薄壁金半球殼鍍金沉積法制造技術研究
2013-09-29 01:29:18蘭成均吳志勇
制造技術與機床 2013年5期
關鍵詞:工藝
蘭成均 吳志勇
(中國工程物理研究院機械制造工藝研究所,四川綿陽621900)
高精度、小尺寸、薄壁純金球殼的制造,是對傳統薄壁件制造工藝一次嚴峻的挑戰。如果采用純機械加工的方式,由于壁厚太薄,以目前常用的機械加工設備和工藝手段,在毛坯選擇、工裝設計、刀具選擇等方面都有較大的難度,且采用切削加工,余量去除較多,由于材料價格昂貴,成本也將大幅度上升。因此在制造過程中應盡量避免采用純切削加工的方式,而考慮其他成型方式。研究金層沉積技術與精密制造技術相結合是解決這些問題的有效途徑之一。本文研究的零件結構為薄壁金半球殼,壁厚為0.05 mm,球殼半徑為SR2和SR4,其結構如圖1所示。
1 制造技術方案
1.1 技術路線
通過對薄壁金半球殼的結構工藝性分析,制造過程應盡量避免使用機械加工的方式。本文的技術方案是通過采用在黃銅胎上沉積金的工藝方法來制備薄壁金殼。原理如圖2,主要工藝技術路線如圖3。首先按金殼內外R精加工厚度為2 mm的黃銅胎,然后在黃銅內外表面沉積金層,根據測量的金層厚度精加工(或光整加工)內外表面保證金層厚度0.05 mm,最后溶解去除黃銅獲得金半球殼。
1.2 黃銅胎加工控制
黃銅胎的設計如圖4,一件黃銅上分別制備SR2和SR4的半球殼各一件。并為電鍍設計3-Ф2 mm的吊裝孔,為考察不同電鍍參數的鍍層質量,共加工試驗件3件。
1.3 電鍍沉積試驗
電鍍前先充分電解活化槽液,試鍍合格后再正式鍍試件。
試件1#:采用常規單脈沖電源電鍍,電流0.03 A,時間400 min。
表1 不同部位的鍍層實測值 mm
試件2#:采用正反雙脈沖法電鍍:正向,電流0.04 A,占空比10%,導通時間100 ms;反向,電流0.01 A,占空比10%,導通時間10 ms;電鍍時間360 min。
試件3#:采用正反雙脈沖法電鍍:正向,電流0.03 A,占空比10%,導通時間100 ms;反向,電流0.01 A,占空比10%,導通時間10 ms;電鍍時間600 min。
2 結果分析
2.1 厚度尺寸
電鍍后對SR2 mm、SR4.05 mm 球面的 20°、45°、60°、80°截面實測值如表1(鍍后未進行切削加工)。
從鍍后的實測值可以看出,電鍍方式對鍍金層的厚度影響不大,影響鍍金層厚度的主要因素是電鍍時間。同時,同一種電鍍參數在球殼的不同部位鍍層厚度也有較大的差異。
在電鍍過程中,黃銅胎作為陰極,被鍍金屬金作為陽極,陰極電流分布是決定金沉積層質量的主要因素之一。影響陰極電流分布的因素包括陽極形狀尺寸、被鍍零件黃銅胎的形狀尺寸及其在槽中的位置、與陽極的距離、被鍍零件表面質量等等。金層在黃銅胎上分布的情況,是決定鍍后半球殼質量的一個重要方面。由于任何鍍液都存在電阻,形狀較復雜黃銅胎被鍍表面各部分到陽極的距離不同,即其電阻不等,在鍍槽電壓一定的條件下,根據歐姆定律它們通過的電流也不相等。因此,如果不考慮電流效率的影響,黃銅胎上不同部位所沉積的金層的多少有一定的差異,所以黃銅胎上不同部位獲得的鍍層總存在著厚薄不均的現象。
2.2 表面形貌
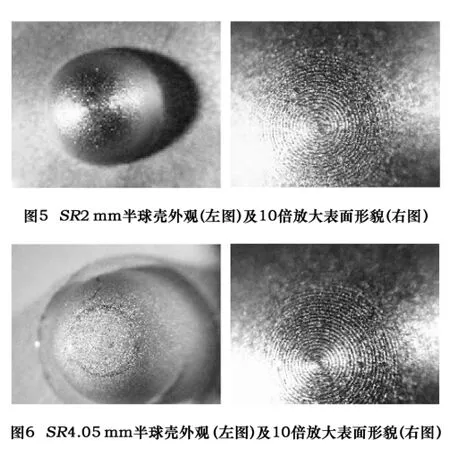
SR2 mm和SR4 mm的半球殼通過體視顯微鏡觀察,SR4 mm的球頂位置有組織疏松現象,致密度不如金箔或金板,如圖5、圖6所示。由于黃銅含有鋅,在溶解時快慢不一,影響金層的表面質量,鍍金的銅胎采用純銅或無氧銅效果可能會更好。在10倍放大以后,可以看到球面上有明顯的加工刀紋,這是由于銅胎的球面粗糙度為Ra0.8 μm,表面刀紋直接復印到了金殼表面。因此,黃銅胎的表面粗糙度至少需要提高2至3個等級,應提高到Ra0.1~0.2 μm左右,工藝上可以考慮采用化學拋光的方式來實現粗糙度的改善。
3 結語
通過工藝驗證試驗表明,采用在黃銅胎上鍍金的工藝手段制備薄壁金半球殼是可行的。采用該方法可以獲得厚度為0.05 mm甚至更薄的半球殼,工藝操作相對簡單,制造成本較低。同時,電鍍沉積結合精密加工技術研究薄壁金殼的制備方法可以為薄壁殼體的制造提供一種新的技術途徑。
[1]黎松強.提高化學鍍金沉積速率相關因素研究[J].黃金,2007(1).
[2]周偉.微波器件化學鍍金研究[J].電鍍與涂飾,2003(6).
[3]劉海萍.無氰置換鍍金工藝的研究[J].電鍍與環保,2007(4).
[4]張勇海.銅基體鍍金層大氣變色機理分析及對策[J].機電元件,2011(2).
[5]陸金龍.鍍金工藝應注意的幾個問題[J].電鍍與精飾,2010(5).
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
