螺桿柱塞式注塑機(jī)注射單元內(nèi)熔體流動(dòng)的數(shù)值模擬
2013-11-23 10:51:48陳士宏王之磊崔同偉陳智勇馬秀清劉文靜
中國(guó)塑料 2013年12期
陳士宏,王之磊,崔同偉,陳智勇,馬秀清*,劉文靜
(1.北京工商大學(xué)材料與機(jī)械工程學(xué)院,北京100048;2.北京化工大學(xué)機(jī)電工程學(xué)院,北京100029)
0 前言
螺桿柱塞式注塑機(jī)兼有柱塞式和螺桿往復(fù)式注塑機(jī)的優(yōu)點(diǎn),由于塑化螺桿無(wú)止逆環(huán),在降低滯料的同時(shí)亦能大幅提高物料的塑化質(zhì)量和塑化效率,而柱塞在注射時(shí)漏料小,具備高精度注射的優(yōu)點(diǎn)。注射單元的設(shè)計(jì)是螺桿柱塞式注塑機(jī)的關(guān)鍵,熔體在注射單元內(nèi)的流動(dòng)對(duì)最終制品的性能有很大的影響。成志強(qiáng)等[1]在不同壁面滑移條件下對(duì)微注射成型過(guò)程進(jìn)行了數(shù)值模擬,并與實(shí)驗(yàn)研究進(jìn)行了對(duì)比。對(duì)比發(fā)現(xiàn):采用滑移邊界條件的微注射模擬結(jié)果與實(shí)驗(yàn)結(jié)果一致,說(shuō)明微注射中存在邊界滑移速度。宋新等[2]采用 Moldflow軟件對(duì)共注射過(guò)程進(jìn)行了模擬分析,研究不同的注射速度對(duì)前沿突破現(xiàn)象和芯層材料厚度的分布及均勻性的影響。研究表明:隨著注射速度的增加,充填過(guò)程中追趕距離變小的趨勢(shì)減弱,不易發(fā)生前沿突破現(xiàn)象。趙松等[3]在一個(gè)螺桿往返式注塑機(jī)通用模型的基礎(chǔ)上,給出了注塑機(jī)速度模糊控制系統(tǒng)的一般性設(shè)計(jì)方法:輸入輸出量定義域的選擇,隸屬度函數(shù)的形狀,使用相位面分析設(shè)計(jì)知識(shí)庫(kù),前饋控制器的設(shè)計(jì)。通過(guò)仿真說(shuō)明了該方法設(shè)計(jì)的控制系統(tǒng)能有效地跟蹤快速變化的速度設(shè)定曲線,在模型參數(shù)發(fā)生變化時(shí)也能夠得到良好的控制效果。翟明等[4]采用反饋控制系統(tǒng),設(shè)計(jì)了模糊控制器對(duì)注塑機(jī)液壓系統(tǒng)伺服閥的輸入電流進(jìn)行控制,使塑料熔體按照期望的注射速度進(jìn)行充模,保證了制品質(zhì)量。本文以螺桿柱塞式注塑機(jī)注射單元為例,其在高壓或高速注射時(shí),熔體在注射單元內(nèi)的流動(dòng)是一個(gè)復(fù)雜的過(guò)程,其流動(dòng)速度和壓力不斷變化,通過(guò)模擬熔體在注射單元內(nèi)的流動(dòng)狀態(tài),為注塑機(jī)控制系統(tǒng)提供設(shè)計(jì)依據(jù)。
1 數(shù)值模擬
1.1 熔體在注射單元中的流動(dòng)模擬
熔體在注射單元中的流動(dòng)受溫度、注射壓力和注射速度等因素的影響,本文采用熔體流動(dòng)模擬軟件Polyflow模擬熔體在螺桿柱塞式注塑機(jī)中高速注射和高壓注射時(shí)的流動(dòng)情況。
1.2 注射單元的結(jié)構(gòu)參數(shù)及計(jì)算域
本文所用到的螺桿柱塞式注塑機(jī)注射單元的結(jié)構(gòu)及計(jì)算域如圖1所示,注射單元由液壓驅(qū)動(dòng),主要由噴嘴、注射機(jī)筒前體、注射單元連接體、注射機(jī)筒、襯套和柱塞組成,其最大注射速度為1000mm/s,最高注射壓力為300MPa,最大注射行程為135mm,柱塞直徑為12 mm,噴嘴出口直徑為3mm,注射機(jī)筒前體內(nèi)徑為8mm。
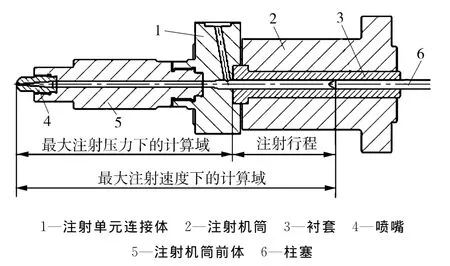
圖1 注射單元的結(jié)構(gòu)及計(jì)算域Fig.1 The construction of the injection unit and the computational domain
1.3 基本假設(shè)
根據(jù)熔體在圓管和錐管內(nèi)的壓力流,為了簡(jiǎn)化熔體流場(chǎng),設(shè)熔體在注射單元內(nèi)流動(dòng)時(shí)滿足以下基本假設(shè):
(1)熔體流動(dòng)時(shí)為層流流動(dòng);
(2)熔體為非牛頓流體;
(3)熔體等溫流動(dòng),且不可壓縮;
(4)壁面近似于完全滑移。
1.4 物性參數(shù)
流動(dòng)模擬時(shí)采用的物料為聚碳酸酯(PC),對(duì)應(yīng)的牌號(hào)為Makrolon 6485,熔體溫度為280℃,此時(shí)物性參數(shù)如表1所示。
1.5 最大注射速度下熔體流動(dòng)的數(shù)值模擬
一般而言,在注射過(guò)程中注射速度是不斷變化的,從零迅速增加到最大注射速度,然后隨著模腔的不斷充滿再逐漸變?yōu)榱悖谧畲笞⑸渌俣认拢⑸鋲毫ψ畹汀?/p>

表1 物性參數(shù)Tab.1 Parameters of the melt performance
1.5.1 幾何模型
幾何模型的精確與否直接影響模擬結(jié)果的準(zhǔn)確性,在充分考慮到控制系統(tǒng)的反應(yīng)時(shí)間后,假定注射行程為5mm時(shí),注射速度達(dá)到最大值,忽略柱塞頭部錐角對(duì)模擬結(jié)果的影響,根據(jù)注射單元的結(jié)構(gòu)設(shè)計(jì)和幾何尺寸建立如圖2所示的流道幾何模型。

圖2 最大注射速度下流道的幾何模型Fig.2 The geometric model of the runner in the maximum injection speed
1.5.2 邊界條件
在該模擬分析中,設(shè)定3個(gè)邊界條件,即入口邊界、出口邊界條件和熔體外表面邊界,入口設(shè)定為最大注射壓力下的流量,出口設(shè)置為默認(rèn)的出口流量,熔體流動(dòng)時(shí)與壁面近似完全滑移,已知最大注射速度為1000mm/s,柱塞直徑為12mm,則入口流量為1.131×10-4m3/s。
1.5.3 模擬結(jié)果
模擬結(jié)果如圖3所示,圖3(a)為最大注射速度下的壓力云圖,圖3(b)為沿注射方向最大注射速度下不同截面上的壓力分布,從圖中可知,沿著注射方向熔體壓力不斷降低,其中入口壓力最大,最大壓力為18.6MPa,噴嘴出口壓力最小,最小壓力為3.1MPa,此外,熔體流經(jīng)噴嘴時(shí)壓力急劇減小。
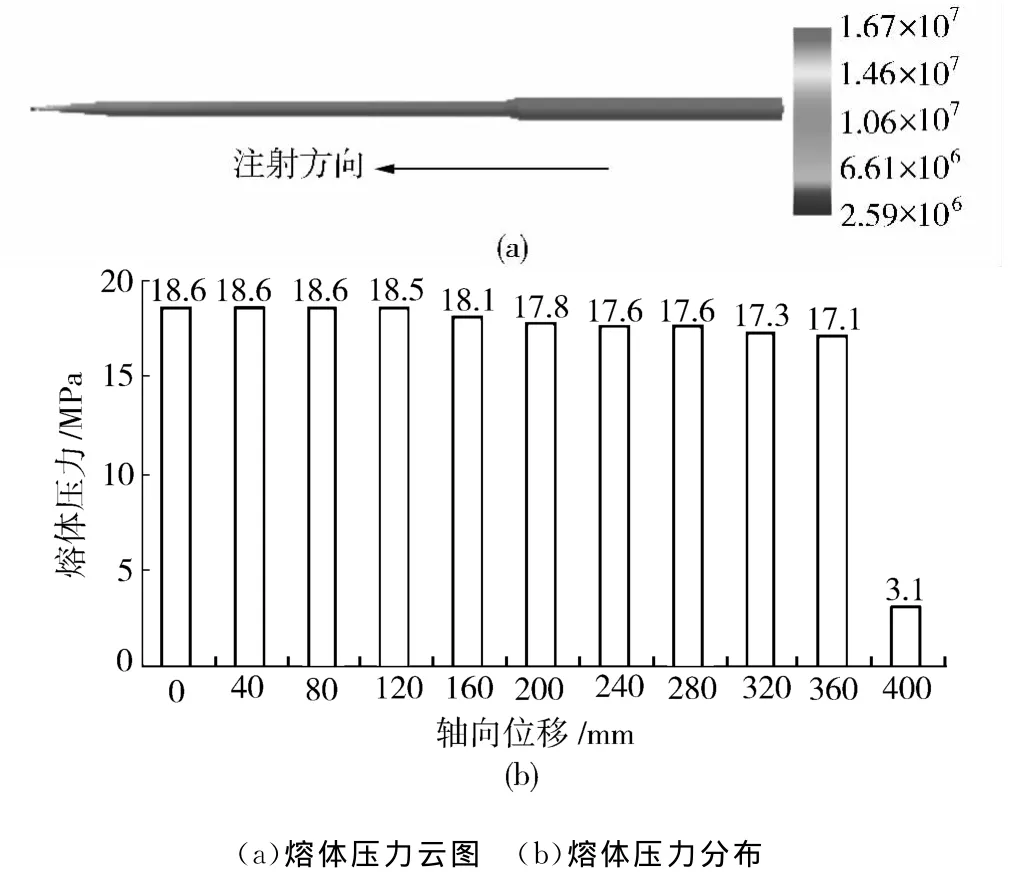
圖3 最大注射速度下熔體的壓力Fig.3 The pressure of the melt under the maximum injection speed
1.6 最大注射壓力下熔體的流動(dòng)
1.6.1 幾何模型
注射壓力最大時(shí),模具的模腔基本充滿,制品被壓實(shí),柱塞微量前移,保壓補(bǔ)縮,據(jù)此,結(jié)合注射單元的結(jié)構(gòu)尺寸建立如圖4所示的流道幾何模型。

圖4 最大注射壓力下流道的幾何模型Fig.4 The geometric model of the runner in the maximum injection pressure
1.6.2 邊界條件
熔體流動(dòng)模擬時(shí)設(shè)置3個(gè)邊界條件,即入口壓力,出口壓力和熔體外表面滑移條件,設(shè)入口壓力為最高注射壓力300MPa,出口壓力根據(jù)噴嘴出口壓力(認(rèn)為近似等于模腔壓力)設(shè)定,制品壓實(shí)過(guò)程中,模腔壓力不斷變化,為得到模腔壓力變化的趨勢(shì),分別取80%、70%、60%和50%的最高注射壓力為模腔壓力,并將該壓力值設(shè)置為噴嘴出口處壓力,即出口邊界壓力為240、210、180、150MPa,并認(rèn)為熔體流動(dòng)時(shí)與壁面近似完全滑移,出入口邊界條件如表2所示。

表2 入口和出口的邊界條件Tab.2 The boundary of inlet and outlet
1.6.3 模擬結(jié)果
最大注射壓力下,不同出口壓力下對(duì)應(yīng)的熔體壓力分布云圖如圖5所示,從圖5中可知,噴嘴出口壓力越大,熔體在流道內(nèi)的壓力就越大,并沿注射方向逐漸減小。圖6為最大注射壓力時(shí),不同出口壓力下熔體沿注射方向的流動(dòng)速度,從圖6中可知,熔體的流動(dòng)速度沿注射方向越來(lái)越大,由于假定熔體不可壓縮,熔體流經(jīng)噴嘴時(shí)流動(dòng)速度驟增。

圖5 不同出口壓力下熔體流動(dòng)的壓力云圖Fig.5 The pressure image of melt flow under different outlet pressure
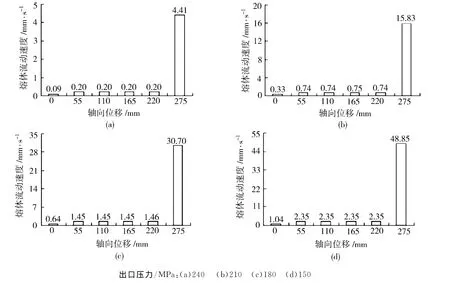
圖6 不同出口壓力下熔體的流動(dòng)速度Fig.6 The flow speed of melt under different outlet pressure
根據(jù)注射原理可知,熔體軸向位移的流動(dòng)速度近似等于柱塞的注射速度,熔體在模腔內(nèi)壓實(shí)時(shí),補(bǔ)縮量很小,柱塞移動(dòng)距離亦很小。根據(jù)圖6的結(jié)果,不同出口壓力下注射速度如圖7所示,從圖7中可以看出,注射速度隨模腔壓力的增大而減小,從1.04mm/s逐漸遞減到0.09mm/s,這種注射速度減小的趨勢(shì)與實(shí)際注射過(guò)程中注射速度變化的趨勢(shì)相一致。

圖7 不同出口壓力下的注射速度Fig.7 The injection speed under different outlet pressure
2 結(jié)論
(1)注塑機(jī)在最大注射速度下對(duì)空注射時(shí),熔體流經(jīng)噴嘴時(shí)的壓力損失很大;
(2)熔體在最高注射壓力下流動(dòng)時(shí),隨著模腔壓力的增大,注射速度減小,但熔體流經(jīng)噴嘴時(shí),速度驟增。
[1]成志強(qiáng),Barriere T,柳葆生,等.微注射成型實(shí)驗(yàn)與數(shù)值模擬[J].西南交通大學(xué)學(xué)報(bào),2010,54(4):635-638.Cheng Zhiqiang,Barriere T,Liu Baosheng,et al.Micro Injection Molding Experiment and Numerical Simulation[J].Journal of Southwest Jiaotong University,2010,54 (4):635-638.
[2]宋 新,盧松濤.注射速度對(duì)共注射成型制品質(zhì)量的影響[J].煤炭技術(shù),2012,31(7):193-195.Song Xin,Lu Songtao.Injection Rate on the Total Quality of Injection Molding Products[J].Coal Technology,2012,31(7):193-195.
[3]趙 松,張培仁,鄧 超.注塑機(jī)注射速度的模糊控制及其仿真[J].系統(tǒng)仿真學(xué)報(bào),2008,20(2):349-352.Zhao Song,Zhang Peiren,Deng Chao.Fuzzy Control for Velocity Tracking in Injection Molding and Its Simulation[J].Journal of System Simulation,2008,20(2):349-352.
[4]翟 明,顧元憲,申長(zhǎng)雨.注射成型充模過(guò)程的注射速度控制[J].中國(guó)塑料,2002,16(5):52-54.Zhai Ming,Gu Yuanxian,Shen Changyu.Injection Velocity Control in Filling Process of Injection Molding[J].China Plastics,2002,16(5):52-54.
