高速磨削楔形區氣流場建模與仿真*
2013-09-27 01:29:44韓振魯李長河
制造技術與機床 2013年5期
關鍵詞:方向
韓振魯 李長河 王 勝 張 強
(青島理工大學機械工程學院,山東青島 266033)
高速磨削加工中,主軸帶動砂輪一起旋轉,旋轉運動會對周圍的空氣流場產生擾動,在旋轉砂輪的周邊存在著一個空氣附面層,阻礙磨削液向射流區和磨削區的供給,通常將其稱為“氣障”。砂輪旋轉速度越高,空氣流的“氣障”越大,磨削液就越難被供給到磨削區[1]。在平面磨削加工中,工件與砂輪之間具有一定的楔形間隙,砂輪的高速旋轉帶動周圍空氣流動,除在砂輪周圍形成一定厚度的氣障層外,在靠近工件表面還會出現一定程度的返回流[2]。本文主要對楔形區氣流場和返回流進行理論建模與仿真研究。
1 砂輪表面氣障分析
1.1 氣障的形成
在高速回轉的砂輪表面一般存在有4種回轉氣流,圓周環流、浸透流、內部流及徑向流。這是由于砂輪表面與空氣的摩擦以及離心力作用造成的。對于金屬基體的CBN砂輪,因為金屬基體中沒有氣孔存在,所以就不存在內部流及浸透流,而只有圓周環流、徑向流。圓周環流就是繞著砂輪周向旋轉的氣流,對磨削液的供給有阻礙作用。徑向流是由于砂輪端面同空氣的相互作用和離心力共同形成的,它對冷卻液的供給影響不大[3]。
1904年普朗特對此提出了一個突破性的看法:附面層理論。它認識到雖然所有的實際流體都是有粘性的,但在流動中粘性力的重要性并不是到處一樣的,離開物體表面很遠的地方粘性力基本上不起作用,只在物面附近一層很薄的流體(稱附面層)內,粘性力才是必須考慮的。這樣就可以把整個流動分成兩部分來處理:遠離物面的部分可以用無粘性的理論做計算,而貼近物面的一層流體的流動需要做粘流分析。這個概念將粘流計算限制在薄薄的附面層內,使納維斯托克斯方程可以大大地簡化,砂輪周圍氣流場問題能得到解答[4]。
1.2 平面磨削楔形區氣流場理論建模
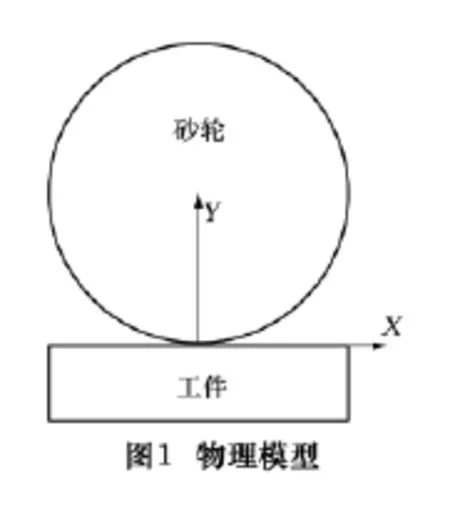
在高速平面磨削楔形區二維氣流場分析計算中采用有限元分析計算方法,建立楔形區二維氣流場數學模型,合理確定其邊界條件,進行楔形區氣流場有限元計算求解,并分析氣流場的影響因素。物理模型如圖1所示,建立二維坐標系,其中坐標原點位于砂輪與工件最小間隙處的工件表面上。
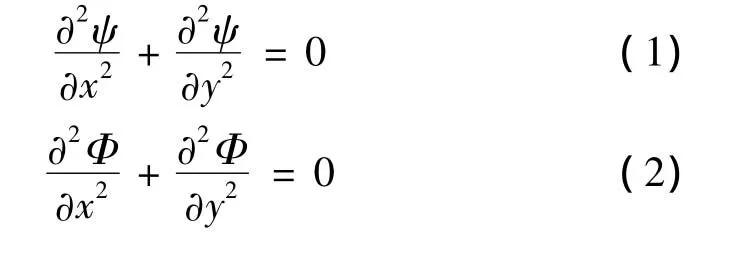
根據流體力學理論對于粘性流體的流動,流函數Ψ和勢函數Φ均滿足拉布拉斯(Laplace)方程[5]:
流函數方程對應的邊界條件:在第一類邊界條件Г1上,滿足迪里西來(Dirichlet)條件:

在第二類邊界條件Г2上滿足諾依曼(Nuemann)條件,即:

勢函數方程對應的邊界條件:
第一類邊界條件Г1上,滿足迪里西來條件,即:

第二類邊界條件Г2上滿足諾依曼條件,即:

求解問題時,須根據求解問題選擇使用流函數方程相應的邊界條件,或者是勢函數方程及相應的邊界條件。
由偏微分的數學定義,拉普拉斯型流函數方程對應的泛函表達式為:

其極值的必要條件是泛函數的一階變分δΠ=0,由此得:

由迦遼金加權余量法方程(3)可以改成:
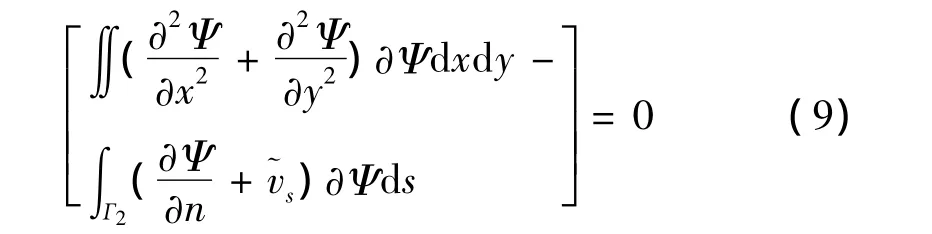
應用格林公式,上式變換為:

式(8)和(10)具有相同的形式。
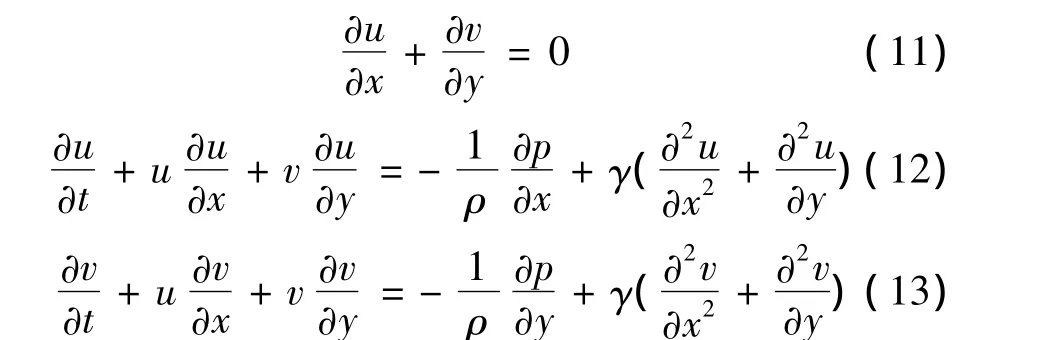
應用于平面粘性流體流動的連續性方程和運動方程為:
應用渦量和流函數定義:
并將兩個定義式代入式12~13得:
這就是流函數和渦量方程。式(16)是橢圓型泊松方程,稱為流函數方程;式(17)是擬線型拋物線型方程,稱為渦量傳輸方程。式中(?Ψ/?y)(?Ω/?x)-(?Ψ/?x)(?Ω/?y)是非線性對流項,γ(?2Ω/?x2+ ?2Ω/?y2)是粘性擴散項。
應用迦遼金法可寫出流函數方程(16)和渦量方程(17)的迦遼金表達式為:

應用格林公式,進行數學運算,式(18)可以改寫成:
由構造的流函數和渦量的差值函數及其變分關系式,可得流函數的矩陣表達式:
式中:ˉr= ?Ψ/?n為自然邊界條件的值;φi為流函數 Ψ的插值函數為渦量Ω的插值函數。
在全流域對方程式(21)進行總體合成的總體方程:

引入所需邊界條件后,可采用交叉迭代法求解,求出全流場各節點的流函數值。
2 平面磨削楔形區氣流場仿真
2.1 平面磨削楔形區氣流場仿真結果
本文仿真條件下砂輪以45 m/s的線速度順時針旋轉,因此設定砂輪與工件楔形區右端為楔形區入口區域,左端為楔形區出口區域。為簡化計算,現對模型進行以下簡化:
(1)由于氣流場中氣體粘度較低,因此忽略溫度和壓力對流體粘度的影響,而且不考慮其流動中的慣性效應;
(2)不考慮工件表面粗糙度的影響及彈性變形;
(3)工件的進給速度與砂輪轉速相比忽略不計。
從圖2、3可以看出,平面磨削流場中在砂輪表面存在明顯的氣障層,而且由于工件的存在,在砂輪與工件之間的楔形區內空氣的速度呈現一定的規律,并且在楔形區入口處出現了“返回流”。在楔形區入口處壓力較大,而在靠近最小間隙處的楔形區出口處出現了一定程度的負壓。
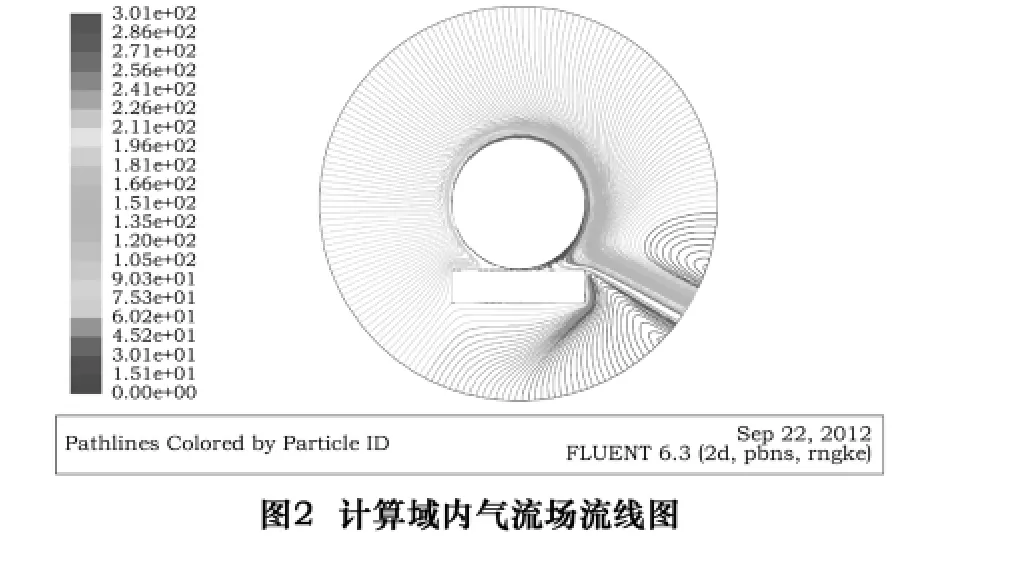
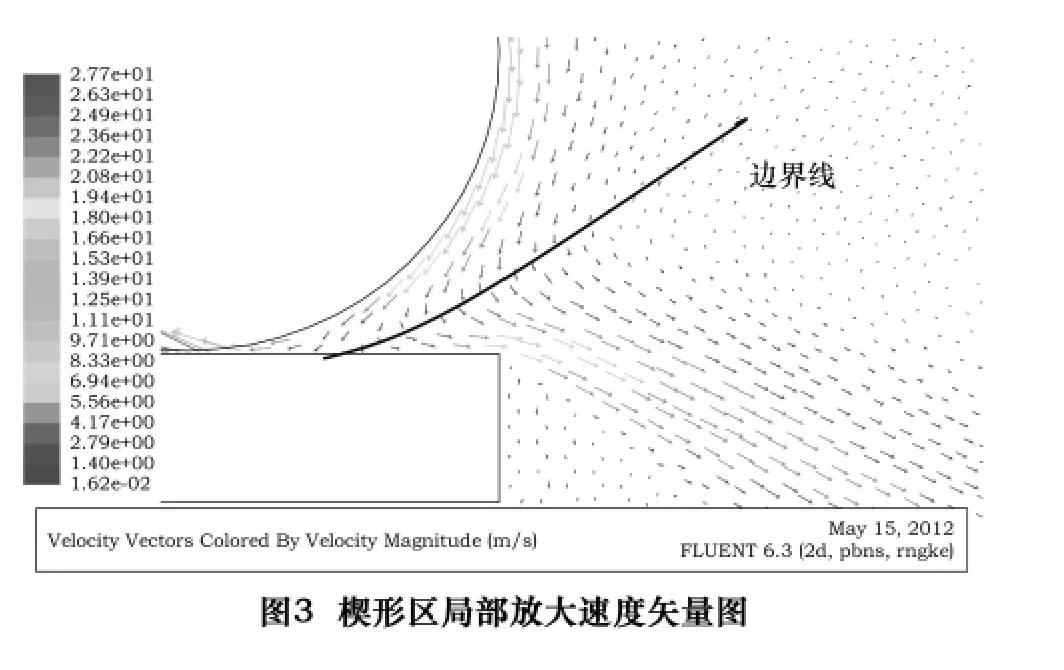
在砂輪與工件楔形區入口的前端出現了回流現象,說明磨削區附近的工件表面會有反向氣流。圖3為楔形區局部放大速度矢量圖,其箭頭方向代表了速度方向,在邊界線的上方,空氣流動速度方向與砂輪旋轉線速度同向,其水平方向的速度是由楔形區入口指向出口,該速度有助于磨削液進入砂輪與工件的楔形間隙;而在邊界線的下方,空氣流動速度方向與砂輪旋轉線速度反向,其水平方向的速度是由楔形區出口指向入口,該速度不利于磨削液進入砂輪與工件的楔形間隙。噴嘴向楔形區噴射入磨削液時,應盡量在邊界線的上方射入,這樣有助于磨削液進入砂輪與工件的楔形間隙。相關研究已經表明,當噴嘴軸線與工件表面呈一定角度(15°~20°)時,磨削液比較容易進入楔形間隙[6]。
2.2 平面磨削楔形區氣流場返回流的分布
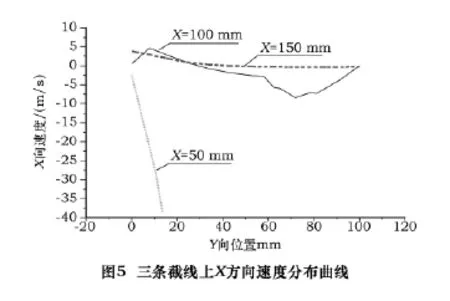
為定量研究平面磨削楔形區內返回流出現的位置,圖4給出了磨削流場楔形區內距離最小間隙不同距離的3個測量截線的示意圖。3條線距最小間隙處的距離分別為 50 mm,100 mm和150 mm。圖5為該3條截線上水平方向的速度分布曲線。
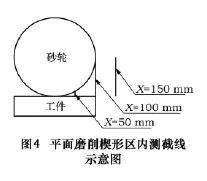
在x=50 mm處的截線上的所有節點其x方向速度均為負值,即速度方向與x軸正方向相反,表明氣流方向由楔形區入口指向出口,不存在反向氣流;而在x=100 mm處的截線上,在y向坐標為0~27 mm之間的節點,其x方向速度均為正值,速度方向與x軸正方向相同,表明氣流方向由楔形區出口指向入口,即存在反向氣流會阻礙磨削液進入楔形區,其中極點坐標為(100,12),說明在該節點處反向氣流最劇烈;而在x=150 mm處的截線上,其所有節點的x方向速度均為正值,但由于距離楔形區距離較遠,所以其氣流方向對磨削液的影響很小。
2.3 平面磨削楔形區氣流場影響因素分析
2.3.1 砂輪旋轉速度對磨削區氣流場的影響
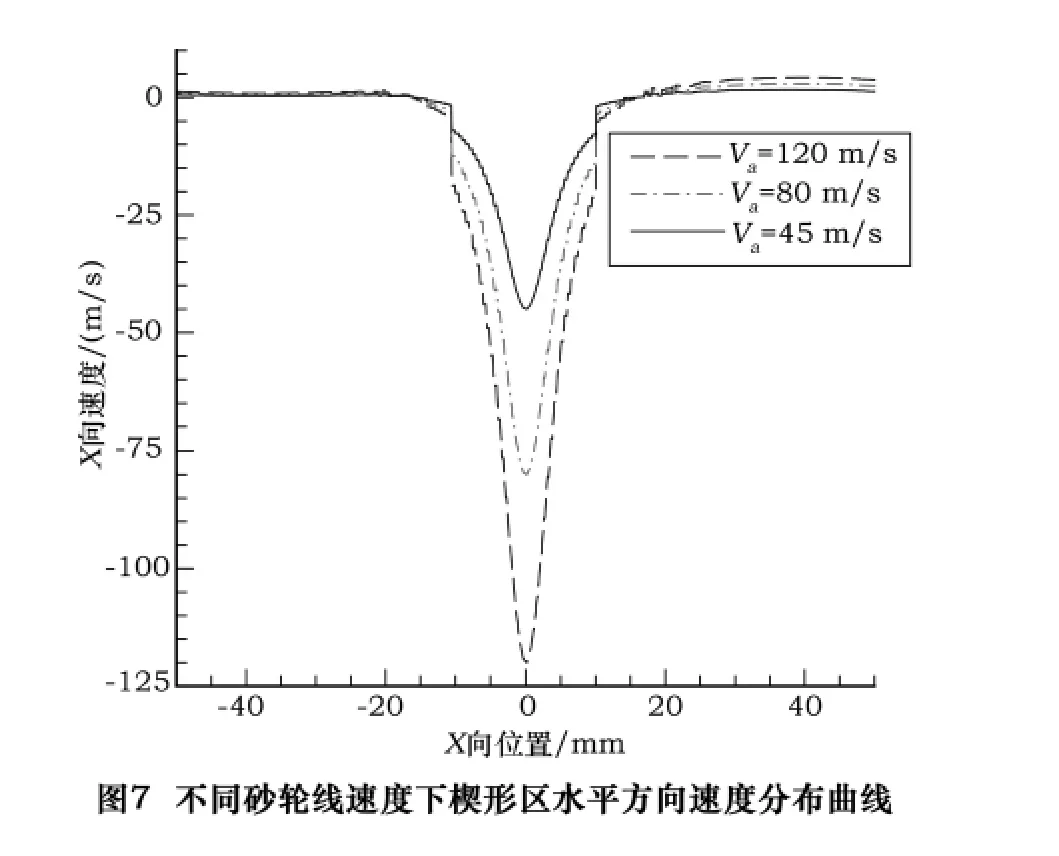
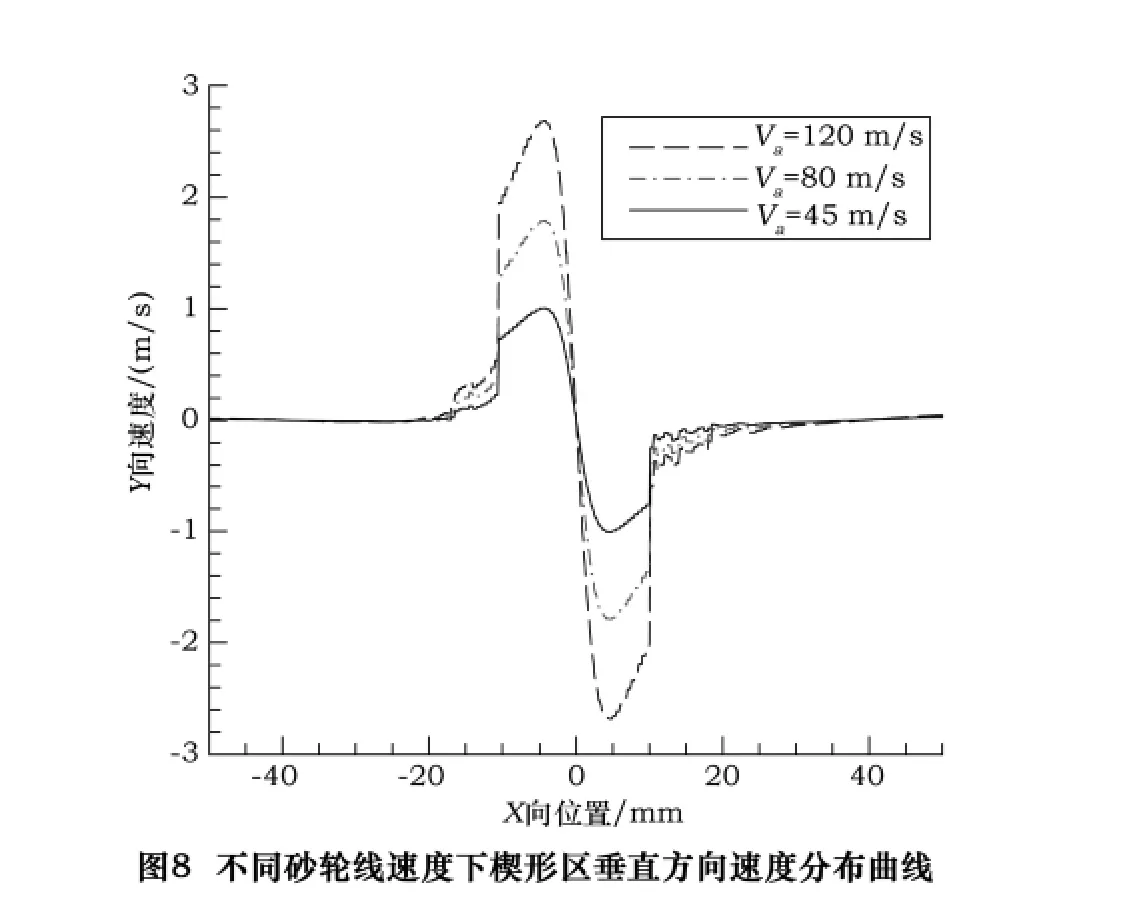
砂輪直徑為200 mm,砂輪與工件最小間隙為h0=0.1 mm,在保證上述參數不變的條件下,通過改變砂輪線速度得到磨削區氣流場楔形區壓力、水平方向速度以及垂直方向速度的變化情況,其中砂輪線速度Va分別取45 m/s,80 m/s以及120 m/s,其變化曲線分別如圖6、7和8所示。

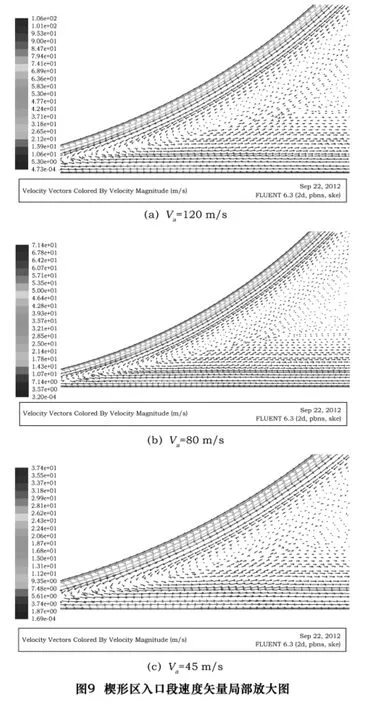
從圖6、7以及8可以看出,隨著砂輪線速度的增大,楔形區壓力、水平方向速度以及垂直方向速度分布規律基本不變,但是峰值均隨著砂輪線速度的增大而增大,氣流速度也隨之增大。而這一切對于冷卻液的注入是極其不利的,不能進行充分有效的冷卻潤滑。當砂輪與工件之間的最小間隙相同時,砂輪線速度對空氣水平方向速度的影響很大。砂輪線速度越高,空氣水平方向速度曲線的寬度越寬,但對水平方向速度的極值點位置無影響[7]。速度矢量局部放大圖如9所示。
分析圖9可知,砂輪速度對磨削區氣流場氣障層及返回流有一定影響,返回流氣流速度隨著砂輪速度的增大而增大。隨著砂輪速度的提高,砂輪周圍的氣流場速度明顯提高,接近砂輪速度的氣流層很薄,而且氣流層已經裹附砂輪,同時在磨削區內出現了反向氣流[8],特別是在砂輪線速度為120 m/s時,此現象更加突出。
2.3.2 楔形間隙對磨削區氣流場的影響
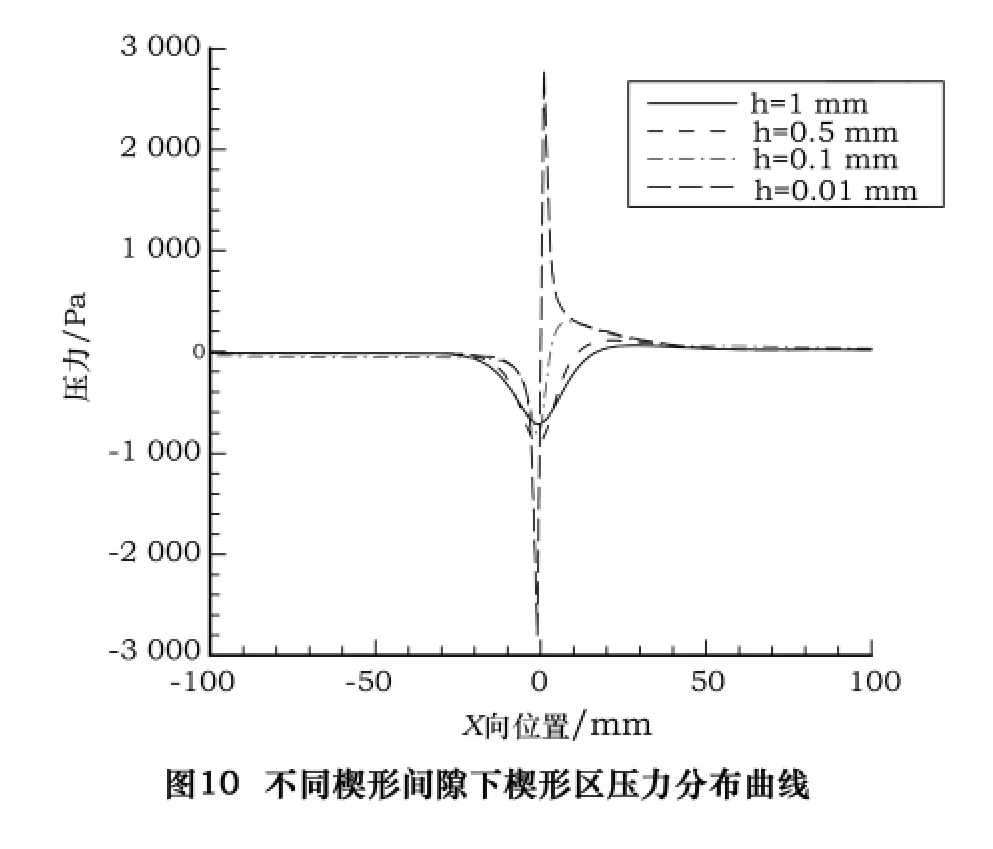
砂輪線速度為45 m/s,砂輪直徑為200 mm,在保證上述參數不變的條件下,通過改變砂輪與工件間楔形區最小間隙得到磨削區氣流場楔形區壓力、水平方向速度以及垂直方向速度的變化情況,其中最小間隙h分別取1 mm,0.5 mm,0.1 mm 以及0.01 mm,其變化曲線分別如圖10、11和12所示。
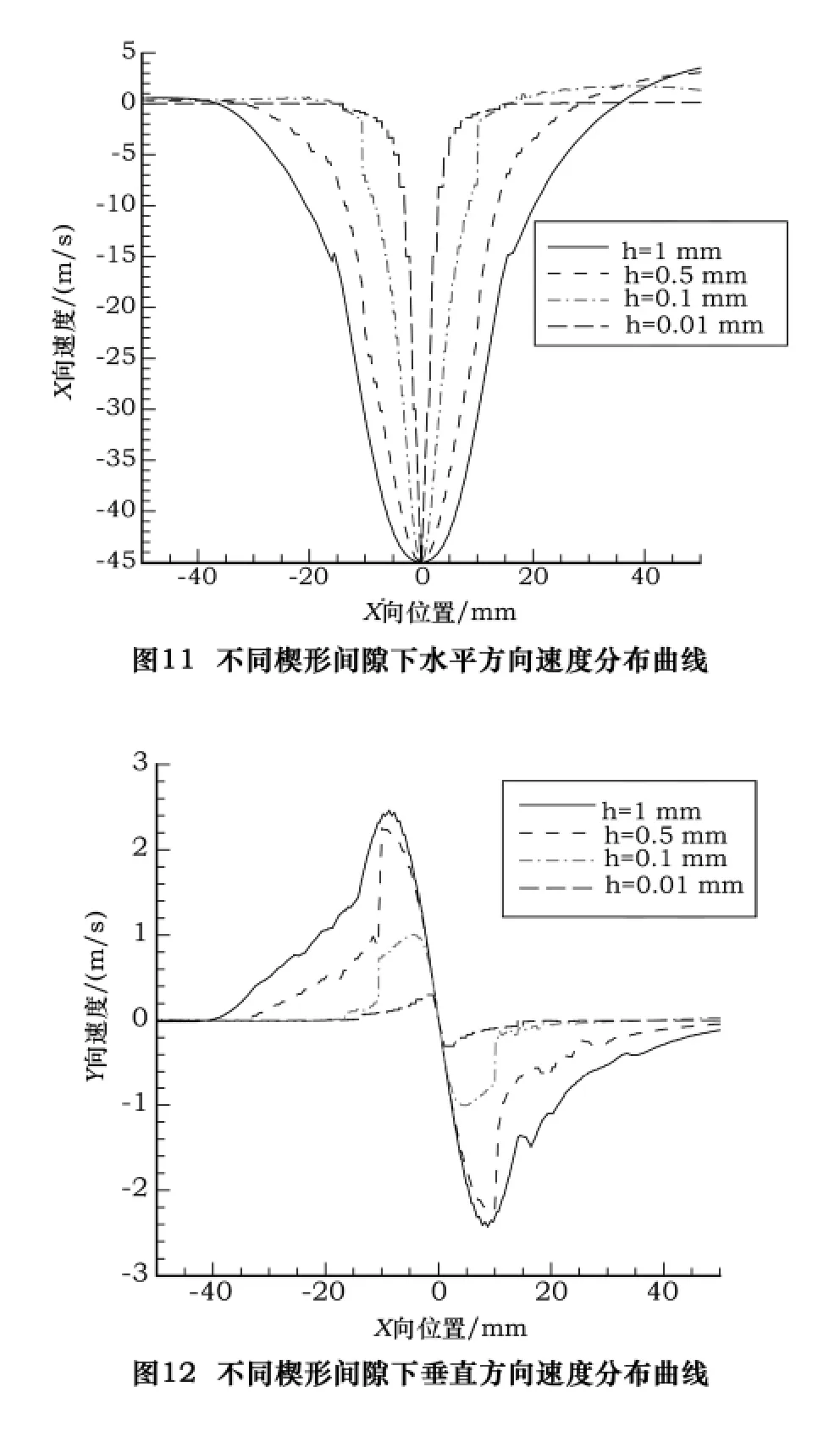
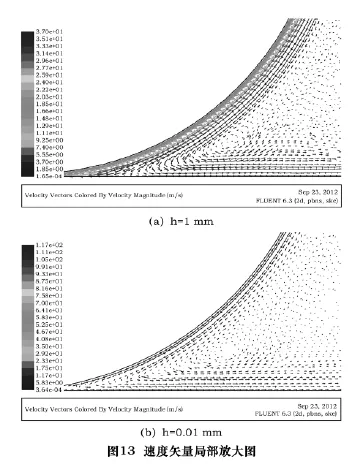
從圖10、11以及12可以看出,隨著砂輪與工件間最小間隙的減小,楔形區壓力、水平方向速度以及垂直方向速度分布規律基本不變,但峰值急劇增大,尤其是最小間隙h0=0.01 mm時,靠近楔形區入口和出口的壓力值最大,這對于冷卻液的注入有明顯的阻礙作用,不能進行充分有效的冷卻潤滑[9]。砂輪與工件之間的最小間隙越小,空氣水平方向速度曲線的寬度越窄,但最小間隙的大小對空氣水平方向速度大小的影響程度很小[10]。速度矢量局部放大圖如圖13所示。
分析圖13可知,隨著砂輪與工件間隙的變化,砂輪周圍的空氣氣流場也隨之發生變化,在砂輪直徑以及線速度一定的條件下,最小間隙對磨削區氣流場氣障層及返回流有一定影響,當最小間隙h0=1 mm時,氣障的影響已經很小了,但返回流氣流速度隨著楔形間隙的減小而增大,這是由于隨著楔形間隙的減小,氣流越來越難以通過楔形間隙,從而形成更劇烈的返回流。
3 結語
本文根據附面層和流體力學理論,建立了平面磨削氣流場理論模型并進行仿真研究,結果表明:
(1)隨著砂輪速度的增大,楔形區壓力、水平方向速度以及垂直方向速度分布規律基本不變,但是峰值均隨著砂輪速度的增大而增大。楔形區入口段返回流氣流速度隨著砂輪速度的增大而增大。
(2)隨著砂輪與工件間最小間隙的減小,楔形區壓力、水平方向速度以及垂直方向速度增大,這對于冷卻液的注入有明顯的阻礙作用。楔形區入口段返回流氣流速度隨著楔形間隙的減小而增大,這是由于隨著楔形間隙的減小,氣流越來越難以通過楔形間隙,從而形成更劇烈的返回流。
[1]S.馬爾金著.磨削技術理論與應用[M].沈陽:東北大學出版社,2002.
[2]李長河,原所先,李虎,等.磨削區內氣流場速度和壓力分布規律的研究進展[J].金剛石與磨料磨具工程,2004(3):31-34.
[3]鞏亞東,王宛山.超高速磨削砂輪氣流場基礎研究[C].第三屆十省區市機械工程學會科技論壇暨黑龍江省機械工程學會2007年年會論文集,2007,5:23 -35.
[4]Radhakrishnan V.Functional assessment of the grinding wheel surface characteristics by thrbulence amplifier[J],Journal of Engineering for Industry,1981,103(2):99 -102.
[5]葛培琪,劉鎮昌,隋慶華.磨削加工時磨削液的流體動壓效應[J].潤滑與密封,2000(1):26 -28.
[6]鄧朝暉,荊琦,安磊.納米結構WC/12Co涂層精密平面磨削表面殘余應力有限元模擬與試驗[J].機械工程學報,2008(7):58-62.
[7]李長河,修世超.磨粒、磨具加工技術與應用[M].北京:化學工業出版社,2012.
[8]Li Changhe,Han Zhenlu,Li Jingyao.Investigation into fluid velocity field of wedge - shaped gap in grinding[J].Applied Mechanics and Materials,2011,37/38:593 -598.
[9]Sinha,Kuhlman.Investigating the use of stereoscopic particle streak velocimetry for estimating the three - dimensional vorticity field[J],Exp.Fluids,1992(12):377 -384.
[10]Robinson O,Rockwell D.Construction of three-dimensional images of flow structure via particle tracking techniques[J],Exp.Fluids,1993(14):257-270.
猜你喜歡
計算機應用(2023年1期)2023-02-03 03:09:28
音樂天地(音樂創作版)(2022年10期)2023-01-13 05:47:42
湘潮(上半月)(2022年5期)2022-12-06 03:02:28
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
計算機應用(2021年4期)2021-04-20 14:06:36
數學小靈通(1-2年級)(2021年3期)2021-04-13 01:01:58
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
數學小靈通·3-4年級(2017年11期)2017-11-29 01:35:50
