GMAW熔滴過渡高速攝像系統與熔滴邊緣提取
2013-12-07 05:54:28賈存鋒朱加雷焦向東楊曉鋒
河北科技大學學報 2013年4期
賈存鋒 ,朱加雷,焦向東,喬 溪 , 楊曉鋒
(1.北京工業大學機械工程與應用電子技術學院,北京 100124;2.北京石油化工學院能源工程先進連接技術北京市工程研究中心,北京 102600;3. 北京化工大學機電工程學院,北京 100029)
GMAW熔滴過渡高速攝像系統與熔滴邊緣提取
賈存鋒1,朱加雷2,焦向東2,喬 溪2, 楊曉鋒3
(1.北京工業大學機械工程與應用電子技術學院,北京 100124;2.北京石油化工學院能源工程先進連接技術北京市工程研究中心,北京 102600;3. 北京化工大學機電工程學院,北京 100029)
為直觀監測GMAW焊接熔滴過渡形式和熔滴大小,建立了熔滴過渡高速攝像系統。詳述了背光光源選擇、光路設計以及攝像裝置調試等內容,并以高速攝像拍攝的熔滴過渡視頻截圖為基礎,運用CANNY圖像處理算法,結合局部屬性函數,通過MATLAB軟件編程實現對熔滴的邊緣輪廓提取,并對提取的熔滴輪廓特征值進行標記,獲得了熔滴尺寸特征的精確信息,其結論對GMAW焊接熔滴實際尺寸的精確計算和進一步熔滴過渡精確控制奠定了基礎。
GMAW焊接;熔滴過渡;高速攝像;邊緣提取;MATLAB
GMAW焊接的熔滴過渡是一個不穩定的過程,各種過渡形式可能同時存在,且過渡的熔滴被籠罩在高溫、高亮的電弧當中,通常還會伴著大量的飛濺和煙塵,通常的攝像監視手段無法獲得清晰的熔滴過渡圖像。高速攝像是一種能夠以很高頻率記錄動態圖像的先進測試手段,一般能夠達到1 000~10 000幀/s,可以對焊接過程中的熔滴過渡進行拍攝記錄。為減弱或者消除弧光、飛濺和煙塵等的影響,在熔滴過渡高速圖像拍攝時需要設計特殊的光路,并采取相應的背光、濾光等措施,才能最終獲得符合要求的熔滴過渡高速圖像。以清晰的熔滴過渡圖像截圖為基礎,采用MATLAB處理軟件可以獲得清晰的熔滴邊緣輪廓及尺寸特征值,為熔滴過渡的精確控制奠定基礎。
1 高速攝像系統及工作原理
1.1背光選擇
傳統的熔滴過渡高速攝像的背光有2種:一種是以碘鎢燈等一般光源為背光,適合拍攝弧光較弱的短路過渡過程;另一種則是以激光為背光,適合拍攝弧光較強的自由過渡過程,如滴狀過渡、噴射過渡等。激光為單色光,這使得干涉濾光片的選擇比較容易,能夠拍出視場較大的、清晰程度較好的畫面[1]。背光用激光器又可分為氦氖激光器和半導體激光器2種,分別如圖1和圖2所示。
半導體激光器對比于氦氖激光器,價格便宜,功率可調,但其功率會隨著溫度變化而改變。氦氖激光器具有優質的光束質量、良好的功率穩定性,激光參數(波長、光斑直徑、發散角等)的一致性好。因此本實驗系統選擇美國Melles Griot公司生產的型號為25LHP928-230的氦氖激光器作為背光光源,光源輸出波長為632.8 nm,額定功率為35 mW。

圖2 半導體激光器Fig.2 Semiconductor laser
焊接電弧的輻射主要來自于等離子體電弧、熔池和焊絲電極。從熔化的焊絲和熔池金屬表面上發出的輻射含較多的可見光,但這些可見光的強度小于電弧等離子體發出的光的強度。焊接等離子體發出的光主要為藍紫光(波長大約為440 nm)。為了清晰地拍攝焊絲熔滴過渡,可以通過合理的光路設計濾除大部分電弧光[2-3]。
1.2光路設計
光路部分示意圖如圖3所示,主要由擴束和成像2部分組成,功率為35 mW的氦氖激光器發射的激光經過準直擴束鏡后形成近似平行光束,平行光束的亮度超過了電弧光的亮度。當投射到成像物鏡上時,聚焦透鏡將此平行光束在其焦點位置會聚為一點,并保證順利地通過小孔光柵。由于電弧光為球面光,在成像透鏡的焦點處形成一個具有一定大小的光斑,其中只有小孔部分通過,其余部分則被阻擋,這樣就達到了弧光衰減的效果。

圖3 高速攝像系統及光路示意圖Fig.3 High-speed camera system and a light path diagram
因為激光是單色光,電弧是全色光,從表面看來電弧的光很亮很強,其實它所包含的與激光波長相同的這部分光并不強。因此,在焊絲及熔滴成像部分,采用一個最終濾光強度為0.1%的UV濾光片組合和一個中心波長為632.8 nm、半帶寬為10 nm的帶通濾光片后,可以濾掉除激光波長對應弧光外的大部分電弧光[4-5]。同時,為了避免熔滴過渡時飛濺對準直擴束鏡和聚焦透鏡等精密光學器件的影響,在焊絲兩側分別放置透明玻璃作為防護屏。
1.3高速攝像裝置
高速攝像系統使用OLYMPUS的i-SPEED 3高速攝像機,當采集速度為2 000幀/s時,圖像分辨率可以達到1 280×1 024,最高速率為150 000幀/s,此攝像機攜帶外部可視指示器,可隨時確認攝像機錄制狀態,拍攝完之后可將數據傳輸到計算機上以便分析處理。試驗前調試攝像機的位置,使焊槍位于指示器中心位置,然后調試焦距,保證清晰度為最佳,在整個試驗過程中攝像機保持靜止。
(1)視覺障礙課程設計。在無障礙網絡課程設計中,視覺障礙課程設計是最難做到的,因為人的信息接收過程中視覺所占比重最大。在講授過程中視覺障礙者沒有可以觸摸的實物又沒有視覺的配合,單一的聽覺很難讓學習繼續下去。因此在課程設計上應注意以下幾點:①課程內容上,以理論的、情感態度和心理類的內容為主。即讓聽覺成為課程的主角;②課程講述中,授課者盡可能的提供詳細、生動的語言描述。
2 熔滴邊緣提取
以此光路系統的高速攝像拍攝的清晰熔滴過渡視頻圖像作為信息源,對圖像進行邊緣輪廓提取和特征分析,視頻截圖如圖4所示。利用MATLAB圖像處理技術[6-7],對圖像進行灰度化處理,然后運用CANNY邊緣提取技術對圖像進行初步邊緣提取[8-9]。初步邊緣提取后的圖像如圖5所示。

圖4 拍攝所得圖像Fig.4 Interpolated image
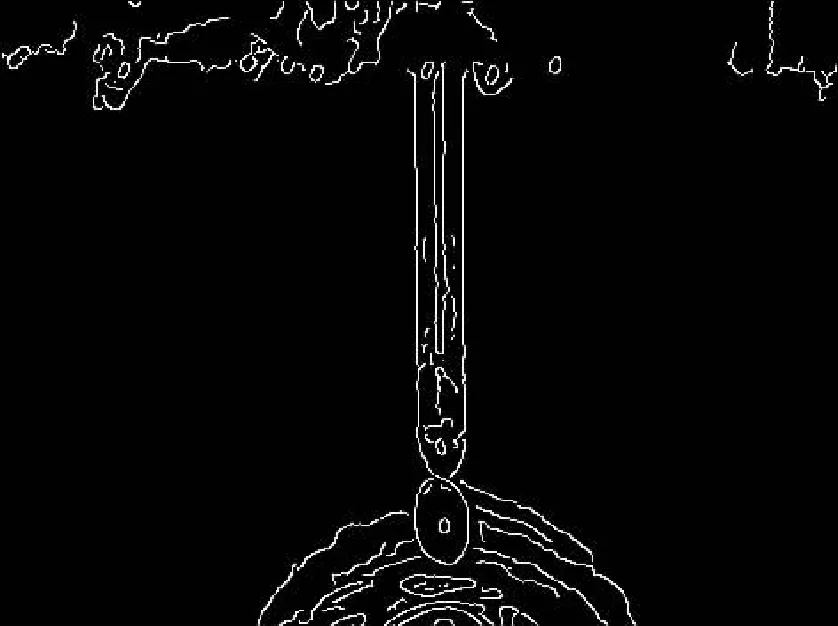
圖5 初步邊緣提取Fig.5 Primary droplet edges detected by the canny operator
從圖5可以看出,焊槍噴嘴處和電弧區域的圖像中存在許多干擾線條,需要進一步處理消除,以得到清晰的熔滴邊緣輪廓。利用MATLAB中的blockproc函數對圖像進行分塊處理,但這樣會產生更大的誤差,即很多微小的邊緣也被檢測出來。為了補修這個問題,可以使用blockproc函數中的bordersize參數來定義每塊水平和垂直邊界的像素大小[10-11]。最后再對圖像進行CANNY檢測,CANNY檢測函數允許使用一個固定的閾值thresh作為參數。通過反復測試,發現閾值thresh為0.095時可以獲得比較滿意的處理效果,如圖6所示。
3 熔滴輪廓特征值標記
為獲得熔滴的具體位置和尺寸特征信息,在得到熔滴邊緣輪廓之后,對輪廓的邊緣進行特征識別和標記。首先通過MATLAB中的分水嶺算法對邊緣輪廓二值圖像進行分割[12-13],然后運用局部屬性函數regionprops計算圖像的局部屬性,編寫相應的局部檢測循環算法。“boundingbox”為該區域的最小矩形,當MATLAB檢測到相切于熔滴的最小矩形時,屬性“majoraxislength”和“minoraxislength”即為與該矩形具有相同二階中心距的橢圓的長軸長度和短軸長度,即熔滴的特征值,將特征值結果通過函數標示于圖像當中[14-16],如圖7所示。通過相應算法可以進一步得到焊絲輪廓的寬度像素。由于焊接使用的焊絲直徑尺寸已知,結合焊絲和熔滴之間的對應比例關系,可以較為精確地獲得熔滴的實際長短軸尺寸。

圖6 熔滴邊緣輪廓二值圖Fig.6 Final droplet edges detected by the canny operator
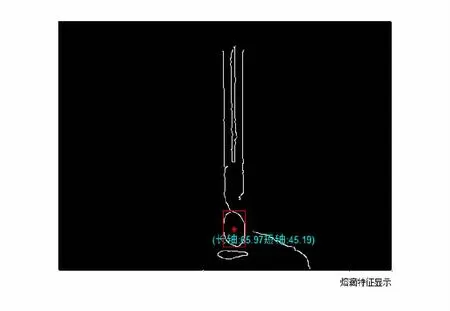
圖7 熔滴邊緣輪廓二值圖及特征顯示Fig.7 Final droplet edges detected by the canny operator and the character display
4 結 語
通過優選背光器件和對光路系統進行合理設計,建立了GMAW熔滴過渡高速圖像采集系統,能夠對焊接熔滴過渡過程圖像進行清晰顯示和記錄,為圖像處理提供了可靠的圖像信息源。
進行了熔滴過渡圖像邊緣輪廓提取,通過熔滴特征值提取算法獲得了清晰的熔滴邊緣輪廓二值圖,并進行了熔滴輪廓特征值標記,為進行熔滴過渡的精確控制奠定了基礎。
/
[1] 李 桓,李國華,李俊岳,等.熔化極電弧焊熔滴過渡過程的高速攝影[J].中國機械工程,2002,13(9):796-790.
LI Huan,LI Guohua,LI Junyue,et al. High-speed photography of metal transfer of arc welding[J]. China Mechanical Engineering,2002,13(9):796-790.
[2] 甘志英,胡士強,梁國壯.基于Hausdorff距離的人臉檢測[J].河北工業科技,2007,24(2) :96-99.
[3] 黃石生,文元美,薛家祥,等.弧焊熔滴過渡的高速攝像與電信號測試分析[J]. 華南理工大學學報(自然科學版),2008,36(4):1-4.
HUANG Shisheng,WEN Yuanmei,XUE Jiaxiang,et al. Test and analysis of high-speed photography and electric signals of droplet transfer in arc welding[J]. Journal of South China University of Technology(Natural Science Edition), 2008,36(4):1-4.
[4] 鄒增大, 韓 彬, 曲世堯,等.雙電極焊條熔滴過渡的特點及形式[J].中國機械工程, 2004,15(23):2 154-2 157.
ZOU Zengda,HAN Bin, QU Shiyao,et al. Characteristics and mode of metal transfer on twin electrode single arc welding[J]. China Mechanical Engineering, 2004,15(23):2 154-2 157.
[5] 楊運強,張曉琪,李俊岳,等.焊接電弧高速攝影技術及其同步裝置[J].電焊機,2003,33(1):11-12.
YANG Yunqiang ,ZHANG Xiaoqi,LI Junyue,et al. Technology of high-speed photograph of welding-arc and its synchronizer[J]. Electric Welding Machine,2003,33(1):11-12.
[6] LIN Q, SIMPSON W.Metal transfer measurements in gas metal arc welding[J]. J Phys D: Appl Phys,2007,34: 347-353.
[7] WU C S,POLTE T,REHFELDT D. GMAW process monitoring and quality evaluation using neural network[J]. Sci Technol Weld Joining, 2000, 5(5):324-328.
[8] NEMCHINSKY V A,MEYER D W.Method of metal transfer regulation during GMA welding[J].European Physical Journal Applied Physics,2010,50(1):1 001-1 004.
[9] 王中輝,蔣力培,焦向東,等.激光在焊接電弧高速攝像技術中的應用[J].激光雜志,2006, 27(3) :67-68.
WANG Zhonghui,JIANG Lipei,JIAO Xiangdong,et al. Application of laser on high speed video of welding arc[J]. Laser Journal, 2006, 27(3) :67-68.
[10] 劉明芹,張曉光.差分盒維法在焊縫邊緣檢測上的應用研究[J].河北工業科技,2009,26(5) :300-302.
LIU Mingqin,ZHANG Xiaoguang. Application of differential box-counting in detecting edge of weld[J]. Hebei Journal of Industrial Science and Technology,2009,26(5) :300-302.
[11] 汪殿龍,張志洋,王 波,等. 鋁鋰合金交流CMT焊接高頻脈沖復合電弧焊接技術研究進展[J].河北科技大學學報,2013,34(2):91-96.
WANG Dianlong,ZHANG Zhiyang,WANG Bo,et al. Alternating current CMT and high frequency pulse composite arc on Al-Li alloys welding technique[J]. Journal of Hebei University of Science and Technology, 2013,34(2):91-96.
[12] 張 強,王正林. 精通MATLAB圖像處理[M].北京:電子工業出版社,2012.
ZHANG Qiang,WANG Zhenglin. Proficient in MATLAB Image Processing[M].Beijing: Electronics Industry Press,2012.
[13] 賴志國,余嘯海.Matlab圖像處理與應用[M].北京:國防工業出版社,2004.
LAI Zhiguo,YU Xiaohai. Image Processing and Application of Matlab[M].Beijing: National Defence Industry Press,2004.
[14] SONKA M. 圖像處理、分析與機器視覺[M].艾海舟, 武 勃,譯.北京:人民郵電出版社, 2003.
SONKA M. Image Processing, Analysis and Machine Vision[M].Translating by AI Haizhou,WU Bo.Beijing: People′s Posts and Telecommunications Press,2003.
[15] SHI Y, LIU X, ZHANG Y. Analysis of metal transfer and correlated influences in dual-bypass GMAW of aluminum[J]. Welding Research,2008(9):229-236.
[16] WANG G, HUANG P G, ZHANG Y M,Numerical analysis of metal transfer in gas metal arc welding under modified pulsed current conditions[J]. Metall Mater Trans B,2004, 35(5):857-866.
High-speed camera system for GMAW droplet transfer and droplet edge extraction
JIA Cunfeng1, ZHU Jialei2, JIAO Xiangdong2, QIAO Xi2, YANG Xiaofeng3
(1.Mechanical Engineering and Applied Electronics Technology Institute, Beijing University of Technology, Beijing 100124, China; 2.Research Center of Energy Engineering Advanced Joining Technology, Beijing Institute of Petrochemical Technology, Beijing 102600, China; 3.School of Mechanical and Electrical Engineering, Beijing University of Chemical Technology, Beijing 100029, China)
In order to monitor the GMAW droplet transfer form and droplet size, a high-speed camera system for droplet transfer is established, and the backlight source selection, optical design and image pickup device debugging are described , etc. Based on the droplet transfer video screenshot image, using CANNY image processing algorithm, combined with local attribute function, the edge contour of droplet is extracted through MATLAB software programming, and the droplet profile feature value is marked, and then the accurate droplet size characteristics information is obtained. This conclusion makes a good foundation for accurate calculation of GMAW droplet size and further droplet transfer control.
GMAW welding; droplet thransfer ;High-speed camera; edge extracting;MATLAB
1008-1542(2013)04-0275-04
10.7535/hbkd.2013yx04002
TG406
A
2013-04-26;
2013-05-17;責任編輯:張士瑩
國家自然科學基金青年基金 (51175046);國家自然科學基金 (51205026);北京市屬高校創新團隊建設提升計劃(IDHT20130516)
賈存鋒(1988-),男,山西陽泉人,碩士研究生,主要從事水下焊接工藝方面的研究。
朱加雷博士。E-mail:zhujialei@bipt.edu.cn