止鏈器接長工藝
2013-09-20 12:24:20徐嘉良
船舶標準化工程師 2013年6期
關鍵詞:焊縫
徐嘉良,李 娜,陳 鷹
(浙江造船有限公司,寧波 315040)
0 引言
我公司建造的SPP17由太平洋集團設計團隊自主研發(fā)設計的項目,是向海洋平臺輸送淡水、鉆井水、液貨、散裝干貨、其他材料和設備;向海洋平臺接送少量人員(12人);協(xié)助其他船進行海上作業(yè)或海難救助;提供對外消防等高附加值工程船舶;擁有同級別船型少見的全電力推進系統(tǒng),三套驅動推進器,獨立外消防泵,2套側推器及動態(tài)定位系統(tǒng),機艙設在船首部,首部升高甲板上設首樓,甲板室設在首樓上。本文主要介紹止鏈器接長工藝。
1 SPP17平臺船主要參數(shù)
SPP17平臺船主要參數(shù)如表1所示。
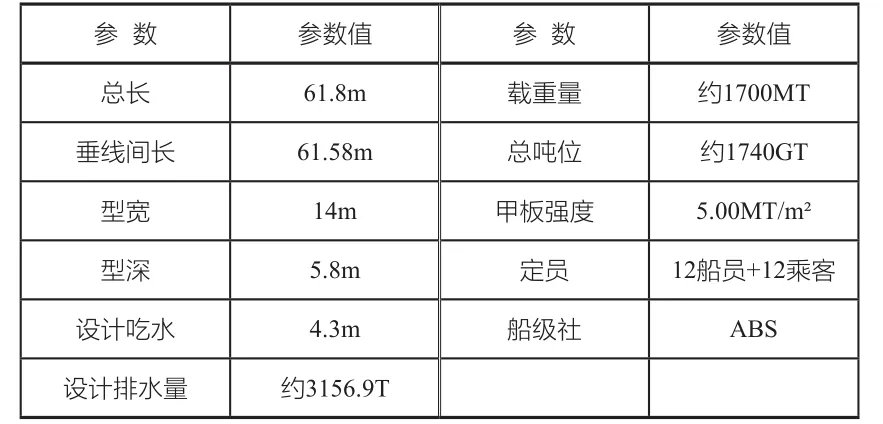
表1 SPP17平臺船主要參數(shù)
2 本船的止鏈器介紹及安裝要求
此船采用的是滾輪閘刀止鏈器,是夾住錨鏈的一種裝置。與船體結構進行焊接連接,是在航行時將錨鏈制止住,使錨及鏈不向下滑落,而在拋錨時抬開止鏈器閘刀,使錨自行下落或在錨泊時將錨鏈卡住使錨鏈不于再向下滑落,并解脫錨機負荷作用的一種裝置。起錨時應控制錨鏈在錨鏈輪上不發(fā)生翻鏈;在錨鏈止鏈器安裝的縱向位置,應能使錨在收足時,能把錨鏈止牢,錨應與錨穴處三點相碰、此時錨貼合良好、不能自由擺動[1]。
原因:航行試驗拋錨時發(fā)生錨卸扣與錨鏈轉環(huán)卸扣發(fā)生卡殼現(xiàn)象,導致錨卸扣碰撞變形。此時的止鏈器已經(jīng)完成安裝,待此次試驗后進行最后的施焊工作。為了在最短時間內(nèi)解決此問題不耽誤本船的交付時間并滿足船東的要求,船廠考慮,首先更換新的錨鏈卸扣的型號,其次重新定位止鏈器的安裝位置。由于需要再次定位止鏈器的安裝位置,導致了止鏈器高度不夠。圖1為錨鏈扣與錨鏈轉換卸扣破損處節(jié)點圖。
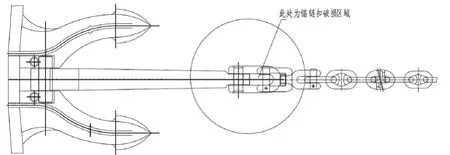
圖1 錨鏈扣與錨鏈轉環(huán)卸扣破損處節(jié)點圖
解決方案:初步判斷錨鏈的配套存在一定的問題,錨鏈的轉環(huán)卸扣型號由原SW34更換為SW40,為滿足生產(chǎn)進度的需要,避免材料浪費,現(xiàn)加高止鏈器的高度,錨鏈止鏈器的安裝位置和高度必需按現(xiàn)場拉線決定,位置要先作臨時點焊安裝就位;試驗后滿足止鏈器的安裝要求后作最后定位,進行施焊,以解決此問題再次發(fā)生。
3 止鏈器接長焊接工藝
接長的止鏈器材料可用船用A級鋼替代原材料,腹板t為20mm,面板t為15mm。接長前要處理切割處的焊縫。圖2為止鏈器原始型式。
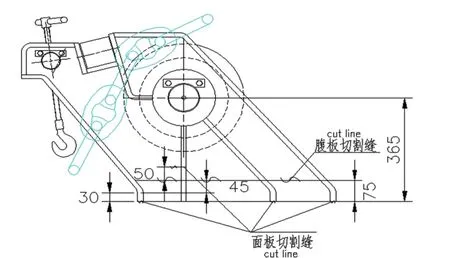
圖2 止鏈器原始型式
3.1 焊接順序與檢驗方法
首先焊腹板與腹板對接縫,然后焊面板與面板對接縫,再焊面板與腹板角接縫。焊接完畢進行打磨光順處理。焊接檢驗應貫穿焊接生產(chǎn)全過程,包括焊前檢驗、焊接過程檢驗和焊后成品檢驗。對焊縫進行外觀檢查,所有焊縫需100%UT檢測。焊縫表面質量檢驗前,焊縫表面及其兩側附近必須清除熔渣、飛濺及其他污物。焊縫表面質量檢驗,主要用肉眼及焊縫量具進行,必要時可借助放大鏡等進行檢驗,表面質量檢驗時要有良好的照明。圖3為止鏈器接長后的型式[3]。
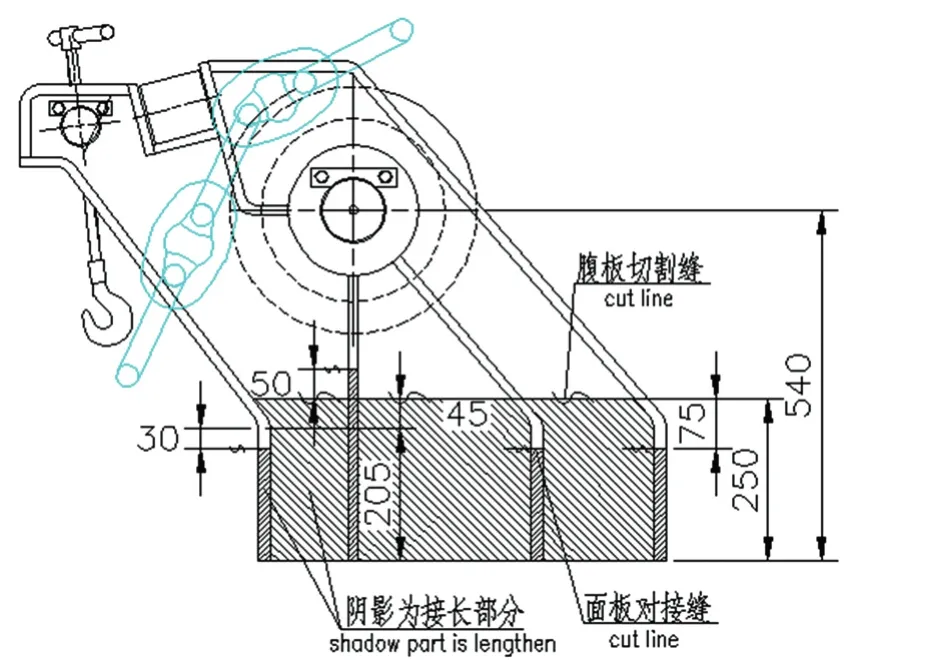
圖3 止鏈器接長型式
3.2 焊接坡口要求及焊接方法
1)從事焊工必須通過船級社或由船級社確認的焊工資格考試,并擁有船級社簽發(fā)或由船級社認同的焊工資格證書。
2)腹板對接縫采用CO2襯墊焊(圖4)。
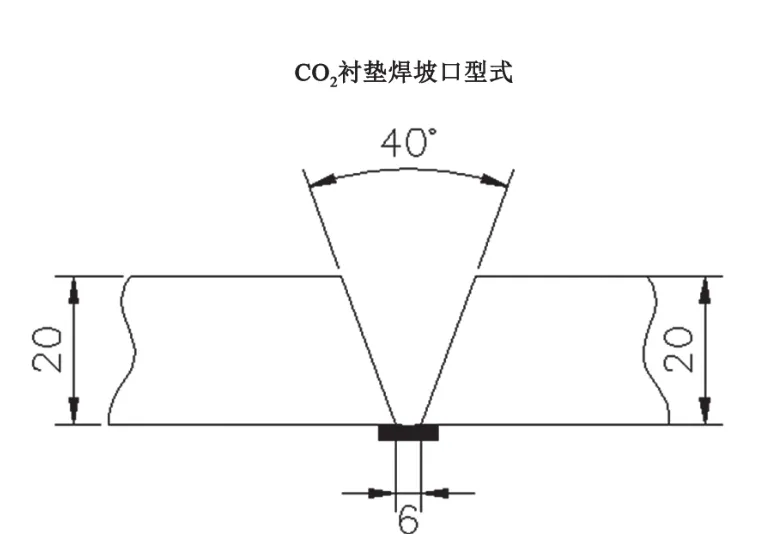
圖4 CO2襯墊焊坡口型式[2]
3)面板對接焊采用CO2氣體保護焊,反面清根出白再進行封底焊(圖5)。
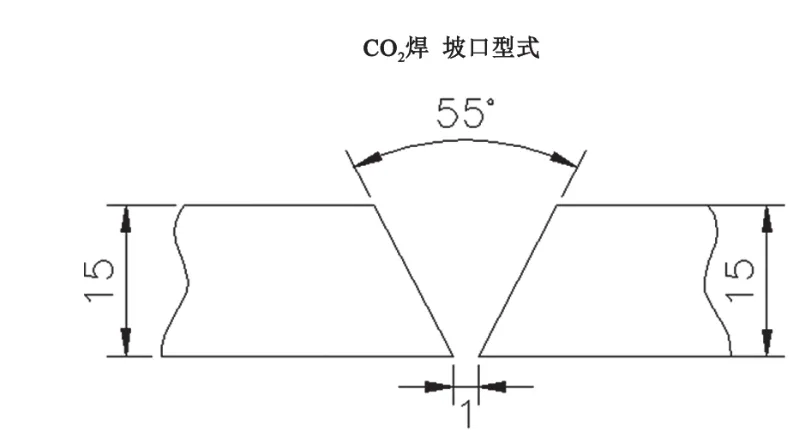
圖5 CO2焊坡口型式
4)T型材角焊縫采用CO2氣體保護焊,反面清根出白再進行封底焊(要求全焊透)(圖6)。
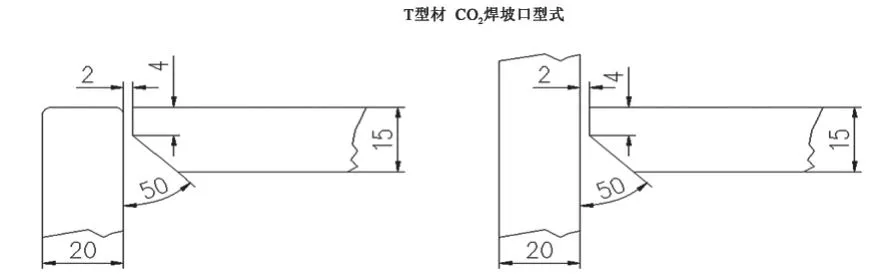
圖6 T型CO2焊坡口型式
5)焊接區(qū)域的鐵銹、氧化皮、油污、水分和其他污物,必須在焊前清除干凈。
3.3 焊接規(guī)范
CO2氣體保護焊,按WPS-CO2-NS001 要求執(zhí)行;全焊透角焊縫按 WPS-CO2-NS006要求執(zhí)行;焊接材料為低氫堿性焊材,焊絲直徑1.2mm。
4 結論
該工藝更新使用后達到了一定的效果,減少了不必要的浪費,縮短了返工的周期,節(jié)省了可觀的材料開支、人力開支以及建造周期和工時,提高了船廠的效率、質量以及效益。
[1]陳可越. 船舶設計實用手冊:舾裝分冊[M]. 北京:中國交通科技出版社, 2007.
[2]中國船舶工業(yè)總公司. CB/T3190-1997, 船體結構焊接坡口型式及尺寸[S]. 1997-10-17.
[3]中國船舶工業(yè)總公司. CB999-82, 船體焊縫表面質量檢驗標準[S]. 1982-11-04.
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業(yè)技術學院學報(2017年4期)2017-05-25 13:26:35
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07