一種多工位自動翻轉組焊裝備的研制
2013-11-26 03:11:36張海燕左淑莉李寶旺姚明哲
機械制造 2013年3期
□ 張海燕 □ 左淑莉 □ 李寶旺 □ 姚明哲
唐山軌道客車有限責任公司 制造技術中心 河北唐山 064000
目前鐵路客車車型種類繁多,包括高速動車組、城軌、地鐵等,且產品升級非常快。由于鋁合金具有質量輕、強度高、密封性能好的特點,其車體大多采用大型中空鋁合金型材焊接而成。
鋁合金車體三大部件主要包括車頂、左右側墻和底架,而且每個部件都要經過正反裝焊接工序,也就是說,如果要完成一組上述部件的焊接,需專用工裝8套,要投入大量資金及場地,很大程度上限制了技術的更新,所以一種多工位、多功能的自動化、柔性化自動焊接裝備的研制顯得至關重要。
1 工裝總體結構
分析車體大部件主要結構尺寸特點、焊接工藝及日后產品升級的需求,確定工裝整體采用橫梁陣列結構,需機械、電氣、液壓、氣動技術綜合應用,產品的水平頂緊及上壓緊采用液壓形式,滾筒式旋轉支撐梁轉動采用氣動形式,以改變工裝支撐板的輪廓,可以適應多種產品的焊接。
2 各裝置設計方案
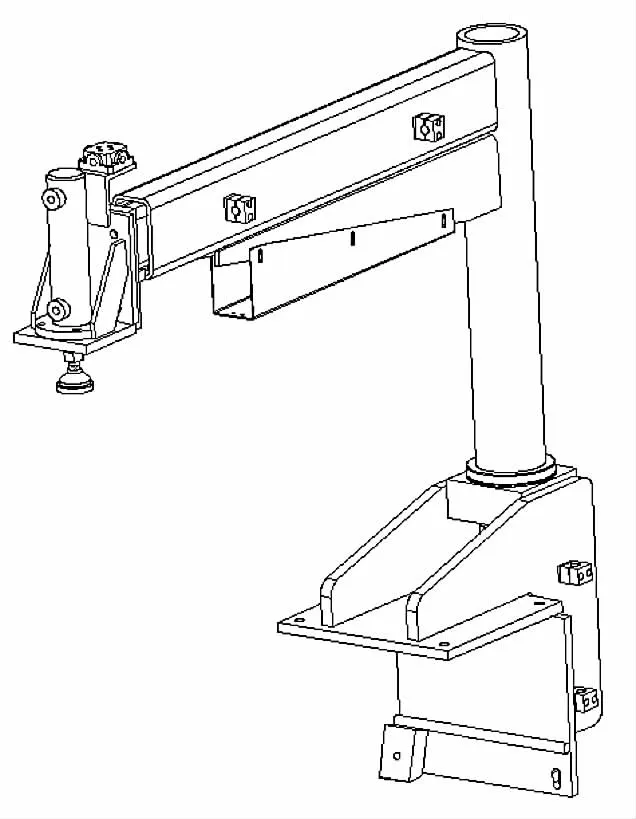
考慮到工裝標準化、系列化、通用化的要求,采用模塊化組合結構,主要分為縱向基礎梁裝置、滾筒式旋轉支承裝置、上壓緊裝置、水平拉緊裝置等幾個主要部分(如圖1所示)。
2.1 縱向基礎梁
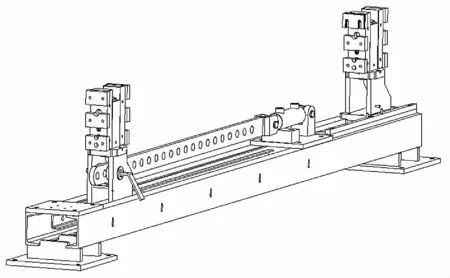
如圖2所示為縱向基礎梁,是整個工裝的高度安裝基準,每根長3 m,整體縱梁長24 m,縱梁間用高強度螺栓連接。
縱梁整體安裝后平面度要求小于0.5 mm,這就需要從設計結構上要充分考慮便于調整和定位。因此縱向梁下部安裝板每端用4個M16螺栓與地面預埋鐵內T型螺栓連接,每端用兩個M20螺栓調整高度,從而精確保證安裝要求。
2.2 滾筒式旋轉支承
如圖3所示為滾筒式旋轉支承,兩端與縱梁連接,滾筒設計成鏤空形式,在內部套筒上均勻焊接隔板,在隔板圓周方向出槽口,用來焊接立板形成安裝位置,各種產品定位支承塊就可安裝在沿圓周方向的8個槽中。
如圖4所示為滾筒端部結構,端部加工出星形滑槽,氣缸勾貝頭部滑入其中,通過氣缸伸縮帶動滾筒自動旋轉,實現不同部件、不同工件的焊接轉換。
2.3 上壓緊裝置
如圖5所示為上壓緊裝置,安裝在側梁上,每側安裝12個,采用液壓缸壓緊,上壓緊裝置采用套筒形式,可自由旋轉。壓緊臂是兩個穿入的矩形管,小矩形管四周裝有滑道,與外部矩形管內側滑動摩擦。
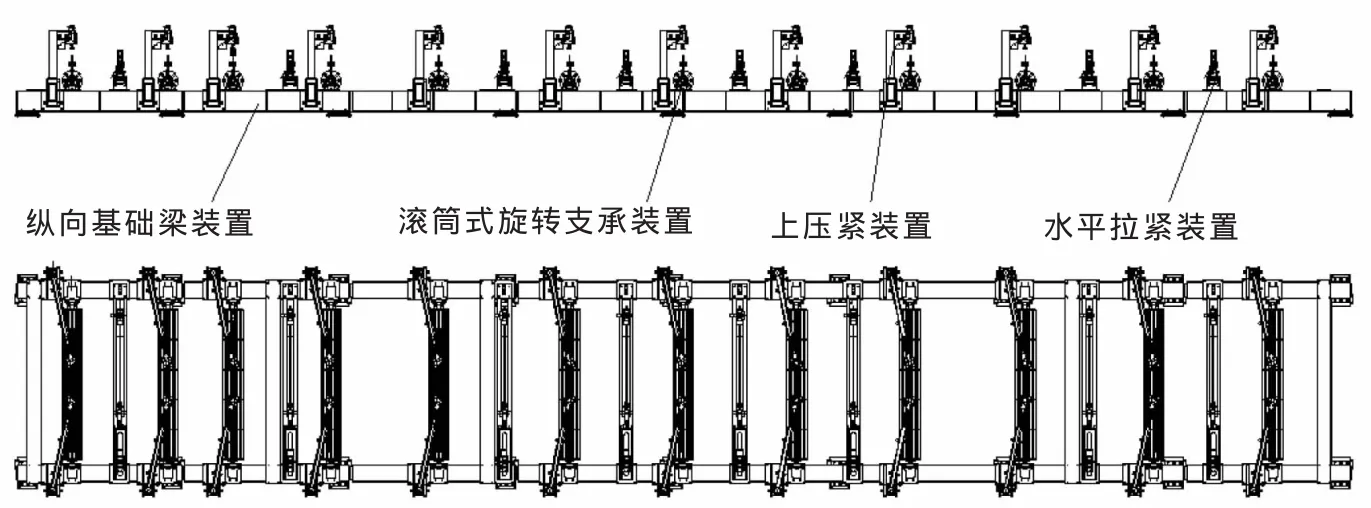
▲圖1 多工位自動翻轉組焊裝備
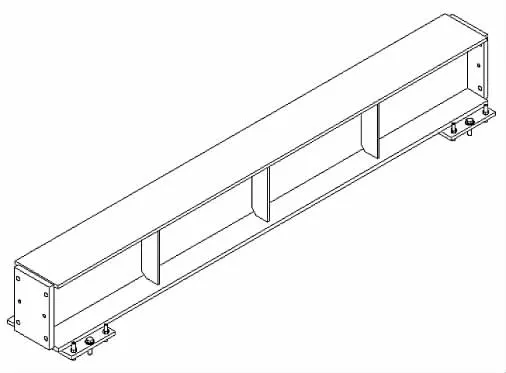
▲圖2 縱向基礎梁
圖6 為鋁合金側墻焊接時的工作狀態,滾筒上部安裝與側墻形狀相同的幾個支承塊用于支承。由于鋁合金大部件都是由幾塊型材拼焊而成,所以小矩形管可通過人工伸縮到需要壓緊的位置。當焊接完成需松開上壓緊裝置時,液壓缸桿縮回,轉動轉臂超過90°避開工件出胎。
2.4 水平拉緊裝置
如圖7所示,水平拉緊裝置安裝在兩側縱梁上,拉緊橫梁由兩根槽鋼拼接形成相對封閉的型腔,橫梁一端為固定定位塊,用螺栓與橫梁連接,用于定位鋁合金大部件一側,橫梁另一端可在橫梁內部型腔中滾動,其動力來自于液壓水平拉緊缸,可用于大部件的拉緊,使大部件在焊接前預制出所需的撓度。
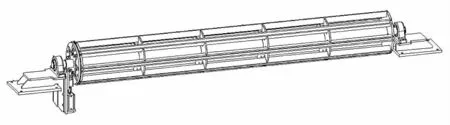
▲圖3 滾筒式旋轉支承

▲圖4 滾筒端部
▲圖5上壓緊裝置

▲圖6 側墻焊接工作狀態
▲圖7 水平拉緊裝置
3 液壓系統工況分析及主要技術參數
3.1 載荷的組成
該組焊裝備主要采用鋁合金大部件的焊接,以側墻為例,由5塊25 m長的型材插接而成,在焊接時需預制出撓度10~12 mm,側墻一側頂住水平拉緊裝置一端固定定位塊(已做出上撓度),另一側用水平拉緊裝置拉緊。側墻根據實際使用要求,設8組水平拉緊裝置。拉緊完成后,需對側墻上部壓緊,每側安裝12組上壓緊裝置。由于側墻鋁型材強度很高且由5塊插接而成,焊接時反變形量及焊接應力都很大,初定工作載荷>50 kN。
3.2 初選系統工作壓力及流量
根據載荷的大小及執行元件的裝配空間等因素,初定系統工作壓力為10 MPa,流量10 L/min。
3.3 液壓缸的主要結構尺寸
活塞桿受壓時的工作載荷F:活塞桿受拉時的工作載荷F:


式中:P1為液壓缸工作腔壓力,Pa;P2為 液壓缸回油腔壓力,Pa;A1為無桿腔活塞有效作用面積,m2;A2為有桿腔活塞有效作用面積,m2。
綜合考慮系統工作壓力及液壓缸實際工作情況,得到參數如表1所示。
3.4 液壓泵的選擇
綜合考慮液壓泵的最大工作壓力、流量及總效率,選用變量柱塞泵并確定泵站主要參數,電機功率為3 kW-4-V1,電機電壓為380 V-50 Hz,油箱容積為100 L,泵站帶風冷卻器。
3.5 液壓閥的選擇
根據系統的工作壓力和實際通過該閥的最大流量,選取如下規格:
(1)垂直下壓油缸手動換向閥組:工作壓力為350 bar,流量為50 L/min,二位四通手動控制帶定位。
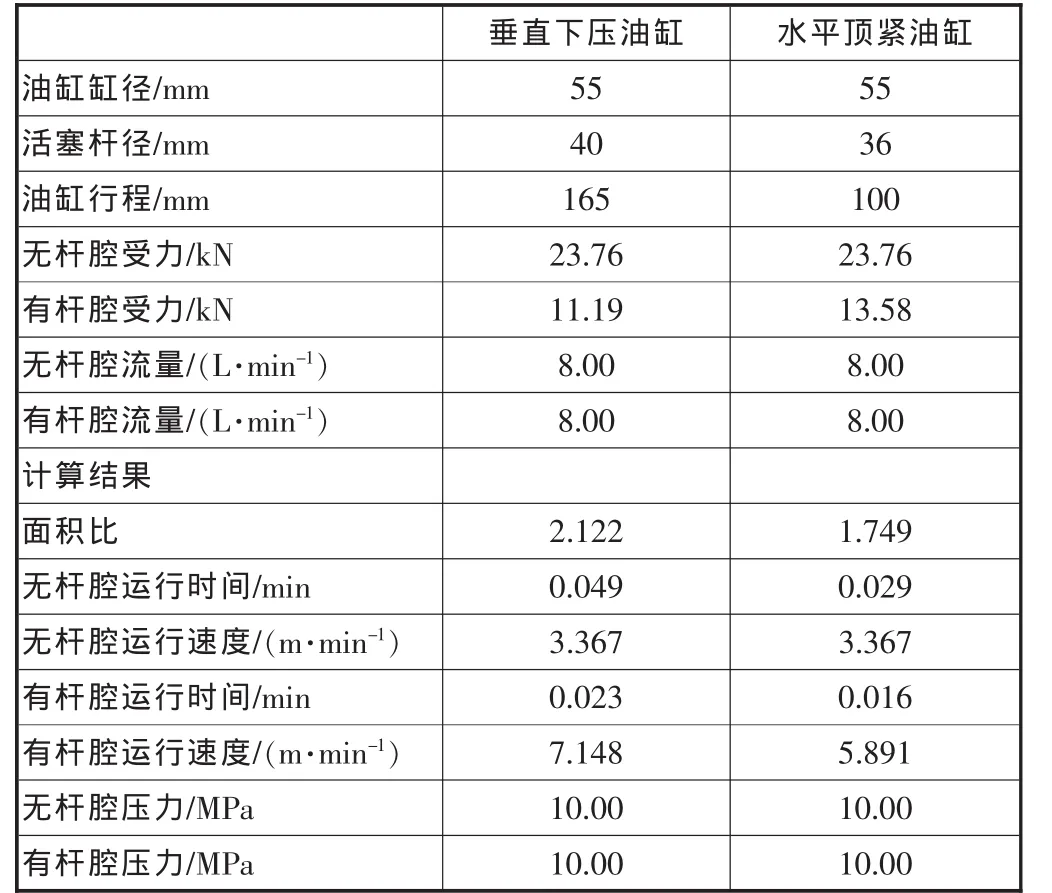
表1 油缸主要參數
(2)水平推拉油缸手動換向閥:工作壓力為350 bar;流量為50 L/min;三位四通手動控制帶定位。
4 結束語
提制多工位自動翻轉組焊裝備所涉及技術涵蓋了機械技術、電氣技術、液壓技術、氣動技術、傳感技術,在工裝上用到了大量的成品件、傳動件、運動件。 由于該工裝技術含量的提高,因此,對工裝零部件的材質、熱處理、加工方法、裝配精度提出了高要求,在制造中,用到了加工中心、線切割、電火花、車銑刨磨等多種加工方法;在組裝過程中,更加強調組裝順序、組裝技巧。
[1] 王文斌.機械設計手冊[M].北京:機械工業出版社,2006.
[2] 蔡春源,楊文通.機械零件設計[M].北京:冶金工業出版社,1994.
[3] 陶崇德,葛鴻翰.機床夾具設計[M].上海:上海科學技術出版社,1988.