環錠紡設備紡制高比例羊毛混紡紗的生產實踐
2013-12-03 05:48:00馮濤
山東紡織科技 2013年4期
關鍵詞:工藝
馮 濤
(眾地家紡有限公司,山東 青島266001)
羊毛纖維制品因其良好的彈性、吸濕性、保暖性、光澤柔和等特點,一直受到消費者的喜愛。目前高比例羊毛紗線多為毛紡廠紡制,但其手感較硬挺,環錠紡紡制高比例羊毛紗線又存在一定技術難度,鑒于此,我們嘗試在環錠紡設備上研究生產高比例羊毛紗線,提高羊毛紗線的產量同時改良羊毛面料的手感,滿足日益增長的市場需求。本文介紹了29.4tex羊毛/錦綸(70/30)混紡紗的紡紗工藝,為生產此種紗線提供了參考依據。
1 原料規格及混紡比選擇
羊毛具有彈性好、吸濕性強、保暖性好等優點,且羊毛蓬松度好、易染色,染后色澤鮮艷。羊毛越細,細度離散性越小,相對強度越高,所紡成紗質量也越好,選擇的絲光防縮羊毛平均細度18.1~20μm,細度變異系數22%。
錦綸纖維最突出的優點是耐磨性較其它常見纖維好,其次為它的彈性較佳,耐腐性好,不怕蟲蛀,不發霉。錦綸纖維規格為1.5dtex×38mm。
對于混紡比的選擇,充分考慮到兩種纖維的性能及高比例羊毛混紡產品的需要,我們選擇羊毛/錦綸纖維混紡比為70/30。這種比例紗線做出的面料既保持了羊毛的天然保暖性能,其耐磨性也由于錦綸的使用得到了提高,并具有較好的回彈性和服用性能,是制作高檔服裝的理想面料。
2 原料預處理和工藝流程
2.1 原料預處理
預處理中將絲光毛條,由切割機切成平均38~40mm羊毛短纖維,由于羊毛纖維和錦綸混紡在紡紗過程中易產生靜電,纖維間抱合力差,半成品蓬松,易產生三繞情況,所以將切割好的羊毛纖維加入水、和毛油增加原料的回潮,在半成品中保持放濕狀態,從而減少混紡中靜電的產生。加入1.5%的和毛油,和毛油乳化液中含有一定量的水(一般油水比例為1∶2~1∶4),但為了保證混料上機的回潮率,同時減少油的粘度,擴大油的面積,使油能均勻地分布在羊毛表面,所以在和毛油中再加入水,使和毛油乳化液進一步稀釋。加入的水量應根據羊毛本身的回潮率、相對濕度和加油量來確定,使羊毛上機回潮率能達到20%;錦綸纖維同樣加入適量的水、抗靜電劑使錦綸上機回潮率達到5%左右。將上述纖維放置24h后,使用合毛機充分混合,保證成紗混比的均勻性、一致性。
2.2 工藝流程
本文采用環錠紡工藝流程對羊毛/錦綸纖維混合進行紡紗。預處理后的羊毛、錦綸混合纖維紡紗工藝流程如下:B262型合毛機 →A186G型梳棉機→FA302型并條機(頭并)→FA302型并條機(二并)→FA302型并條機(三并)→FA457型粗紗機→FA506型細紗機→村田No.21C型絡筒機。
3 各工序工藝配置及技術措施
3.1 梳棉工序
由于羊毛的抱合力較差,在梳棉機臺改造加上料斗及一簡易振動棉箱,以筵棉的形式直接喂入給棉板,并加入自調勻整,控制生條的不勻率。選擇工作角較大的新型化纖針布,減少纖維沉淀,利于轉移,防止繞錫林,從而達到提高棉網質量、減少生條和成紗棉結的目的。適當降低梳理速度,提高錫林與刺輥的線速度比值,適當放大錫林與蓋板間隔距,以保證纖維分梳緩和、轉移順利。降低道夫速度,以利于纖維的梳理。棉網張力牽伸偏小掌握,大小壓輥壓力加大,從而防止生條蓬松而堵塞喇叭口。主要工藝參數見表1。
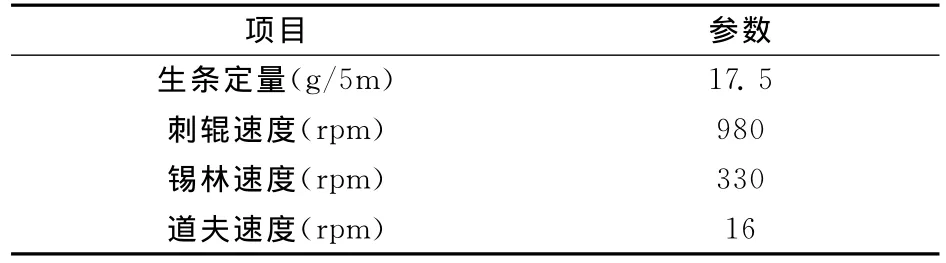
表1 梳棉主要工藝參數
3.2 并條工序
羊毛和錦綸混紡易產生靜電,并條工序要求使用高濃度涂料皮輥,并保證紡紗通道的清潔,車速適當降低,采用大隔距,適當的喇叭口,防止繞羅拉皮輥。為了改善熟條的重量不勻率,使用三道并合,并采用條筒交叉排列法排列。主要工藝參數見表2。
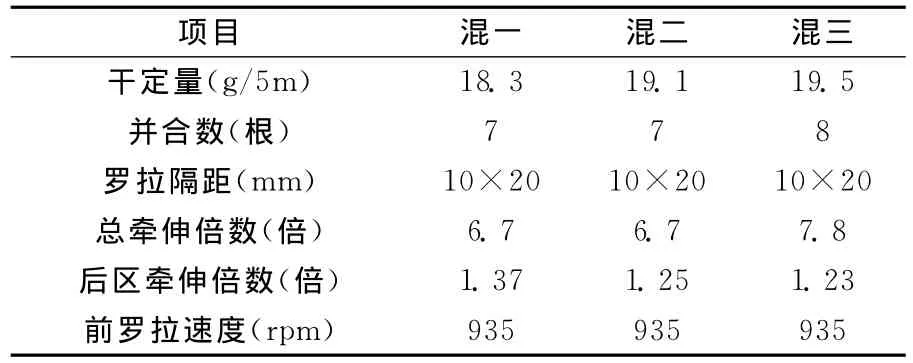
表2 并條主要工藝參數
3.3 粗紗工序
考慮到羊毛纖維和錦綸兩種纖維間抱合力差的特點,粗紗工藝采取“重加壓、大隔距、低速度、小張力”的工藝原則,從而能夠在保障纖維較少磨損的情況下進一步提高纖維的伸直平行度、分離度,改善紗條的質量。同樣為了防止纖維的纏繞采用高比例的涂料皮輥。由于粗紗抱合力較差,容易出現冒頭冒腳紗,粗紗卷繞直徑不能太大,管重控制在1kg以內,防止因冒紗而導致的粗紗成形不良。主要工藝參數見表3。
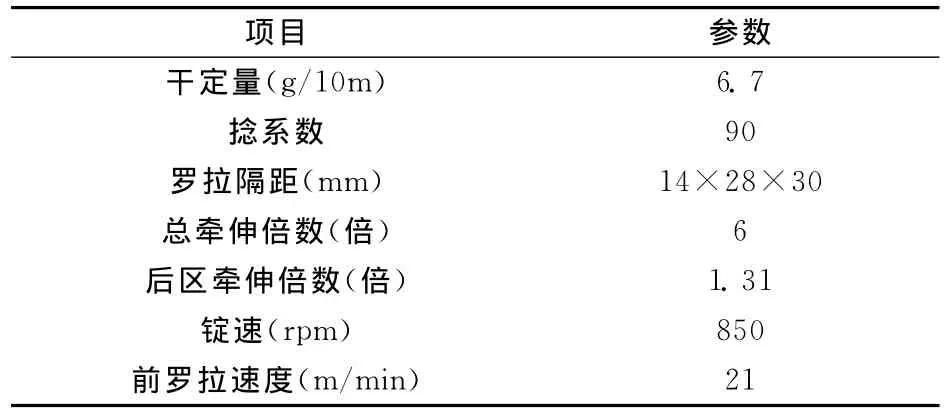
表3 粗紗主要工藝參數
3.4 細紗工序
細紗工序采取“低速度、重加壓、大隔距”的工藝原則。細紗機速度180rpm,細紗工序使用中硬度處理膠輥(邵爾A65度),且按周期進行調換,保障成紗質量;采用大的隔距塊,加強對牽伸區纖維的控制及牽伸;優選捻系數保證紗線風格;同時周期性地更換鋼領和鋼絲圈,減少細紗毛羽,提高成紗質量。主要工藝參數見表4。

表4 細紗主要工藝參數
3.5 絡筒工序
羊毛/錦綸成紗彈力較大,采用“低速度、輕張力、小筒裝”的工藝原則,重點放在清除大的棉結及紗疵。使用村田No.21C自動絡筒機,開啟氣圈破裂器,減少因氣圈引起的紗線張力變化。主要工藝參數見表5。
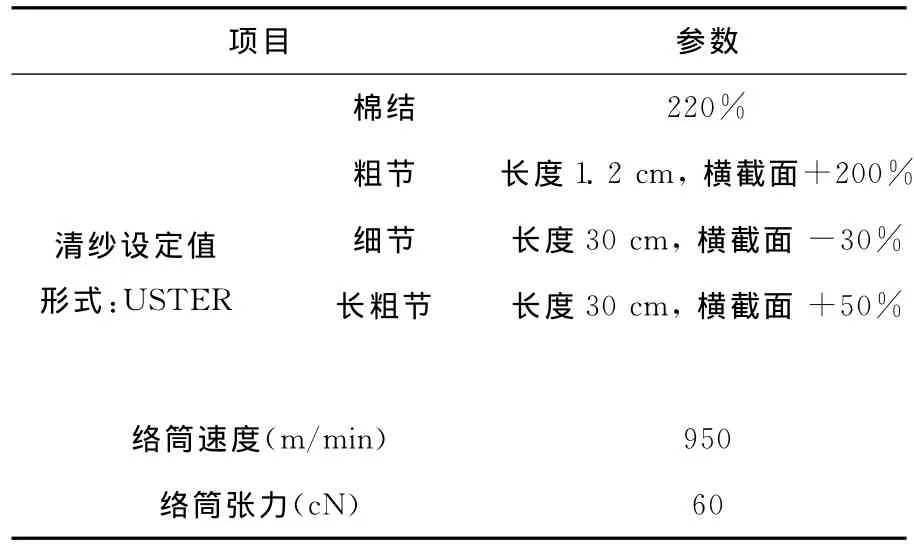
表5 絡筒主要工藝參數
4 成紗質量
成紗質量指標檢查結果如表6所示。
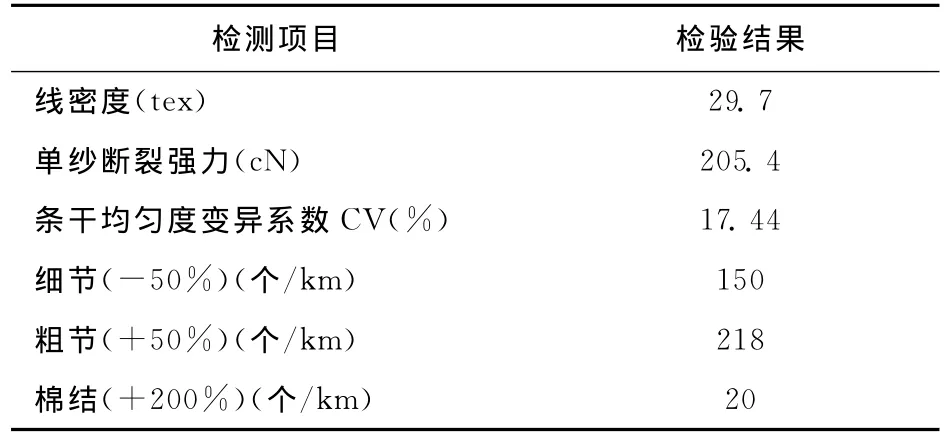
表6 成紗質量指標檢驗結果
5 結束語
在環錠紡設備上紡制羊毛/錦綸纖維混紡高比例羊毛紗,重點要解決羊毛纖維、錦綸纖維可紡性差、紡紗困難及成紗質量控制的問題。生產中通過對原料纖維進行加入和毛油、提高纖維濕度等預處理,根據混紡纖維的特點及比例,優化各個工序參數,保證了最終成紗質量。最終在提高成紗質量減少成本的同時,充分發揮混紡纖維的優點,所紡制的混紡紗品質優良,服用性能好,具有良好的市場前景。
[1]秦貞俊.密實環錠紡加工純羊毛精梳紗[J].毛紡科技,2002,30(2):16.
[2]江蘭玉.毛紡工藝學[M].北京:中國紡織出版社,1997.
[3]寇宗蓮.紡紗和毛油助劑的性能及應用[J].毛紡科技,2008,36(6):15—18.
[4]姚穆,周錦芳,黃淑珍,等.紡織材料學[M].北京:中國紡織出版社,2005.
[5]李梅.紐代爾與彩棉混紡針織紗的開發[J].山東紡織科技,2007,48(2):10—12.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
