 章國華,等.典型生產線原理、安裝與調試(西門子PLC版本)[M].北京:北京理工大學出版社,2009
2 張文明,華祖銀.嵌入式組態控制技術[M].北京:中國鐵道出版社,2011
猜你喜歡
兒童故事畫報·發現號趣味百科(2025年8期)2025-08-23 00:00:00
中學生天地(A版)(2022年10期)2022-11-23 06:42:50
中國特種設備安全(2022年6期)2022-09-20 02:52:28
少先隊活動(2021年4期)2021-07-23 01:46:22
電子制作(2018年11期)2018-08-04 03:26:08
工業設計(2016年12期)2016-04-16 02:52:00
沈陽醫學院學報(2015年1期)2015-12-27 13:44:40
醫學教育管理(2015年3期)2015-12-01 06:43:16
商業評論(2014年9期)2015-02-28 04:32:41
消費者報道(2014年7期)2014-07-31 11:23:57
