機械手模型的PLC控制系統設計
2013-12-29 00:00:00張珊李志乾鄧福軍
科技資訊 2013年18期
摘 要:利用S7-300系列PLC對機械手進行控制,詳細闡述了系統的主回路和控制回路工作原理以及接線圖。
關鍵詞:機械手 PLC S7-300 主回路 控制回路
中圖分類號:TP273 文獻標識碼:A 文章編號:1672-3791(2013)06(c)-0069-02
機械手是隨著工業機械化、自動化而發展起來的一種裝置,具有結構簡單、運動迅速、可靠性高、節能環保的特點,目前已經在各行業得到了廣泛應用[1]。應用PLC控制機械手能實現各種規定的工序動作,不僅可以提高產品的生產效率,而且對保障人身安全,改善勞動環境,減輕勞動強度,提高勞動生產率,節約原材料消耗以及降低成本,有著十分重要的意義[2]。
本文中,我們提出了一種簡單、可靠的基于S7-300系列的PLC機械手控制系統,實現了物件的取放、上下、左右、旋轉過程。PLC簡單易學,相對于C語言易于掌握,對技術人員的要求也一般。本文介紹的基于德國西門子S7-300系列PLC設計的機械手控制系統。
1 機械手的工作過程
開始運行后,機械手如果不在初始位置上,單相異步電動機開始運轉(橫軸向手抓方向移動,豎軸向上移動),歸位后首先橫軸電動機工作,橫軸前伸;前伸到位后,手爪電動機得電帶動手爪轉動;當傳感器檢測到限位磁頭時,電動機停止,PLC控制電磁閥動作,手張開;延時一段時間,豎軸電動機工作,豎軸下降;下降到位后,電磁閥復位,手爪夾緊;延時過后,豎軸上升,同時橫軸縮回,地盤電動機帶動地盤旋轉;當橫軸、豎軸、地盤都到位后,橫軸前伸;到位后手爪旋轉,然后豎軸下降,電磁閥動作,手爪張開;延時后豎軸上升復位,然后開始下一周動作。
2 主回路工作原理及接線圖
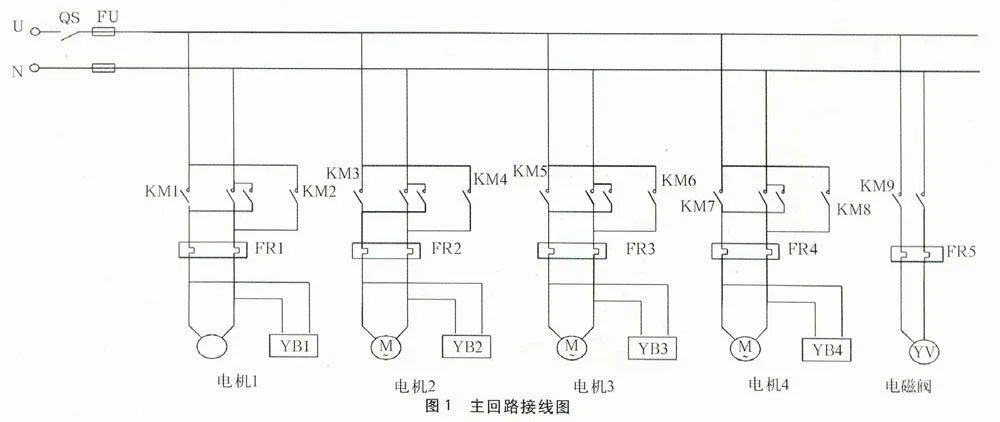
本文中總共用到了四臺電機,他們分別完成機械手橫軸的左右移動,機械手豎軸的上下移動,機械手爪的180度旋轉運動,以及機械手立柱的270度旋轉運動,在此都選用單相交流異步電動機。并且由于機械手無論是橫軸的運動,豎軸的運動,手爪的旋轉以及立柱的旋轉都用到了往復運動,因此每臺電機都能很好的實現正反轉功能。
電機1控制機械手的左/右移動;電機2控制機械手的上/下移動;電機3控制手爪的旋轉;電機4控制機械手立柱的旋轉。
按下啟動按鈕,第一步,按下右移動按鈕,控制機械手右運動的電機1的主觸點KM1得電,電機運轉,機械手運動到相應位置后,碰到行程開關,KM1線圈失電,主觸點KM1斷開,電機停止運轉。第二步,按下機械手手爪旋轉按鈕,電機3主觸點KM5得電,手爪轉動,轉動到相應位置后,碰到行程開關,KM5線圈失電,主觸點失電,電機停止轉動。第三步,按下電磁閥控制按鈕,電磁閥控制氣缸動作,手爪張開。第四步,按下手動下降按鈕,電機2主觸點KM3得電,機械手向下運動,當運動到指定位置后,KM3線圈失電,從而主觸點失電,機械手停止運動。第五步,按下電磁閥控制按鈕,電磁閥控制氣缸動作,手爪夾緊。第六步,按下手動上升按鈕,電機2主觸點KM4得電,電機運轉,當機械手運動到相應位置后,碰到行程開關,KM4線圈失電,電機主觸點失電,電機停止運轉。第七步,按下立柱旋轉按鈕,電機4主觸點KM7得電,電機運轉,立柱旋轉到指定位置后,碰到行程開關,KM7線圈失電,電機主觸點失電,電機停止運轉。第八步,按下手動左移按鈕,電機1主觸點KM2得電,電機運轉,當機械手運動到相應位置后,碰到行程開關,KM2線圈失電,電機主觸點失電,電機停止運轉。第九步,按下返回原點按鈕,機械手返回原點。如圖1所示。
3 控制回路工作原理及接線圖
3.1 控制回路工作原理
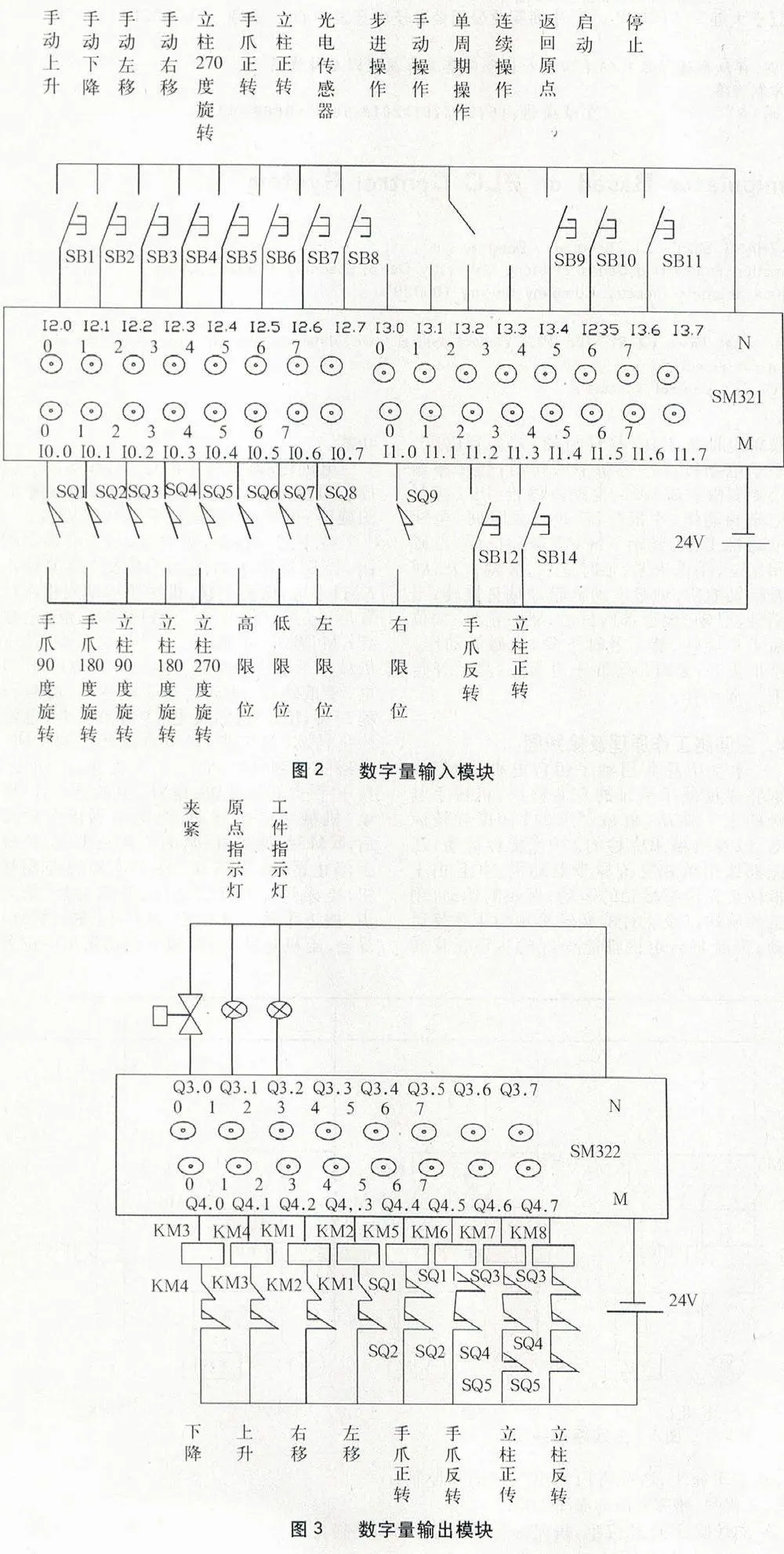
由于機械手的上升/下降等運動有必要的位置限制,利用行程開關可以控制機械設備的位置及其可以起到限位保護的作用,因此在本題中將會用到大量的行程開關。如機械手的上升/下降限位開關;機械手的左移/右移限位開關;機械手的手爪的90度旋轉、180度旋轉限位開關;機械手立柱的90度旋轉、180度旋轉、270度旋轉限位開關。綜上所述,行程開關一共需要9個,相應的輸入點數就是9個。
機械手的操作方式分為手動操作和自動操作兩種。控制按鈕的設計就是為了滿足機械手手動操作和機械手控制系統的調試而設計。例如機械手的上升/下降;機械手的左移/右移;機械手的夾緊氣動電磁閥的輸入;光電傳感器的輸入端;手爪的旋轉運動;立柱的旋轉運動;還有一個單刀四擲開關;停止/啟動按鈕;機械手的返回原點按鈕。控制按鈕和一些其他的輸入量總共需要17個輸入點數。綜上所述,總的輸入點數為26個。
輸入端進行控制作用,輸出端進行信號和動作的輸出。例如,當機械手處于手動操作方式下,當按下右移按鈕,相應的機械手應該向右移動,即為輸出。輸出有機械手的左移/右移;機械手的上升/下降;手爪的正向轉動/反向轉動;立柱的正向轉動/反向轉動;機械手手爪的夾緊動作;原點指示燈;有工件指示燈,共計11個輸出點數。
我們在此選擇西門子的S7-300系列。S7-300PLC功能強大、速度快、擴展靈活,具有緊湊的、無槽位限制的標準模板式結構。電源模板PS307輸出DC 24V[3]。
3.2 數字量輸入模塊與數字量輸出模塊
在本文中,我們已經了解到輸入總點數為24點,為直流24 V。所以在S7-300的信號模板中我們選擇數字輸入量模塊SM321:DI 32*24V DC;我們輸出點數為11點,選用數字輸出量模塊為SM322:DI 16*24V DC。如圖2、如圖3所示。
4 結語
在機械手的設計與控制研究中,本文介紹了一種PLC的機械手控制系統,對其主回路和控制回路進行了詳細介紹,其工作可靠,靈活,而且電路結構簡單,可操作性強,各種工作方式可以自動切換。
參考文獻
[1]王亮,李虹.PLC對機械手的定位控制[J].機械工程與自動化,2012(4):135-137.
[2]周鴻杰,駱敏舟,李濤,等.基于PLC的工業取料機械手系統設計[J].工業儀表與自動化裝置,2010(3):50-57.
[3]常曉玲,何大慶,姚永剛.電氣控制系統與可編程控制器[M].北京:機械工業出版社,2004.