數控汽輪機轉子輪槽中心支架介紹
2013-10-12 08:52:06張正剛
機械工程師 2013年8期
張正剛
(齊齊哈爾二機床集團有限責任公司,黑龍江齊齊哈爾 161005)
1 引言
汽輪機是一個集高溫、高壓、高速于一體的高精度機電產品,汽輪機的轉子是其核心部分,汽輪機轉子加工一直是機械加工中的一個難點,而轉子加工中轉子輪槽的加工更是難中之難。轉子輪槽加工的質量將直接影響汽輪機的出力及振動情況。現階段國內外對輪槽的加工基本采用專機加工,其加工特點為加工精度高、機床剛性好、抗振性能好,但其加工型線受限制,加工范圍小,并且投資較大。因此,輪槽的加工一直是所有汽輪機廠的瓶頸工序。
數控汽輪機轉子輪槽中心支架是加工汽輪機轉子松塔槽時用于轉子的支撐夾緊和分度的附件。中心支架包括安裝平臺(機床的落地平臺)、用來固定轉子分度裝置和兩個轉子軸頸支撐、輔助支撐、尾座(一個帶編碼器的支撐架)以及液壓系統等組成,主要部件是經過兩次去應力的焊鋼的結構,具有最大的剛度和強度。這些部件組成了一個能承受大功率切削,并能得到精密加工結果的剛性好、精度高的中心支架。
2 主要規格參數
兩中心支架間的支撐范圍:3000~7500mm;中心支架平臺規格(長×寬):12000mm×2000mm;平臺T型槽數:7個;工作臺T型槽寬度:42mm;中心架中心高度(到工作平臺):1150mm;中心架微調整量:4mm;中心架單個承受重量:60t;加工工件長度:6000~850mm;支撐軸頸范圍:φ300~φ500mm;加工工件最大重量:100t;支架最大夾緊力:30t;分度精度±5″;分度轉臺最大回轉速度:0.75r/min。
3 數控轉子輪槽中心支架主要構成及功能
如圖1,該裝置主要由分度裝置、中心支架、安裝平臺、液壓軸瓦支架、尾座等五部分組成。
(1)分度裝置。提供轉子的夾緊、分度和轉動,分度單元上有卡盤和旋轉編碼器,圓光柵36000線/r。數控達到分度精度±5",伺服系統同840D配套同時配濾波器。卡盤用來夾緊轉子,臺面直徑大約φ1200mm,編碼器用來分度測量,分度精度高。分度單元安裝在分度支架上,分度支架安裝在主機行程外,不影響主機加工范圍。分度支架固定在平臺上,安裝后不隨其他轉子加工裝置進行拆卸,安裝位置應考慮轉子加工范圍。
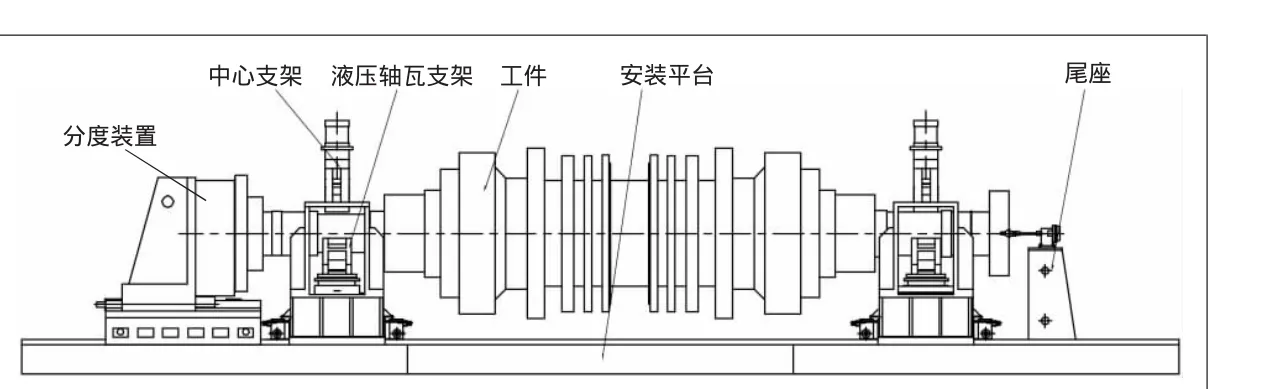
圖1 結構圖
(2)中心支架。支撐轉子的機構,由安裝平臺、兩個液壓軸瓦支架組成。中心支架安裝在安裝平臺之上,通過T型螺栓固定,在不用此裝置時,將其從平臺上拆卸下來,放到車間適合位置保存。
(3)安裝平臺。上面有T型槽,有導向導軌,T型槽用來夾緊兩個中心支架。兩支架移動通過齒輪齒條手動驅動。需移動支架時,支架的四個偏心輪將支架抬起1mm,移動到位后,四個偏心輪落下,用壓板將支架壓緊即可。
(4)液壓軸瓦支架。通過軸瓦來支撐轉子,實現轉子的轉動和支撐。支撐軸瓦通過調整裝置實現兩個支架的中心位置調整,調整范圍4mm,支撐軸瓦低于分度裝置的中心線2mm,升起4mm適應各種不同直徑的軸頸,支架微動調整部分有靜壓油,以減小調整時的壓應力,減少磨損。支架的軸頸部分為靜壓的,根據軸頸的不同進行更換。靜壓軸瓦的供油系統壓力為100MPa。這個靜壓軸承在工作時能把轉子升起約0.05mm,允許轉子在分度時有最小的扭矩進行分度,每個支架可以承載60t,支撐范圍3000~7500mm。
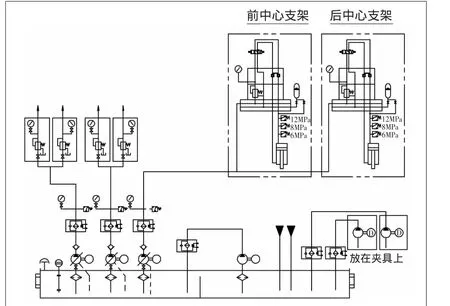
圖2 液壓原理圖
(5)尾座。主要作用是檢測工件和主軸的隨動情況,如果有不同步現象,則電氣報警,主軸和主機停止工作。由一個尾座支架和圓光柵支架構成,通過聯軸器、連接桿、法蘭盤與工件一側剛性連接,圓光柵支架的高度通過調整螺栓調整。
本裝置在工件兩端使用了兩個編碼器,避免了加工時誤差的產生。
4 液壓系統
如圖2,液壓系統由兩個獨立的部分組成,一個是軸瓦與轉子轉軸之間,調整板與靜壓板之間的靜壓,另一個是由雙作用活塞油缸控制的V型夾具與轉子轉軸之間的夾緊與松開。
目前該附件已廣泛用于汽輪機轉子加工制造企業,加工工件最大重量可達100t。可與加工機床實現聯動控制。此附件的成功研制和應用,使汽輪機轉子輪槽加工精度及效率大大提高。使我國的汽輪機加工制造技術水平得到了很大提高。
猜你喜歡
保健醫苑(2022年5期)2022-06-10 07:46:12
小哥白尼(趣味科學)(2021年8期)2021-11-20 06:08:04
能源工程(2020年5期)2021-01-04 01:29:00
中國生物醫學工程學報(2019年4期)2019-07-16 08:04:16
模具制造(2019年3期)2019-06-06 02:10:54
廣西電力(2016年4期)2016-07-10 10:23:38
工業設計(2016年4期)2016-05-04 04:00:23
沈陽醫學院學報(2014年4期)2014-12-27 13:44:20
航天器工程(2014年5期)2014-03-11 16:35:55
機械制造與自動化(2014年1期)2014-03-01 04:21:47
