數(shù)控宏程序在數(shù)控車床中的應用
2013-12-31 07:20:10申毅莉
機械工程師 2013年4期
申毅莉
(梧州學院 電子信息工程系,廣西 梧州543002)
1 宏程序的含義及理論基礎
一般意義而言,數(shù)控指令是指ISO 代碼指令編程,即每一指令的功能是固定的,由系統(tǒng)廠家生產,使用者只需且只能按照機床的控制規(guī)定編程即可。但有時這些指令滿足不了用戶的需求,系統(tǒng)因此提供了用戶宏程序平臺,用戶可以對數(shù)控系統(tǒng)進行一定的功能擴展,即在數(shù)控系統(tǒng)宏程序功能的平臺上進行開發(fā),其開發(fā)出來的程序就是宏程序[1]。宏程序是數(shù)控系統(tǒng)中一種具有計算能力和決策能力的數(shù)控程序,即采用參數(shù)化編程就稱之為宏程序。
1.1 適用于宏程序加工的內容
(1)加工工藝的優(yōu)化。加工工藝的優(yōu)化主要是數(shù)控加工程序的優(yōu)化,要求操作者非常方便、快速地調整生產過程的加工參數(shù)(如刀具尺寸、刀具補償值、層降、步距、計算精度等),宏程序在這方面有強大的優(yōu)越性。使用宏程序編程加工時,只需針對各項加工參數(shù)所對應的自變量賦值做出個別調整,就能調整到最優(yōu)化的狀態(tài)。
(2)保證幾何參數(shù)曲面的加工。機械零件的形狀主要是各種凸臺、凹槽、圓孔、斜平面、回轉面等組合體。構成其幾何因素無外乎點、直線、圓弧、各種二次圓錐曲線(橢圓、拋物線、雙曲線)等,這些都是基于三角函數(shù)、解析幾何的數(shù)學應用。上述的直線或曲線在數(shù)學上均可以用三角函數(shù)表達式、解析方程式以及參數(shù)方程加以表達。因此宏程序具有廣泛的應用空間,能發(fā)揮較強的作用。
(3)特殊螺紋的加工。有一些很特殊的應用,如變螺距螺紋加工,運用宏程序切削變螺距螺紋,在循環(huán)中只需要每轉動一圈,對螺距進行遞增(遞減)一定量,這樣就可以實現(xiàn)加工過程中螺距的變化。
(4)宏程序與普通編程的比較。宏程序與普通編程存在一定的區(qū)別,如表1 所示。
從表1 中可以看出,宏程序與普通編程之間的差別。宏程序編程更靈活。

表1 宏程序與普通編程的簡要對比
1.2 宏程序的理論基礎
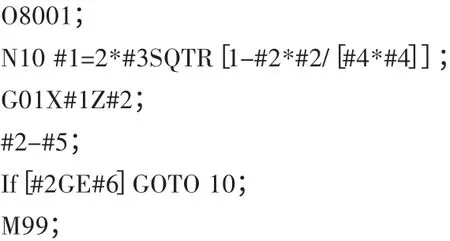
(1)橢圓走刀軌跡的宏程序編程指令O8001
(2)雙曲線走刀軌跡的宏程序編程指令O8002

(3)拋物線走刀軌跡的宏程序編程指令O8003

變量說明:
對于橢圓與雙曲線,#1 為X 軸變量,#2 為Z 軸的自變量,#3 為長半軸尺寸,#4 為短半軸尺寸,#5 為Z 軸自變量每次步進的量,#6 為加工終點的Z 軸坐標值。
對于拋物線,#1 為X 軸變量,#2 為Z 軸的自變量,#3為P 的數(shù)值,#4 為Z 軸自變量每次步進的量,#5 為加工終點的Z 軸坐標值。
以上三個宏程序只需要保存于數(shù)控系統(tǒng)中,其程序號在車床上如同G01,G02/G03 插補指令一樣,就可以實現(xiàn)橢圓、雙曲線、拋物線這三種非圓曲線的走刀。
2 FANUC 車床宏程序的典型零件加工實例
2.1 選擇及確定加工方案
2.1.1 零件分析
如圖1 所示的工件為一個常用的帶橢圓的手柄零件,其橢圓與直線相切,左端為M20 的單頭普通三角螺紋。外形表面粗糙度要求為Ra1.6,要求較高,倒角尺寸為R2,總長尺寸公差為0.1mm。
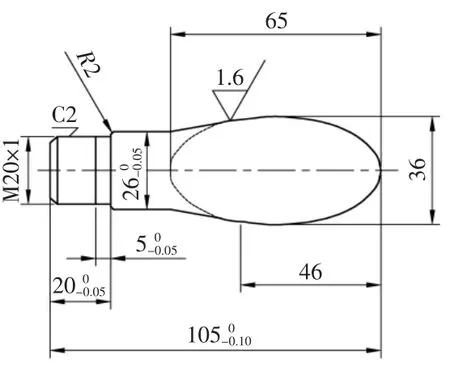
圖1 橢圓手柄零件
2.1.2 比較和確定零件加工方案
方案1:普通車床加工。加工橢圓曲面時,由于普通車床無法實現(xiàn)車床兩軸聯(lián)動,無法保證曲面的尺寸及曲面過渡,因此普通車床無法加工橢圓手柄。
方案2:普通編程加工。普通編程只能加工直線或圓曲線,對于非圓曲線,則需要分解成N 個點,同時需要每個點的坐標,采用直線擬合加工,但是想在橢圓上分解出N 個點來,并找到每個點的坐標是非常困難的,因此無法使用普通編程加工。
方案3:宏程序編程加工。對于非圓、有規(guī)律曲線的加工,宏程序可以重復循環(huán)使用,程序短小精悍,可以實現(xiàn)程序小模塊化,方便編程與使用,其加工速率高,能達到2000~3000m/s,加工的表面質量高,能達到表面粗糙度Ra1.6。
方案4:自動編程。對于一般的曲面,自動編程基本能實現(xiàn),而自動編程所得到的程序非常龐大,容易超出系統(tǒng)的容量,只能DNC 在線加工;同時自動編程所生成的程序在系統(tǒng)需要大量的計算,因此在速度大于800m/s 以上時,會出現(xiàn)遲緩、斷續(xù)的現(xiàn)象,加工表面質量不高,要達到粗糙度Ra1.6,則需要安排在磨床進行精磨,增加工序。
綜上所述,方案3 優(yōu)于其余的三種方案,因此采用方案3;下文中將宏程序與自動編程程序進行對比。
2.2 橢圓手柄工藝分析
材料為45 鋼,毛坯尺寸為φ40×115mm 的圓形棒料。
2.2.1 宏程序加工手柄加工工藝分析
工件的右端面為橢圓,不易于車床上一般的三角卡盤裝夾,因而先加工左端的外輪廓,后加工右端的橢圓。加工左端時,由于有螺紋,如果先加工左端、后加工右端,裝夾左端會損壞螺紋,并且螺紋M20×1 比較小,可使用板牙加工即可。如果需要加工比較大的螺紋,可以在完成右端加工時,用銅皮包裹,再用三角卡盤裝夾。
2.2.2 選擇機床及刀具
采用FANUC 數(shù)控系統(tǒng)臥式車床。由于有斜面,為了使刀具與工件的斜面在走刀加工過程中不產生干涉或過切,因此應根據(jù)斜面的斜度選擇合適的刀具角度。
Z 軸方向上單邊尺寸差:(36-26)/2=5mm;
X 軸方向上尺寸差:70-46=24mm;
單邊斜度為:arctan(5/24)=11.768°;
刀偏角:90°-11.768°=78.232°。
為了防止在加工過程中產生過切,在加工右端時,刀偏角度必須小于78.232°,因此在3 號與4 號刀架上安裝偏角為75°外圓菱形合金刀。
2.2.3 選擇切削用量
參考車削用量表以及經驗值,粗加工時車削用量為:主軸轉速1000r/min,進給量f=100mm/min;精加工時車削用量為:主軸轉速2000r/min,進給量f=50mm/min。
留給精車的余量為0.1~0.5mm,考慮精車刀具有R0.2 的圓弧倒角,為了避免車削φ20mm 到φ26mm 之間的階梯時出現(xiàn)過切或未切,并且參考車削用量表、經驗值以及刀具刀尖圓弧半徑大小,X 向、Z 向均取0.2mm 的精車余量;同時由于右端面(即帶橢圓弧端)采用G73 循環(huán)指令,并且粗車分5 次車削,因此U 值設定=實際尺寸-第一刀切入量-精車余量。其中,實際尺寸=(最大回轉直徑-最小回轉直徑)/2=(36-0)/2=18mm;第一刀切入量=實際尺寸/分割刀數(shù)=18/5=3.6mm;精車余量為0.2mm;因此:U 值=5-1-0.2=3.8mm;
2.2.4 加工工藝步驟
①夾右端4~5 個齒,約60mm,粗車左端端面和外圓,留出0.2mm 的精加工余量。
②換刀精加工左端外圓,尺寸到達φ19.90mm(螺紋大徑)、φ22mm、R2、C2、20mm、5mm 到圖紙要求
③掉頭、用薄銅皮包左端,裝夾左端,找正裝夾。
④粗加工右端面、外圓、留出0.2mm 的精車余量。
⑤換刀精車右端,達到圖紙尺寸和形位公差要求(精車時,在刀具上加油石,可以去毛刺)。
⑥使用游標卡尺(GB/T 21389-2008)、千分尺(GB/T 1216-2004)檢查工件的各個尺寸,以保證達到加工的要求。
根據(jù)上述橢圓手柄零件加工工藝,可編寫刀具卡、工藝卡,如表2、3 所示。
2.3 橢圓手柄宏程序編程加工
橢圓手柄宏程序編程的流程圖如圖2 所示。
根據(jù)圖2所示流程圖,數(shù)控宏程序賦值說明表如表4所示。
(1)工件左端加工程序為:


表2 刀具使用卡

表3 數(shù)控加工工藝卡

圖2 宏程序循環(huán)流程圖
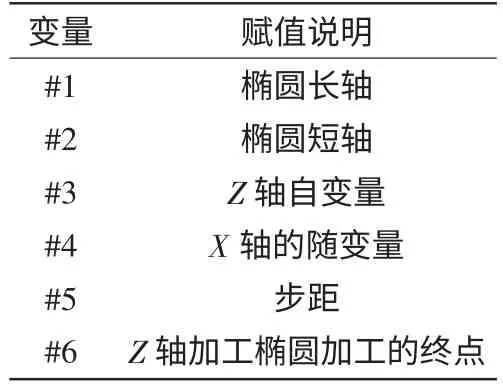
表4 宏程序賦值說明表

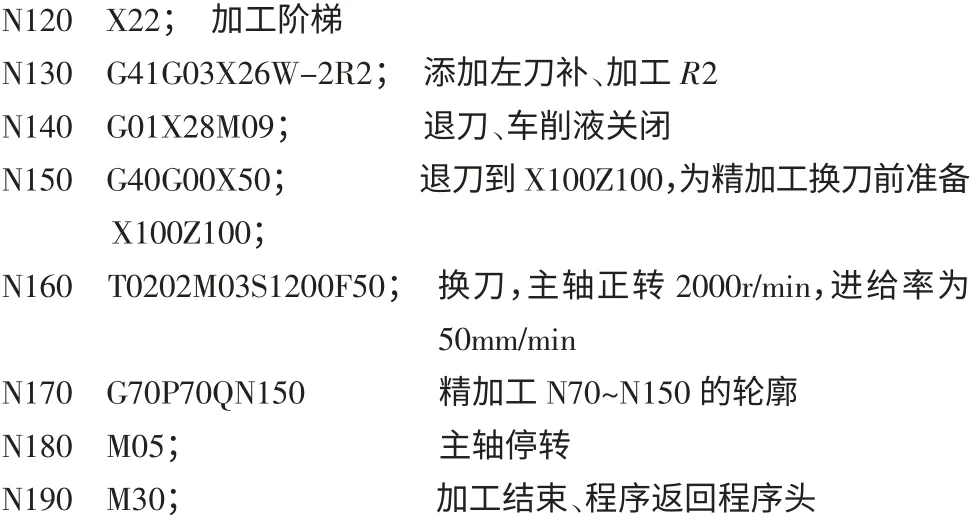
(2)右端加工程序為:

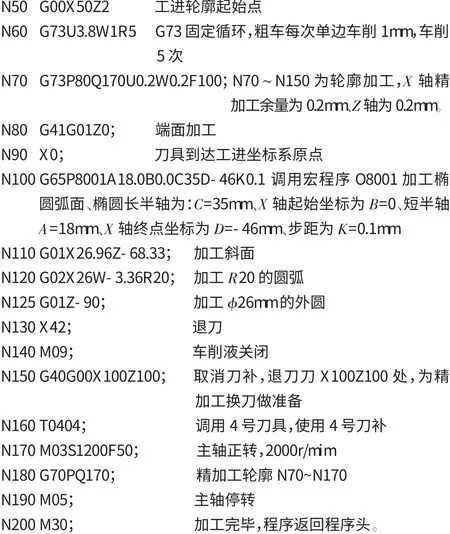
(3)O8001橢圓宏程序

從以上程序可看出,手柄上的非圓部分使用的宏程序比較短小,改變了傳統(tǒng)的非圓曲線自動編程方式。
2.4 橢圓手柄自動編程加工
運用MasterCAM 加工橢圓手柄零件,自動編程在加工橢圓圓弧與斜面無法交接,因而無法用G73 的固定循環(huán)代碼,因此在加工過程中,左右兩端的交接處在斜面與橢圓的相交處。自動編程生成程序的流程圖如圖3 所示。
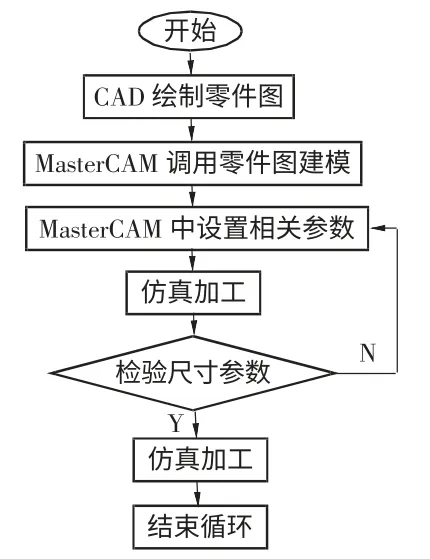
圖3 MasterCAM 生成程序流程圖
自動編程程序實現(xiàn)過程(步驟):
(1)由于手柄外輪廓有橢圓,而MasterCAM 自動編程軟件與繪圖軟件之間存在軟件的兼容性,且CAD 與CAM 無法實現(xiàn)圖形,使得該零件需要通過CAXA 電子圖板2007 將2008CAD 零件圖進行復現(xiàn),并且能使MasterCAM 軟件兼容該零件圖。
(2)MasterCAM 調用零件圖,并選擇兩軸聯(lián)動的機床,設置材料以及夾具,如圖4、圖5 所示。
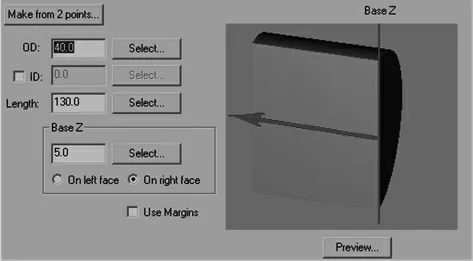
圖4 材料設置
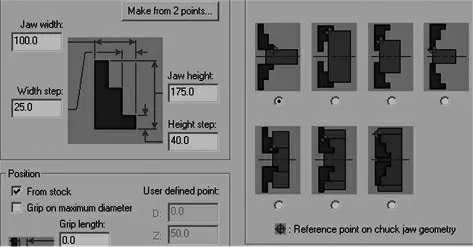
圖5 卡盤設置
(3)設置刀具,車削速度V=800r/min,單邊車削深度為1mm,進給率為100mm/min,對零件進行粗車,所得走刀路線如圖6、圖7 所示。
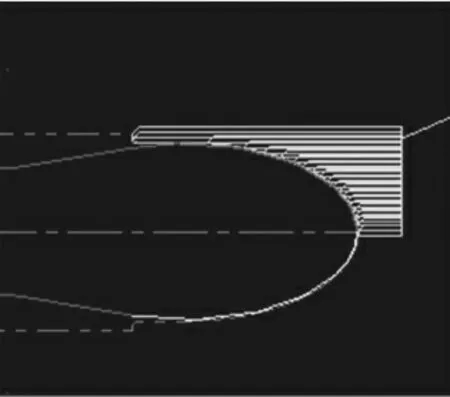
圖6 粗車走刀路線

圖7 粗車效果

圖8 精加工走刀路線
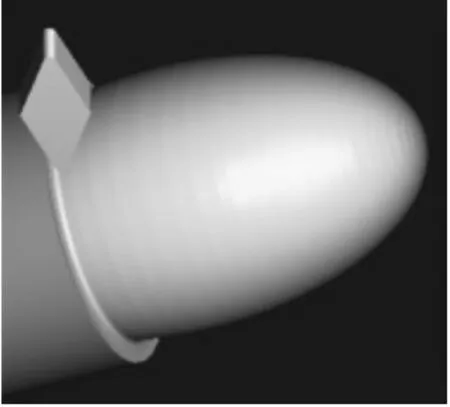
圖9 精加工效果
(4)設置精加工路線以及刀具,車削速度為1200r/min、進給率為50r/min,得到的精加工路線如圖8、圖9 所示。
(5)輸出程序,在生成數(shù)控加工程序進行后置處理。
2.5 宏程序與自動編程加工實體模型的對比分析
2.5.1 宏程序加工參數(shù)
由加工零件的模型看,宏程序模型根據(jù)實際加工中打板形式,通過調節(jié)主軸轉速、進給率來獲取最佳精加工參數(shù),如表5 所示。
由于加工過程中參數(shù)的改變,因而每段中所獲得的表面粗糙度有所不同,在第三段加工中,其光滑度達到了鏡面車削,粗糙度達到Ra1.6,比圖紙中所需的要求高一個等級。
2.5.2 宏程序與自動編程加工對比分析
宏程序加工與自動編程加工對比分析如表6 所示。
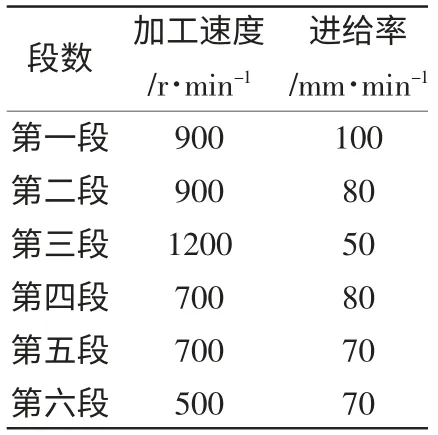
表5 宏程序實體模型加工參數(shù)對比
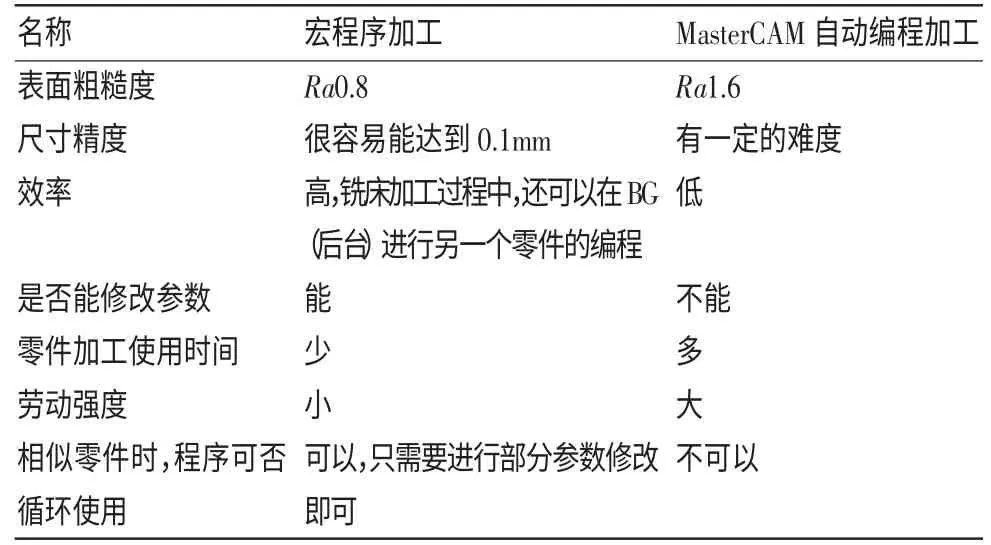
表6 宏程序加工與自動編程加工對比
通過上述兩表可以看出,宏程序加工出來橢圓手柄模型比自動編程獲得的效果要好,并且宏程序加工橢圓手柄零件能達到預期的效果。
3 結 語
本文通過FANUC 數(shù)控系統(tǒng)運用簡單的語言總結宏程序的理論基礎及幾種編程方式,提出一種可以直接用于主程序的宏程序,使宏程序運用更加靈活。
在數(shù)控系統(tǒng)二次開發(fā)中,使用宏程序編程編出橢圓、雙曲線、拋物線三種非圓曲線的程序指令,使用程序代替走刀指令,突破數(shù)控系統(tǒng)中僅有的G01 直線插補、G02/G03 圓弧插補走刀指令,實現(xiàn)宏程序可以直接采用由程序組成的指令進行走刀加工,其在橢圓手柄的加工中得以驗證。
[1] 劉仕昌.淺談宏程序在零件加工中的典型應用[J].裝備制造技術,2009(4):79-80.
[2] 趙鵬喜,田子欣.宏程序在零件典型部位加工中的應用分析[J].煤礦機械,2008(5):89-90.
[3] 羅瑞琳.淺談宏程序在數(shù)控加工中的優(yōu)勢[J].裝備制造技術,2008(8):90-92.
[4] SMID P.FANUC 數(shù)控系統(tǒng)用戶宏程序與編程技巧[M].羅學科,等譯.北京:化學工業(yè)出版社,2007.
[5] 程俊蘭.基于宏程序的外球面粗精加工[J].華北航天工業(yè)學院學報,2007(3):9-11.
[6] 梁美蘭.淺談學習宏程序編程的意義[J].科技信息,2008(17):55,57.
[7] 許衛(wèi)東.FANUC 數(shù)控宏程序在編程中的應用[J].CAD/CAM 與制造業(yè)信息化,2006(9):104-105.
[8] MURAD P A.Understanding anomalies to extract vacuum energy[C]//AlP conf Proc.(USA),2004.
[9] BRUHN G W.No energy to be extracted from the vacuum[M].Bristol,United Kindom:Institute of Physics Publishing,2006.
[10] 陳宏鈞.實用金屬切削手冊[M].北京:機械工業(yè)出版社,2009.
[11] 尹成湖,李保章,杜金萍.機械制造技術基礎課程設計[M].北京:高等教育出版社,2009.
猜你喜歡
科普童話·神秘大偵探(2023年1期)2023-05-30 12:48:10
人大建設(2019年12期)2019-05-21 02:55:44
測控技術(2018年5期)2018-12-09 09:04:26
電子測試(2018年18期)2018-11-14 02:30:34
中山大學法律評論(2018年1期)2018-03-30 01:21:00
瞭望東方周刊(2017年42期)2017-12-05 18:49:38
環(huán)球時報(2017-03-30)2017-03-30 06:44:45
電信科學(2016年10期)2016-11-23 05:11:56
中國衛(wèi)生(2015年3期)2015-11-19 02:53:32
西安航空學院學報(2014年5期)2014-07-13 01:27:52
