草街航電樞紐沖砂閘表孔弧形閘門與液壓啟閉機的安裝
2013-10-23 05:12:26楊關智安郁亮
水電站設計 2013年4期
關鍵詞:焊縫
楊關智,安郁亮
(1.中國水利水電第十二工程局有限公司,浙江麗水 323000;2.重慶航運建設發展有限公司,重慶 401121)
1 工程概況
草街航電樞紐工程位于重慶市合川境內草街鎮附近的嘉陵江河段上,工程上距合川市約27km,下距嘉陵江河口68km,是實現嘉陵江航運梯級開發的關鍵性工程。是嘉陵江干流合川至河口段自上而下渠化梯級開發的第二個梯級。樞紐由船閘、河床式廠房、沖沙閘、泄洪閘等建筑物組成,壩頂高程221.50m,壩頂全長665m。沖砂閘位于廠房與縱向圍堰之間,共布置5個表孔。沖砂閘孔口寬度14.8m,閘室底板高程 178.00m,閘墩頂部高程221.50m,閘墩高差43.5m。工程概算總投資53.3億元。水電站安裝4臺機組,單機容量為12.5萬kW,總裝機容量50萬kW,年平均發電量20.18億kW·h。攔河大壩全長665m,最大壩高83m,正常蓄水位203m,總庫容24.08億m3。工程以發展航運為主要目的,兼有發電、攔沙減淤、灌溉等水資源綜合利用效益。草街航電樞紐工程是國務院西部開發辦公室確定的2005年西部十大建設工程,是交通部在內河投資建設的最大項目,是重慶市政府確定的重點工程。
沖砂閘工作閘門采用三主橫梁、三斜支臂的弧形閘門,閘門由支鉸鏈、支臂、門葉及水封等附件組成。門葉主橫梁與支臂均為箱形結構,支鉸軸承采用自潤滑球面滑動軸承,軸徑為630mm。單扇弧門寬14.8m,高度25.5m,門葉面板外側曲率半徑31m,閘門最大開度27m,單扇弧形閘門重約475t。閘門采用雙點吊液壓啟閉機進行啟閉,啟閉力為2×5 000kN。沖砂閘弧形工作閘門與液壓啟閉機布置見圖1。
閘門由成都勘測設計院設計,中國水利水電第十二工程局有限公司進行安裝,起重設備主要采用150t履帶吊與70t履帶吊。第一扇閘門于2009年9月開始安裝,最后一扇閘門于2010年1月安裝結束。閘門與液壓啟閉機經過長時間的無水和有水調試、初期蓄水及2010年特大洪水運行考驗表明,沖砂閘弧形閘門安裝質量優良,運行可靠。
2 沖砂系統主要技術參數和技術特點
(1)閘門的主要特征和參數見表1;
(2)液壓啟閉機的主要特征和參數見表2;
(3)弧形閘門安裝與液壓啟閉機的主要技術特點:
本工程弧形閘門具有結構尺寸大、單件重,支鉸安裝精度和門葉焊接質量要求高的總體特點:門葉高度25.5m,分8節制作;下支臂長達28m,重量達50t;支鉸到貨重量約42t,吊裝高度20m。
液壓啟閉機油缸采用雙吊點,啟閉力2×5 000 kN。油缸工作行程13 500mm,在全開狀態下油缸全長18 040mm,全關狀態下油缸全長31 740mm,單只油缸加油后自重達42t,且油缸在全關狀態下中間無支撐,撓度大,對桿封提出了較高要求。
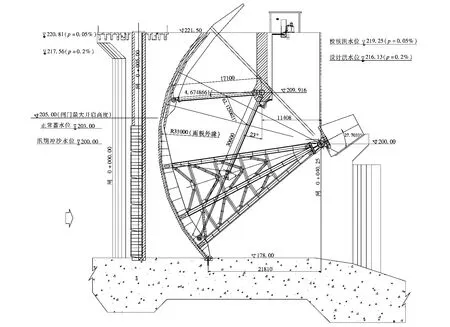
圖1 沖砂閘工作弧形閘門剖面示意
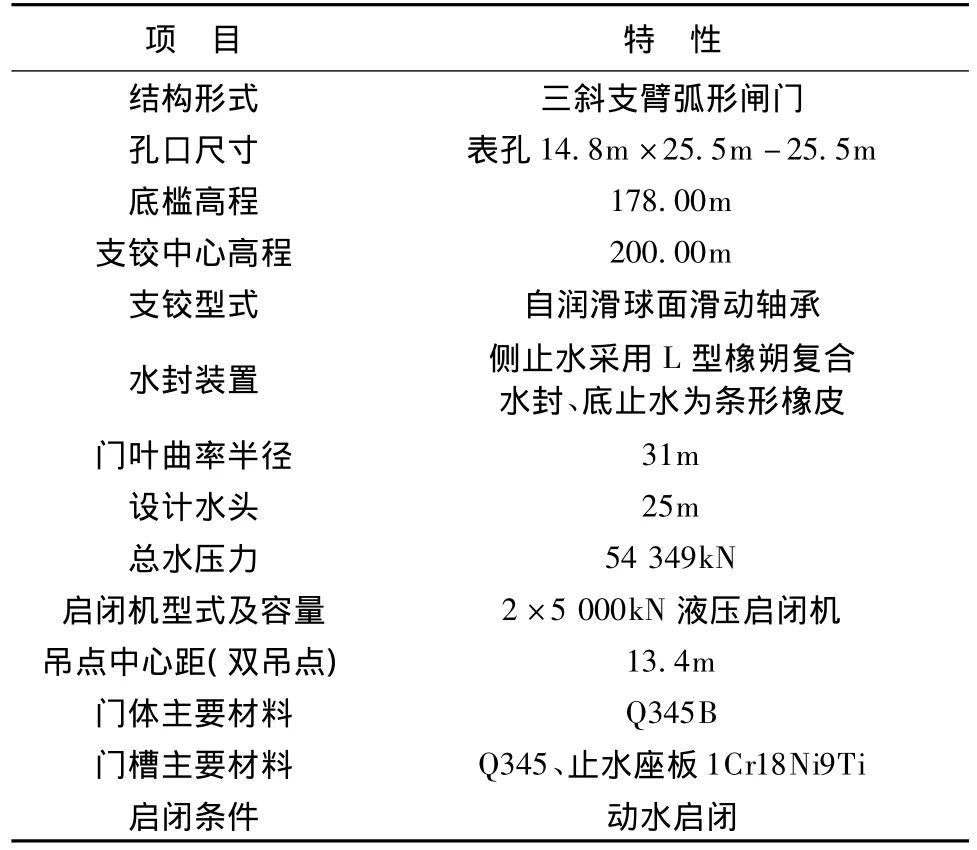
表1 弧形閘門主要技術參數
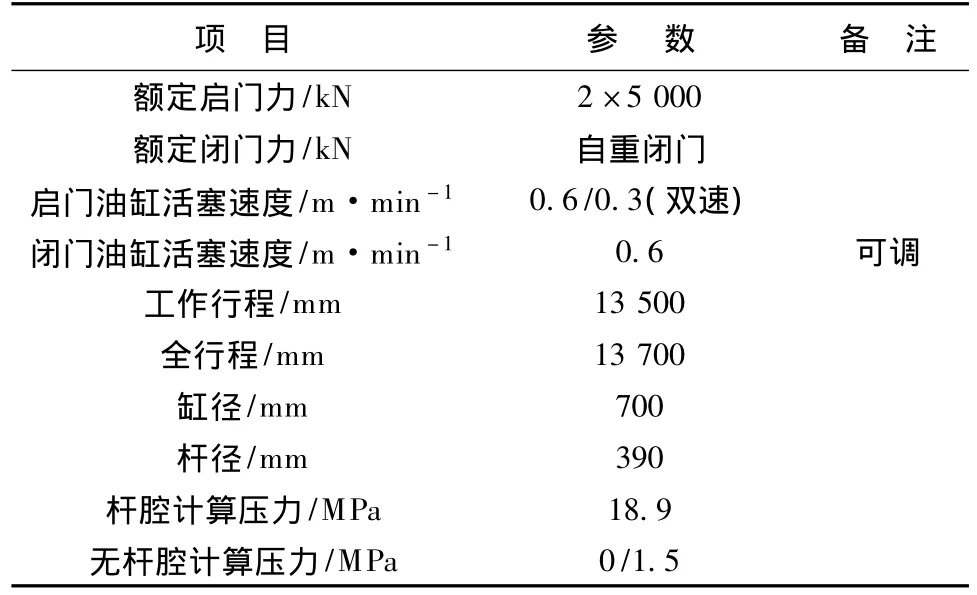
表2 沖沙閘弧門2×5 000kN液壓啟閉機油缸主要技術參數
3 閘門安裝工藝
3.1 閘門安裝工藝流程見圖2
3.2 支鉸安裝
弧門支鉸采用自潤滑球面滑動軸承,活動鉸與固定鉸在廠內組裝成整體發至現場,到貨重量大于設計重量,重約42t。固定支鉸采用一期預埋件焊接螺栓的固定方式。由于支鉸中心是弧門安裝的基準,支鉸的安裝質量十分關鍵。為保證支鉸安裝質量,在安裝固定支鉸螺栓時就對其安裝尺寸進行控制。按支鉸中心里程0+040.25m在左右閘墩上放出等高線,高度高出支鉸中心高程200.00以上1.2m,然后按放樣點在支鉸中心里程上方橫跨閘室拉一條鋼琴線作為測量基準線,同時使用全站儀直接在一期預埋板上放出支鉸的左右中心線和高程。根據放樣點對螺栓進行定位,螺栓點焊后制作樣板對螺栓的垂直度與相對位置尺寸進行檢查,合格后進行焊接。在焊接過程中,對其進行監測,發現變形及時改變焊接程序及方向進行校正。焊接完成后對螺桿尺寸進行復查,對尺寸超差螺桿進行校正。在固定螺栓檢查合格后使用150t履帶吊對支鉸進行吊裝,為便于螺桿穿孔及支鉸安裝調整,使用2只20t手拉葫蘆作為千斤繩。要摘鉤之前,通過在鋼琴線上掛垂線和測量支鉸軸中心與鋼琴線的高程方法來調整支鉸中心、里程、同軸度;在固定支鉸座底面上方掛垂線測量直邊距離來調整支鉸的傾角。
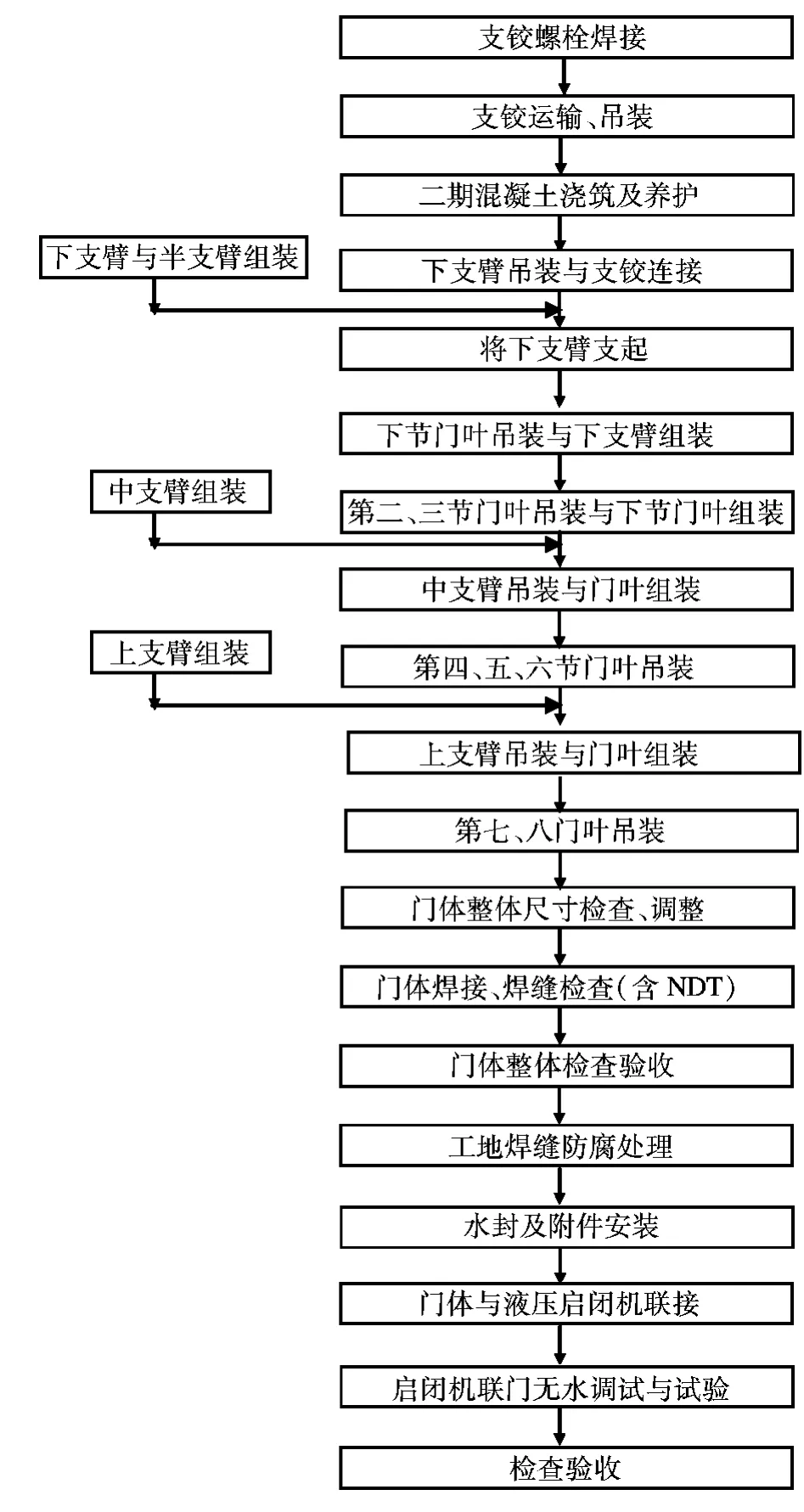
圖2 閘門安裝工藝流程
支鉸座的調整項目較多,且各項之間相互影響,必須反復進行調整和測量,直到各項符合要求為止,經檢查驗收合格后移交土建回填二期混凝土。
3.3 支臂安裝
支臂由褲衩、上支臂、中支臂、下支臂及連接桿件組成,單側支臂重約124t,其中上支臂重約26t,中支臂重約28t,下支臂(包括褲衩)重約50t。根據設計要求支臂制作分為三段,其中直支臂分為兩段、褲衩一段。安裝時先將支臂運至閘室進行組裝,在閘室內將下支臂與褲衩組裝成整體進行吊裝,上支臂與中支臂分別在閘室內對接。由于三支臂弧門為斜支臂,上、中、下三支臂間具有空間扭角,在下支臂與褲衩組裝時,根據廠家標定的下支臂與褲衩控制線、定位塊,將下支臂與褲衩組裝成整體,并用樣板復核其扭角,檢查合格后進行焊接。在下支臂與褲衩對接縫焊接完成無損檢測合格后進行吊裝,下支臂安裝采用順水流方向雙機抬吊的方式,下游側停放一輛150t履帶吊,上游側停放一輛70t汽車吊。在支臂的活動鉸連接端用螺栓把合后,支臂的門葉連接端直接擱放在下節門葉上,在左右兩側的下支臂吊裝到位后,同時進行支臂與門葉間的螺栓把合。中、上支臂在與之相應的第三節、第六節門葉吊裝就位后,用150t履帶吊將其吊裝就位,兩端分別與褲衩和門葉法蘭面連接。在支臂全部吊裝完成后,使用70t汽車吊進行支臂連接桿的吊裝。
3.4 門葉的安裝
門葉分為八節,最重單節為下節門葉重約33t。在門葉安裝之前,以支鉸中心為圓心,在側軌上作出曲率半徑為31m的控制線。門葉吊裝使用150t履帶吊,將履帶吊主臂桿接至38m,門葉從其它閘室運至底檻上游側卸車吊裝。在底節門葉就位之前,使用側軌上游側預埋錨板進行門葉的支撐,在底檻上根據門葉底緣尺寸焊接檔塊防止門葉下滑,同時根據門葉與門槽的間隙進行中心線的調整。為便于下支臂就位,在底節門葉就位時特意向上游傾斜,當下支臂與門葉法蘭把合后,用螺栓將門葉調整到位。門葉曲率半徑依據側軌上設置的控制點進行調整。
在下節門葉就位后,依次將門葉運至閘室底檻上游側,150t履帶吊停放在閘室內依次吊裝第二、三、四、五、六、七、八節門葉,門葉依據廠家給出的上下節門葉拼裝中心線、定位塊進行對中,同時兼顧水封螺栓孔中心與側軌不銹鋼止水面的距離。門葉就位后與下節門葉調整合格后進行點焊,點焊長度不小于100mm。并在面板上游側與預埋板焊接Ⅰ25a工字鋼定位板,防止門體向上游側傾倒。第三、六節門葉就位后,依次吊裝中、上支臂。
3.5 閘門安裝焊縫焊接
閘門現場焊縫主要為支臂對接焊縫及門葉分節焊縫。支臂為箱形梁結構,對接焊縫為單邊V形坡口,組對時為保證焊縫焊透,坡口組對時預留2mm間隙;為防止焊接變形,采用2名焊工對稱施焊,并采用筋板對焊縫進行加固。門葉焊縫從下節門葉依次向上施焊,不得跳躍施焊,接頭施焊工藝程序為:縱向隔板→翼緣板→面板。縱向隔板由2名焊工首先施焊邊梁隔板接頭,然后依次從兩邊向中間施焊縱向隔板接頭。翼緣板由2名焊工也是依次由兩邊向中間施焊,面板由4名焊工同時焊接。在焊縫外觀檢查合格后并在焊縫焊接完成之后進行焊縫無損檢測。
3.6 閘門附件安裝
為了清除弧形閘門現場裝焊過程中存在的應力,保證閘門正常運行,止水嚴密,閘門附件(側輪裝置、止水裝置)在閘門與液壓啟閉機聯調完成后進行安裝。閘門在安裝了側輪裝置的條件下用液壓啟閉機全行程試運行3次以后,將閘門落放到底坎上,重新檢查并調整側輪與側導板之間的間隙(左、右側應均勻一致)。然后在液壓啟閉機的配合下,安裝底止水和側止水裝置。
4 液壓啟閉機安裝
油缸鉸座使用70t汽車吊吊裝,吊裝之前先測量放點,根據基準點調整鉸座高程、里程與同軸度,調整合格后進行加固并報監理檢查驗收,驗收合格后回填二期混凝土。油缸在鉸座二期混凝土達到齡期及弧門安裝完成后,使用150t履帶吊進行吊裝,安裝時用150t履帶吊將油缸倒運至閘室,然后使用70t汽車吊配合將油缸吊離地面后,70t汽車吊駛離閘室,用150t履帶吊將油缸上端吊至鉸座穿軸,下端在弧門支臂上焊接一臨時支撐擱牢后摘鉤。待油缸注油和動作穿軸后將臨時支撐割除。
泵站設備按先安裝油箱,次安裝閥臺和泵組,再安裝電氣柜的順序。調整油箱底部水平,油箱水平度達到L/100,油泵吸油管與油箱出口的彈性連接接頭在允許偏差范圍以內;閥臺與油泵出口連接、與油箱回油口、補油口的連接應對正對齊,保證接頭密封良好,油壓試驗時無滲漏,電氣柜(包括電力柜和可編程控制柜)垂直,不允許偏斜;電機、油箱和盤柜都應可靠接地。油箱內部重新清潔,打開密封蓋,用白布清潔一次,擦干殘油與殘物,徹底去除塵埃、臟物、確保油箱內清潔,經監理單位確認,方可將經過清潔的油箱密封蓋回裝,緊固密封螺釘。
液壓管路配管從閥臺出油口與回油口開始向油缸方向逐根排管、配管。管卡底座高程一致,軸線一致,垂直管卡底座在同一垂直平面內,管路配制達到整齊、平直、美觀。管路焊接完成后,回裝前對焊縫進行處理并用白布對管內壁進行清洗。回裝時按標記逐根回裝,在裝好密封圈,緊固法蘭連接螺栓后,再將管卡螺栓擰緊。然后在管路兩端接上軟管,中間接大流量循環沖洗泵對管路進行72h以上循環沖洗。沖洗用油清潔度為NAS 8級,沖洗后檢查回油口的油液清潔度仍為NAS 8級,認為清洗合格。最后安裝與油缸相連接的高壓軟管。
液壓油的過濾工作在液壓啟閉機油箱安裝檢查合格后,就可以進行濾油工作。濾油利用精細濾油小車進行。
管路回裝后,在不與油缸和泵組連接的情況下,對高、低壓油管分別獨立進行耐壓試驗。與油缸及泵組連接后,啟動高壓油泵向油缸有桿腔注油。注滿后(在油箱液位計上可以計算油量)停止注油,將與有桿腔連接的截止閥關閉。然后向油缸無桿腔注油,同時將排氣閥打開。當排氣閥出油時將排氣閥擰緊,同時關閉與無桿腔相連通的截止閥。此時工作油缸與高壓油管內都充滿了油液并基本排除了空氣。
按照設計給定的各級工作壓力整定值,啟動高壓油泵自低壓向高壓逐級進行系統的耐壓試驗。耐壓試驗時間為10min,無滲漏即可認為合格。
5 沖砂閘液壓啟閉機與工作弧形閘門聯合調試
沖砂閘液壓啟閉機先進行空載試驗,全行程空載往復動作試驗以排除液壓系統中的空氣避免活塞桿爬行。驗證油壓系統工作的可靠性及電氣系統、閥組、泵組的工作性能。一切工作正常后與工作弧形閘門聯軸,聯軸時使用150t履帶吊或70t履帶吊配合。啟閉前先將門葉上的雜物清理干凈,確認無障礙物才能進行啟閉。在連門后進行雙缸同步運行速度的調整以后方可全行程啟閉試驗,完成閘門開度傳感器,行程開關、限位開關的調試工作,測定全行程啟閉時間,以及系統各級壓力值。
6 結 論
草街航電樞紐沖砂閘弧形閘門是目前國內安裝的最大表孔式弧形閘門之一,其總水壓力居國內同類型閘門之首。由于開始安裝時間延遲,面臨右岸二期截流、沖沙閘過流工期壓縮較大的壓力。安裝過程中,根據閘門的結構型式,制定了積極穩妥的安裝工藝流程,同時采用多臺大型施工機械進行吊裝作業,按照流水作業的方式組織5扇閘門的施工,僅用了不到四個半月時間,完成了5扇表孔式弧形閘門的安裝,順利地實現了過流目標;并經受了嘉陵江2010年8月20日33 800m3/s特大洪水考驗,上游水位最高達205.5m。從閘門與液壓啟閉機運行情況看,閘門運行平穩,液壓啟閉機運行可靠。弧形閘門與液壓啟閉機安裝被評為優良工程。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
