數控龍門銑鏜床高精度漸開線花鍵加工
2013-12-31 07:17:58劉大鵬
機械工程師 2013年8期
劉大鵬
(齊齊哈爾二機床(集團)有限責任公司,黑龍江齊齊哈爾161005)
1 引 言
數控龍門銑鏜床垂直主軸內是由一個漸開線花鍵軸同時與兩個漸開線花鍵套相互嚙合來傳遞動力的結構。數控龍門銑鏜床在加工零件時,被加工件質量好壞與漸開線花鍵套、漸開線花鍵軸精度的高低有很大的關系,而漸開線花鍵套、漸開線花鍵軸作為數控龍門銑鏜床的關鍵件,精度要求很高,而且漸開線花鍵軸與漸開線花鍵套的嚙合精度、傳動精度的要求非常嚴格。數控龍門銑鏜床中漸開線花鍵軸與漸開線花鍵套是漸開線花鍵內、外齒連接的,對于主軸的旋轉精度和定位精度尤其重要,所以此漸開線花鍵要求精度等級為5 級,并且齒面要求熱處理,從而在花鍵軸、花鍵套單件加工的時候非常困難,很難保證漸開線花鍵軸、漸開線花鍵套的定位精度和嚙合精度。以往所采用的單件磨削的加工方法很難保證漸開線花鍵軸、套的各項精度要求。經過對其結構和各項精度要求的分析,通過多次試驗,選擇了一件最佳的加工方法——修配法。采用修配法加工此類工件是國內外首例,在保證本設備的各項精度的同時,大大降低了加工成本。
2 漸開線花鍵的概念及漸開線花鍵精度的選用
2.1 漸開線花鍵的概念
花鍵聯結:相互聯結的同軸偶件,該兩零件借助內、外圓柱表面上等距分布的鍵齒相互聯結,傳遞扭矩或運動。在內圓柱表面上的花鍵為內花鍵,在外圓柱表面上的花鍵為外花鍵。
漸開線花鍵就是具有漸開線齒形的花鍵。
2.2 齒輪精度的選擇
選擇齒輪精度等級時,必須根據其用途、工作條件及技術要求,即必須考慮齒輪的圓周速度、傳動的功率、工作的持續時間、振動、噪聲和使用壽命等方面的要求。
精度等級的選擇一般為兩種方法:
(1)按誤差傳遞及分布的規律,確定該傳動鏈中某一傳動元件應有的回轉角誤差,依此確定第Ⅰ公差組的精度等級,或者根據所允許的振動及噪聲的指標,按傳動的動力計算,確定出第Ⅱ公差組的精度等級,或者根據在強度和壽命計算基礎上,確定第Ⅲ公差組的精度等級。
(2)經驗法:現有齒輪傳動具有成熟的經驗時,新設計的齒輪傳動可采用相似的精度等級。
一般情況下,齒輪每個精度等級的三個公差組選擇相同的精度等級,如因特殊需要,允許選用不同的精度等級,新標準沒有規定公差允許相差的精度級數,對于每一公差組中的誤差項目,必須保持相同的精度等級。
結合以上兩種方法以及設計的各項技術要求,數控龍門銑鏜床垂直主軸內配合的漸開線花鍵精度選擇5 級精度,即INT/EXT 46Z×6M×30R×5H/h GB/T3478.1-1995。
2.3 高精度漸開線花鍵內、外齒加工方案
圖1 所示為數控龍門銑鏜床垂直主軸內漸開線花鍵內、外齒裝配示意圖,是一漸開線花鍵軸同時與兩個漸開線花鍵套相互嚙合。經過對其結構和各項精度要求的分析,為了保證漸開線花鍵軸、漸開線花鍵套的定位精度和嚙合精度,數控龍門銑鏜床整機的高精度,體現降本增效、保證精度的原則,通過多次試驗采用以下最佳的加工方案:
(1)先加工一個單件花鍵套漸開線花鍵內齒,并用檢軸測量出此花鍵套漸開線花鍵內齒的跨棒距,并記錄實測值;
(2)利用上面加工的花鍵套漸開線內齒的實測跨棒距,配磨另一個花鍵套漸開線內齒,保證兩花鍵套漸開線內齒同步性一致,并記錄此件的漸開線花鍵內齒跨棒距實測值;
(3)加工花鍵軸上漸開線花鍵外齒時,按漸開線外齒公法線和兩花鍵套配磨此漸開線花鍵外齒,保證嚙合間隙。
(4)磨削花鍵軸、花鍵套后,進行試穿。要求:兩花鍵套齒向對齊,與花鍵軸上花鍵部分配合各占50mm,鉆攻花鍵套上12 個銷孔中3 個為M16 螺紋結合孔(均布)工藝用,用工藝螺栓(3 件)將兩花鍵套緊固,鉆、擴、鉸出9 個銷孔,卸下各件完成剩下3 個銷孔,并打相同標記。重新按裝配圖、標記號裝配(見圖1),保證各內、外齒滑動自如,保證定位精度、傳動精度。
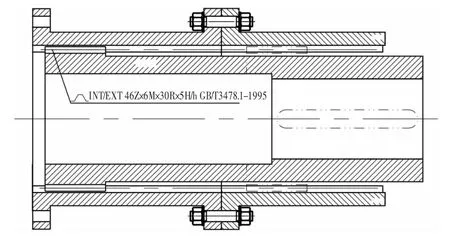
圖1 漸開線花鍵內、外齒裝配
3 結 語
本文突破常規,按以上方案在磨齒機上修配磨高精度漸開線花鍵套、漸開線花鍵軸,完成后經檢驗,各項精度都達到了圖紙要求,同時,漸開線花鍵軸、漸開線花鍵套的定位精度和嚙合精度均能夠滿足數控龍門銑鏜床整機的精度。該方法是高精度漸開線花鍵內、外齒加工的一種簡便可靠的新方法,解決了漸開線花鍵軸、漸開線花鍵套的定位精度和嚙合精度低的技術難題,適用性很強,有推廣價值。也為類似的工件加工提供了一種可行的方法,是一項創造性的革新,其社會效益、經濟效益顯著。
[1] 王先逵.機械制造工藝學[M].北京:機械工業出版社,2003.
[2] 葉克明.齒輪手冊[M].北京:機械工業出版社,1983.
