硬齒面弧齒輪制造工藝與夾具設計
2013-09-29 01:29:20張金全鄭惠玲張振宇
制造技術與機床 2013年5期
張金全 鄭惠玲 張振宇
(①河南南陽二機石油裝備集團有限公司,河南南陽473006;②山東祥通橡塑集團有限公司,山東濟寧272000)
石油鉆、修井裝備通用傳動部件中,普遍采用硬齒面、較大模數(m>10 mm)弧齒錐齒輪(圖1),如轉盤傳動箱、角傳動箱等,根據不同的使用場合選用不同的弧齒輪材料及制造工藝。在修井機上,多選用42CrMo、38CrMoAlA等中碳合金鋼,采用調質后表面離子氮化熱處理工藝,齒面硬度較高,綜合機械性能較好;在鉆井裝備尤其是在大型石油鉆機上,與修井作業相比鉆井作業工況復雜多,它有較大的沖擊載荷,如果使用中碳合金鋼齒輪,容易產生齒面磨損、疲勞點蝕等失效現象,甚至造成齒輪斷齒而提前失效,因此,石油鉆機多選用20CrMo、20CrMnTi等低碳合金鋼,采用滲碳淬火硬化齒部熱處理工藝,處理后運用合適的工裝、采用合理的后續加工方案,可以滿足石油鉆機作業的復雜工況。

1 弧齒錐齒輪失效形式及其原因
1.1 輪齒斷裂
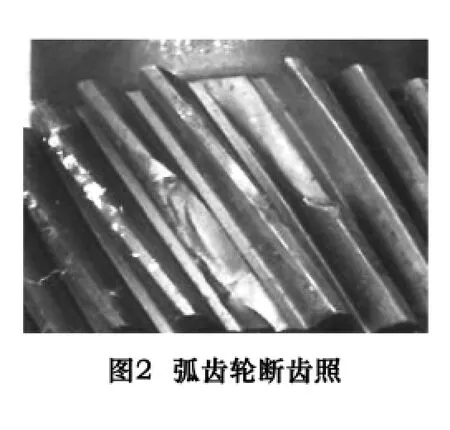
圖2為弧齒輪齒斷裂實物照,材料為 42CrMo經調質后表面離子氮化處理:疲勞區的斷口形貌平坦、光滑,可見疲勞源和貝紋線,脆斷區呈現晶粒狀。疲勞源位于齒根中部的圓角處,未斷輪齒的齒根處有的已存在裂紋。由于制造或安裝誤差,弧齒輪的齒面瞬時載荷集中在齒寬上較窄的一段接觸跡線上,載荷由一部分齒寬的齒根承擔,齒根的循環彎曲應力超過了材料的疲勞極限,引起齒根的疲勞裂紋不斷擴展而折斷。
1.2 齒面疲勞點蝕
主要有兩種:一種是跑合對研過程中,齒面加工凸起部分承受的應力超過材料的疲勞極限而產生點蝕,跑合后齒面接觸面積增加,使接觸應力減小,點蝕不再擴展;另一種是作業一段時間后,在循環接觸應力作用下出現疲勞點蝕。如果制造誤差較大,裝配后齒面的初始接觸跡線偏離理論接觸區,使齒面局部接觸應力增大,更易產生疲勞點蝕。
1.3 齒面塑性變形
輪齒較軟屈服極限較低,在過載或沖擊載荷作用下,齒面出現明顯的壓痕。提高齒部整體硬度可以防止齒面塑性變形。
1.4 齒面膠合
低速重載或潤滑油的吸附性能差時,難形成油膜,摩擦系數急增,摩擦發熱瞬時溫度很高,從而使兩齒面熔融粘著,齒面金屬沿著相對滑動方向互相扯下一條條痕跡即產生膠合。防止膠合應保證制造質量和安裝精度,合理選用潤滑油潤滑齒面。
1.5 齒面磨損
齒面磨損是低速重載開式齒輪主要的失效形式之一。減輕齒面磨損應避免開式傳動方式,改善潤滑條件和增加齒部硬度。
1.6 齒端崩角
弧齒輪的平穩性精度低或軸的剛度差齒部較硬,在嚙合過程中產生沖擊,容易引起齒端崩角。
2 弧齒錐齒輪制造工藝設計
2.1 弧齒輪材料及其熱處理工藝的確定
如表1所示,對20CrMnTi滲碳淬火及42CrMo調質后表面離子氮化性能進行試驗比較:熱處理后前者力學性能優于后者,接觸疲勞強度及彎曲強度均大于實際負載所需的強度要求,石油鉆、修井傳動部件弧齒輪應選擇低碳合金鋼材料滲碳淬火工藝。
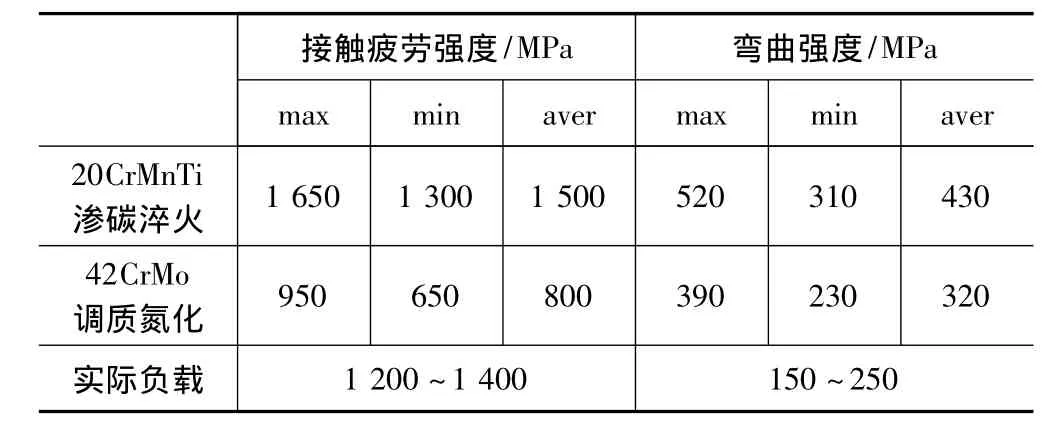
表1 淬火及調質后性能比較
2.2 弧齒輪工藝方案設計
低碳合金鋼弧齒輪銑齒完成后,經滲碳淬火整體齒部硬度提高,但齒面粗糙度值有所增大,齒面及內孔均會產生變形,弧齒輪精度降低。用于石油鉆、修井裝備的重型、較大模數弧齒錐齒輪,淬火后一般齒面不再磨削,因此,熱處理工藝必須考慮控制弧齒錐齒輪的淬火變形問題:一是采用連續爐滲碳淬火,最好是在真空狀態下防止齒面氧化;二是采用弧齒輪壓床或雙頻淬火機床[1]整體淬火。盡量避免沒有任何防護情況下空氣中淬火。弧齒錐齒輪整體淬火后,可采用粒度合適的河砂/鋼丸對齒面噴砂/拋丸處理,改善齒輪表面粗糙度。
為了保證弧齒輪各關鍵部位的尺寸及形位精度要求,以內孔和左端面為基準(圖1),符合基準統一原則,在滲碳淬火后的精加工工序,專門設計弧齒錐齒輪節圓夾具(圖3),以齒面定位來加工內孔及端面,保證內孔及其端面精度,保證齒圈徑向跳動量和齒向精度。
綜合上述,弧齒錐齒輪工藝主要工序方案最終確定為:
毛坯制造→齒坯熱處理→齒坯加工→輪齒加工→熱處理(滲碳淬火)→齒輪主要表面精加工。
2.3 弧齒輪制造過程控制措施
為獲得較理想的弧齒輪接觸精度,在制定加工工藝時需要采取如下工藝措施:
(1)在輪齒加工時,采用粗銑和精銑兩個工步,粗銑為精銑預留合適的切削用量,仔細校正銑刀盤刀齒安裝精度,減小弧齒面粗糙度值;為減小輪齒熱處理變形,也可以在粗銑后精銑前安排去應力退火。
(2)開發設計專門弧齒錐齒輪節圓定位夾具。在熱處理后磨削弧齒輪內孔及其端面,消除弧齒輪定位基準幾何誤差,減小因前工序誤差及熱處理變形等引起的齒圈徑向跳動。
(3)在銑齒工序以及磨內孔和端面工序之后,均安排在滾動檢驗機上做接觸區檢查。滾動檢查接觸區時,發現齒面有異常情況,可以采取必要的補救措施,并確定弧齒輪理想的裝配安裝參數。
(4)在齒坯精加工(車削)工序,制做專用的面、背錐樣板,控制面、背錐角度的準確性。
(5)內孔設計有鍵槽時,熱處理前先不加工,考慮到銑齒需要可以在弧齒輪端面銑一工藝槽。
(6)銑齒時采用可調間隙的銑齒心軸盡量減小配合間隙。單號單面法加工易產生對角接觸現象,最好能采取雙面切削加工法,有條件時可以采用固定調整法,以改善接觸區的敏感性,提高弧齒輪副接合面的接觸精度。
3 弧齒錐齒輪節圓定位夾具
節圓定位夾具是以節錐齒面定位磨削內孔及其端面,校正弧齒輪滲碳淬火過程中產生的變形,確保弧齒輪滿足設計和使用要求。
本夾具獲得了國家實用新型專利(專利號:ZL03264508.2)。
3.1 節圓定位夾具的結構及工作原理
夾具結構如圖3所示,主要由夾具體、定位銷、彈簧、定位板、鉸支座、鉸鏈螺栓、壓板等組成。
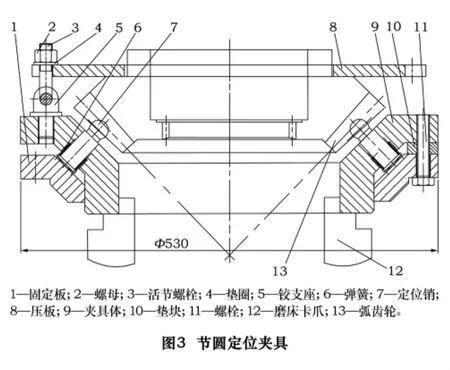
弧齒輪齒部及內孔互為基準,通過圓周方向均勻分布的、具有準確位置和較高尺寸形狀精度的圓球面與齒輪節錐齒面點接觸而定位,磨削內孔及其端面,保證齒部精度。
使用前,將定位銷準確牢固地安裝在夾具體上,然后將夾具整體裝在磨床的四爪卡盤上,按夾具體上的找正基面找正。最后將螺母2、墊圈4、活節螺栓3及鉸支座5牢固地裝在夾具體上。齒輪加工時,放入齒輪,自動定位,用壓板壓緊即可。
3.2 節圓定位夾具的設計要點
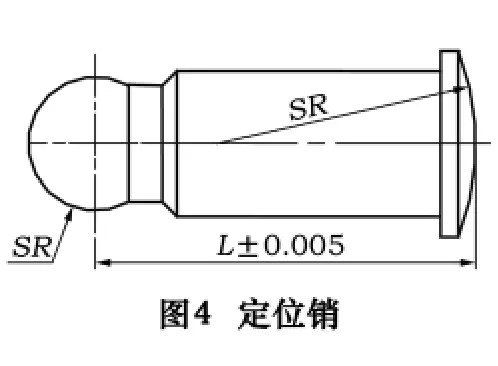
定位銷7結構形狀如圖4所示。頭部的圓球面與齒輪齒面點接觸。圓周方向均布的幾個圓球面,直接確定了齒輪在夾具體9中的位置。因此,圓球面的直徑誤差及位置誤差決定了齒輪的定位誤差,是影響齒輪在本工序中加工質量的關鍵。圓球面直徑與長度公差按≤IT6確定。
在齒輪加工過程中,定位銷承受了齒輪的重力、夾具的壓緊力及加工過程中的切削力等,而且,在工件裝卸過程中有可能發生碰撞,所以對定位銷的材料及熱處理硬度也提出了較高要求。
(1)圓球面的直徑按下式計算:

其中:r01'為截面齒形假想基圓半徑;α1s為截面上圓球與齒形接觸點的壓力角;β1s為圓球接觸點徑向線中心角;r1'為圓球與齒形接觸點至計算錐截面頂點的距離;cosβ0=sinαon/sinαos;αon為法向壓力角;αos為端面壓力角。
(2)夾具體9上定位銷孔在圓周上應分布均勻,以保證定位銷圓球面位置準確。定位銷7安裝在夾具體定位銷孔內,與定位銷孔之間采用定心精度較高的間隙配合,由于彈簧的作用,定位銷7始終與固定板1的內圓錐面緊密接觸,通過調整固定板1在夾具體上的軸向位置來調整定位銷7在夾具體定位銷孔內的位置,以便適用于不同規格的齒輪。定位銷數量及位置可根據被加工齒輪的齒數確定。
(3)固定板1上內圓錐面相對于內孔軸心線的跳動誤差以及上端面相對于內孔軸心線的垂直度誤差應嚴格控制。
(4)固定板1在夾具體上的位置由墊塊10的厚度確定。墊塊10兩端面平行度誤差應嚴格控制。
(5)工件壓緊裝置采用鉸支座及鉸鏈螺栓。
(6)定位誤差與節圓夾具及機床本身精度相關。
4 結語
經過生產驗證,使用本文制造工藝方案和節圓定位夾具,生產硬齒面、較大模數弧齒錐齒輪,在筆者公司各型號石油鉆、修井裝備上使用質量穩定、可靠,可以避免中碳合金鋼弧齒輪常見失效情況的發生。節圓定位夾具可設計成可調結構,可適用于多種模數、直徑相近的弧齒錐齒輪,可同時適應小批量、多品種弧齒輪生產的需要。
[1]葛便京,徐成慧.齒輪制造工藝新趨勢[J].制造技術與機床,2011(8):153-156.
[2]陳書涵,嚴宏志,賀尚紅.螺旋錐齒輪真實齒面偏差修正研究[J].制造技術與機床,2011(3):87-90.
[3]王先逵.機械制造工藝學[M].2版.北京:機械工業出版社,2007.
[4]劉文劍.夾具工程師手冊[M].哈爾濱:黑龍江科學技術出版社,1987.
[5]齒輪手冊編委會編.齒輪手冊[M].2版.北京:機械工業出版社,2008.
[6]成大先.機械設計手冊:第3卷[M].5版.北京:化學工業出版社,2009.
