正擠壓冷擠空心件心軸斷裂與靜液擠壓的研究
2013-12-31 07:19:04左陽春王鋆輝
機械工程師 2013年4期
關鍵詞:變形
左陽春, 王鋆輝
(武漢鐵路職業技術學院,武漢430205)
1 管狀件各種擠壓方法的利弊
無論是民用工業還是國防工業,常常會用到一些空心的管狀部件。這些管狀件可以存放和通過一定壓力的流體,也可引導金屬彈丸按預定路線飛行。各種類型的擠壓方法在管狀件生產中均有應用,它們各有利弊。擠壓法生產管狀件受到人們的特別關注。
1.1 熱態正、反擠壓
正反擠壓生產管狀件的原理如圖1 和圖2 所示。若在熱加工溫度狀態實施擠壓以獲取空心件,則此種擠壓方式稱為熱擠壓。與冷擠壓相比,熱擠壓的變形抗力只有冷擠壓的1/20,且塑性為冷變形的幾十倍,這樣就可進行大變形量的加工,制造尺寸較大、形狀復雜的部件。但是熱擠壓件尺寸精度差,零件表面有氧化皮,外層金屬會發生脫碳,這樣就造成產品尺寸過大、材料利用率不高、表層力學性能不足、需配置加熱設備、工人勞動條件不好等問題。其中的材料利用率問題,在生產貴重金屬零件時,顯得更為突出。

圖1 正擠壓無縫鋼管原理圖
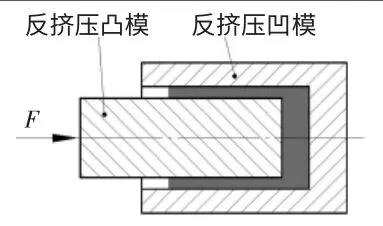
圖2 反擠壓空心件原理圖
正、反擠壓的區別僅在于金屬的流動方向是否與凸模的運行方向一致。反擠壓會使所需變形抗力更大,它可以提高材料的塑性,但對模具材料的力學性能和壓力加工設備的噸位要求更高,而正擠壓則相反。反擠壓小內徑空心件時存在凸模易失穩問題,不宜于擠壓高徑比過大的空心件,而正擠壓不存在此問題。
1.2 冷態擠壓
冷擠壓是一種塑性加工工藝。與熱擠壓相比較,冷擠壓的優點在于:(1)節約原材料;因為冷擠壓是在不破壞金屬的前提下使金屬體積作出塑性轉移,從而達到少、無切削而使金屬成形。這樣就避免了切削加工時形成大量金屬廢屑,大大節約鋼鐵和各種金屬原材料。(2)冷擠壓在壓力機上進行,操作方便,容易掌握,精度高。既可以使零件的生產時間大為縮短,又可以節省很多切削加工工時,從而大幅度提高了勞動生產率。(3)可加工形狀復雜的零件。(4)冷擠壓件的強度大、剛性高且重量輕。冷擠壓利用了金屬材料冷變形的冷作硬化特性,制件的強度大為提高,可用低強度鋼材代替高強度鋼材。此外,切削加工使零件的金屬纖維流向被切斷,這對零件的強度產生了不利的影響;在冷擠壓的變形過程中,金屬的纖維仍然保持著連續流暢的狀態。若施壓方向與毛坯的纖維方向垂直,則纖維只有彎曲而不會被切斷,這樣可減少材料的缺口敏感性,保證零件的強度。若施壓方向與毛坯的纖維相平行,則纖維受到強烈的鐓壓后,形成密實的結構,這樣擠成的空心件底部可以達到十分緊密的程度,大幅提高空心件承受高壓流體的能力。(5)制件可獲得理想的表面粗糙度及尺寸精度;冷擠壓零件的表面質量十分良好。在冷擠壓過程中,金屬表面在高壓下受到模具光滑表面的熨平,因此零件的表面光潔度很高,表面強度也大為提高。冷擠壓制件表面粗糙度至少可達Ra1.6~0.8 以下,如果工藝處理合適,可以得到超過精磨而僅次于拋光的表面粗糙度。冷擠壓零件的精度一般可達到3~4 級,有時公差范圍可控制在0.015mm 以內。但是;冷擠壓時材料的變形抗力較大,這導致所需設備要大且對模具材料強度硬度要求較高。
綜上所述;在模具材料和壓力機噸位滿足變形要求的前提下,使用冷態的正擠壓方法生產空心件在技術和經濟上是合理的。
2 冷態正擠壓存在的心軸強度問題及原因
對空心件,特別是管狀小口徑空心件進行冷態的正擠壓,在冷擠壓過程中,必須用一根細長的心軸插在孔內以保證孔的直徑。該心軸又細又長。在正擠壓過程中如果不采取合理的措施,很容易發生斷裂。
為什么會發生這種現象呢?如圖3 所示,凸模心軸在冷擠壓過程中,受到空心毛坯的緊密包圍,金屬向下流動時心軸受到向下流動金屬的摩擦力作用也有向下運動的趨勢。但由于心軸上端肩部的限制而受到一個強大的拉力。如此一來,很容易分析出制件被擠出部分的心軸處于復雜的一向受拉、二向受壓的應力狀態。心軸直徑越小,此拉應力越嚴重。
這是一種對心軸材料極為不利的應力狀態。根據材料力學中強度理論相關知識,在復雜應力狀態下,脆性材料的強度應按第二強度理論校核,即σ1-μ(σ2+σ3)≤[σ]。塑性材料按第三強度理論校核,即σ1-σ3≤[σ]。因為這里σ1為正,σ2和σ3均為負。由此可見,無論心軸是脆性還是塑性材料,在這種情況下均極容易破壞。
3 解決途徑
解決心軸的強度有兩種途徑,一是減小σ2和σ3,二是減小σ1。因為是擠壓成形,所以減小σ2和σ3是不可能凸模凹模
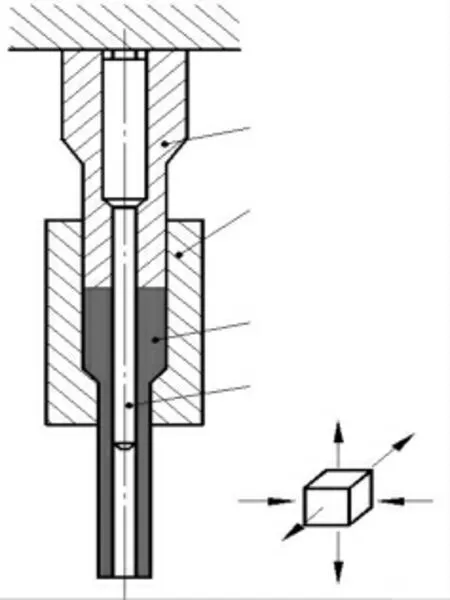
圖3 心軸受力情況
制件心軸的,于是只有減小σ1。σ1是由摩擦引起的,摩擦力為正壓力與摩擦系數之積。正壓力取決于σ2和σ3,這是無法降低的。最后就只有盡可能降低摩擦系數這一途徑。
3.1 活動心軸
讓心軸在擠壓過程中隨坯料的被擠出部分一起向下運動,這樣就能不使心軸受到拉力,從而避免斷裂。應該說這是一個不錯的辦法,從技術上說來也可以實現。但是活動心軸既要考慮在擠壓無底空心件時心軸不能因重力作用而向下漏出,還要考慮制件擠壓完成后心軸的拔出問題,這使得凸模的結構變得復雜,操作也很不方便。
3.2 靜液擠壓
如圖4 結構所示,凸模施壓于液體,壓力經過液體傳給毛坯使其變形。毛坯的外側表面浸在液體之中,在坯料的外側表面就不存在摩擦阻力;坯料的內側表面與凸模心軸間有適量間隙,液體可以進入該間隙內對接觸面實施有效的潤滑,因而內表面的摩擦阻力很小。如此就使得無效的擠壓力大為減少。另外,因高壓液體包圍了凹模,這等于對凹模施加了預應力,這樣做能進一步提高受擠壓材料的塑性變形能力,有利于高強度材料的冷擠壓。由于受擠壓材料處于三向壓應力狀態,即便是脆性材料,塑性變形的能力也大為提高。
控制凸模心軸與受擠壓坯料內孔間的間隙,液體可將坯料和心軸的接觸面隔開。接觸面由原來的干摩擦狀態轉為液體摩擦狀態或半液體摩擦狀態,這都會使摩擦系數大為降低,從而保證了心軸在工作期間的強度。將毛坯鉆孔工序安排在退火工序之后,并對毛坯內孔進行磷化和皂化潤滑處理,可進一步降低接觸面的摩擦系數,能更有效地保證心軸的強度。
4 結 語
靜液擠壓不僅因對凸模心軸有效潤滑而保證了心軸的強度,同時還因接觸面上摩擦力很小或消失而提高模具壽命、降低了壓力機的壓力消耗;提高了各種材料的塑性變形能力,使原來難以塑性變形的材料可以進行塑性成形并大幅改善了材料的力學性能。
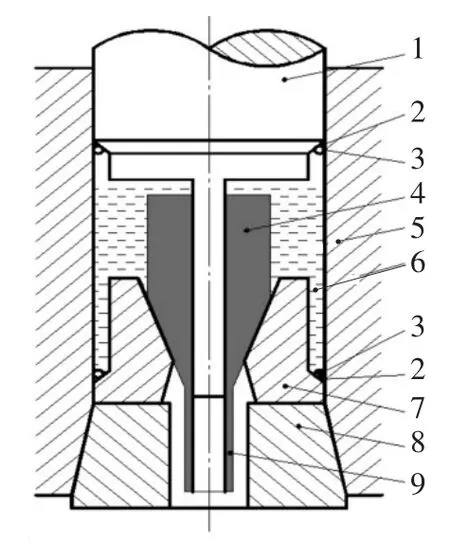
圖4 靜壓擠壓與心軸潤滑示意圖
[1] 賈俐俐.擠壓工藝及模具[M]北京:機械工業出版社,2004.
[2] 王富恥,張朝暉.靜液擠壓技術[M].北京:國防工業出版社,2008.
猜你喜歡
智慧少年·故事叮當(2020年10期)2020-11-06 06:19:00
中華詩詞(2020年1期)2020-09-21 09:24:52
河北理科教學研究(2020年1期)2020-07-24 08:14:34
作文成功之路·小學版(2020年11期)2020-02-01 06:26:58
作文周刊·小學二年級版(2018年29期)2018-11-26 11:20:28
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
童話世界(2018年14期)2018-05-29 00:48:08
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
