Cr12MoV鋼電火花沉積工藝研究
2013-09-19 06:27:56郭曉霞
深圳職業技術學院學報 2013年3期
關鍵詞:工藝
郭曉霞
(深圳職業技術學院 機電工程學院,廣東 深圳 518055)
表面強化是提高零件表面性能的重要方法之一,如,碳素工具鋼或低合金工具鋼經表面強化后,可達到或超過高合金材料的性能指標.表面強化的方法有多種,在生產中常用的有熱噴涂和電鍍.熱噴涂時,材料與基體的結合以機械結合為主.電鍍應用中典型的有電鍍鉻,盡管該工藝非常經濟,但由于環境污染的問題,其應用受到限制.最近幾年,一種新的靈活的、抗破壞性強的電火花沉積工藝不斷受到人們的重視.電火花沉積工藝能真正實現涂層與基體的冶金結合,同時還可以使基體的溫度保持在室溫,這既可以防止基體金屬熱變形,也防止已經過熱處理的金屬基體發生冶金變化.電火花沉積可以在多種工程零件表面涂敷以產生涂層,幾乎任何導電的有一定熔點的金屬陶瓷或金屬電極,都可以涂敷到基體表面,并與電極有相同的材料特性,另外,電火花沉積還可以用于零件的修復,尤其是對于修復那些生產周期長或不再生產的零件是非常有效的.目前,電火花沉積技術已經成功地應用于零件的修復,國內外學者對該技術的機理、設備、工藝參數、沉積材料等做了大量的研究[1-9].
本文以Cr12MoV為基體材料,研究電火花沉積層的工藝,以及影響沉積層質量的因素.
1 電火花沉積原理
電火花沉積是一種微弧焊接工藝,可以沉積合金或金屬陶瓷到任何導電的材料上.
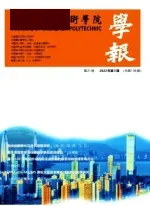
電火花沉積設備示意圖如圖1所示.在電火花沉積時,電源向電容器充電,電極高速旋轉,電極向工件運動且接近工件,其間空氣電離,形成放電通道,在放電微小區域內形成8000~25000℃的高溫,使電極材料熔化并以等離子狀態沉積到工件表面,同時放電區域的材料也熔化,且向四周濺射,此時,電極繼續向下運動,使電極和工件上熔化了的材料擠壓在一起,由于空氣介質和金屬工件基體的冷卻作用,熔融的材料被迅速冷卻而凝固,成為工件表面上的沉積點.當電極離開工件,放電過程結束,電源重新對電容器放電,這就是電火花沉積設備的一次充放電的過程.重復這個充放電過程并移動電極的位置,沉積點就相互重疊和融合,在工件表面形成一層沉積層[2].
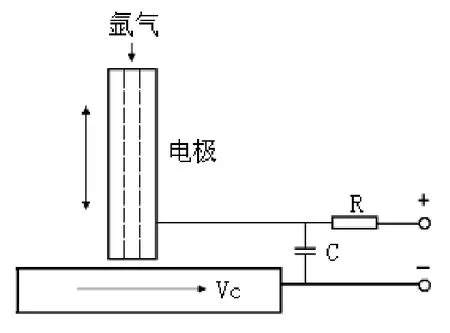
圖1 電火花沉積設備示意圖
2 試驗材料及設備
實驗材料為Cr12MoV,又稱SKD11,是廣泛使用的模具鋼材料,且是冷、熱作蒹用模具鋼.Cr12MoV有高的淬透性,熱處理后有高的硬度、耐磨性和抗壓特性,常用來制造大截面、重負荷、形狀復雜的沖裁模.這類模具的失效形式主要有刃口部位的磨損和崩裂.
電極為圓柱形,直徑為2.4 mm,其成分見表1.

表1 電極的成分(質量分數,%)
試驗設備為放電式修復機Microdepo150.ESD設備包括2部分:電容器放電的脈沖電源和裝有可接地電纜的焊槍.沉積時,電極安裝在焊槍上,如圖2所示.

圖2 電火花沉積
3 測試缺陷準備及修復
電火花沉積工藝可以用于對模具表面的缺陷進行修復.模具在使用過程中常出現的缺陷包括磨損(或劃痕)缺陷和腐蝕點.為了證明工藝的修復能力,必須定義一定的用于測試的缺陷.根據常見缺陷的形狀,定義了下述2種形式的缺陷.
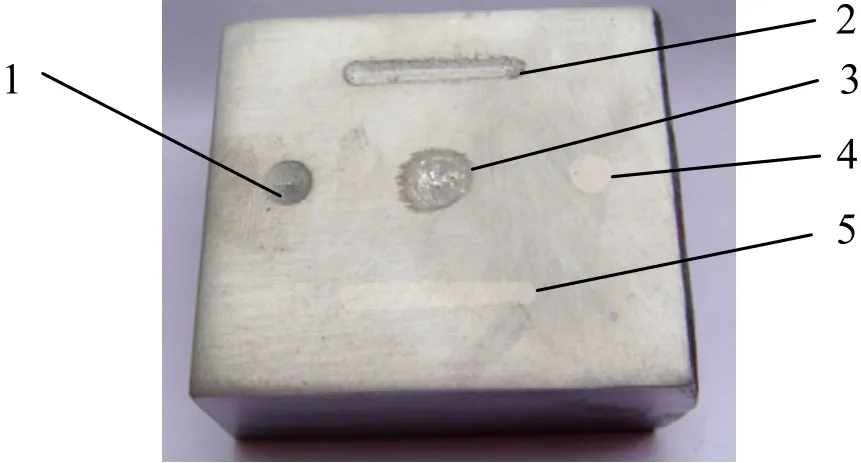
圖3 測試件
試件的規格(長寬高):35 mm×30 mm×12mm.類型1缺陷是點缺陷,是用f12球頭刀加工出來的,見圖3的部位1,缺陷1設計的目的主要測試零件腐蝕點的修復.類型2缺陷是長條型的槽,用f12mm球頭刀加工,槽長15mm,深0.15mm,見圖3的部位2,缺陷2設計的目的主要測試一些劃痕類的磨損缺陷.
由于模具在使用過程中表面有油污或或氧化物,所以在對模具修復前必須對試樣表面進行預處理.先用細銼輕輕銼去試樣表面的氧化皮,再用砂紙砂磨試樣表面,使試樣沉積表面露出干凈的金屬,最后用丙酮清洗試樣和電極表面的油脂.然后把被沉積的工件裝夾在虎口鉗上,手持裝有電極的焊槍在工件表面進行沉積修復.在修復時,涂層的修復厚度大約比缺陷深度大0.1mm,修復完后再打磨平.圖3中的部位3是沉積后未打磨的表面狀態,4和5部位分別為2種缺陷修復并打磨后的表面狀態.
4 影響沉積層質量的因素
電火花沉積時熔融的電極材料以冶金方式與基體材料結合.電火花沉積表面的形貌是由無數密集的沉積點和放電凹坑所構成,宏觀呈銀灰色的桔皮狀,如圖4a所示.沉積層的質量直接影響著涂層或修復部位的性能.
4.1 保護氣(氬氣)
在無氬氣保護的狀態下沉積時,沉積表面發黑,沉積時電極發紅,沉積后電極表面有一層藍色的氧化膜,且沉積層表面粗糙,如圖4b所示,顯示無氬氣保護的狀態下沉積層中有明顯的層間疏松、未熔合的缺陷和孔洞.
在氬氣的保護下沉積時,在沉積過程中,沉積表面的氧化現象受到抑制,且熔融的電極材料以等離子狀態噴射到工件表面,這樣沉積層的表面粗糙度值大大減小.在沉積過程中,氬氣一方面對電極起冷卻作用,同時隔離空氣阻止金屬發生氧化.圖5是在氬氣保護下涂層區域橫截面的照片,修復區域的致密性明顯提高.由此可見,合理調整氬氣的流量可以降低沉積層的氧化,減少沉積層的裂紋和孔洞.
4.2 電容
由圖6可以看出,電容的大小與工件與電極之間放電能量的大小有直接關系.隨著電容的增大,單位時間內沉積放電的能量增加,那么一次轉移的電極材料體積增大,沉積的凸起部位更高,從而造成表面粗糙值變大.同時,隨著放電能量的增大,放電時可以明顯地看到火花,有更多的火星向外噴射.由圖6b可看出,隨著電容的增大,沉積層中出現未熔合的孔洞,致密性大大降低.
圖4 沉積層的表面形態
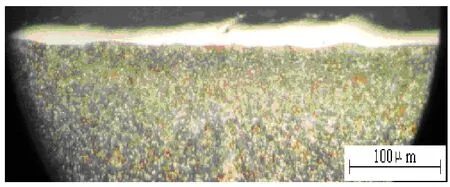
圖5 沉積時氬氣保護的沉積層
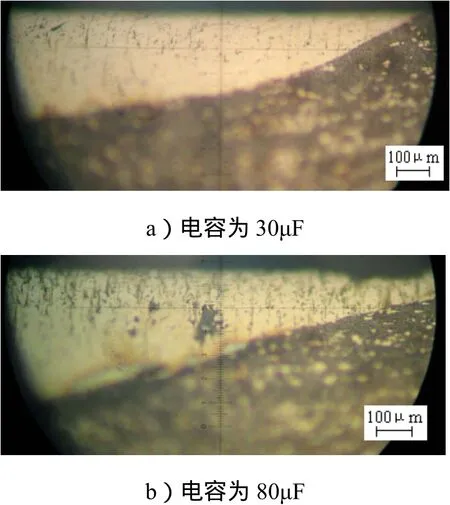
圖6 不同電容時沉積層的金相照片
4.3 電壓
由圖7可以看出,隨著電壓的增大,沉積表面變得粗糙,放電時可以明顯地看到火花,有更多的火星向外噴射.當電壓達到150V時,電極呈胭紅色,且在冷卻后,電極表面有一層氧化膜.電壓為50V時,沉積層比較致密,沒有明顯的孔洞;當電壓升為150V時,沉積中有明顯的孔洞和未融合層.
通過上述試驗比較得出,在工件和電極相同的條件下,減小電容、電壓,同時在沉積時增加保護氣,可以得到質量較高的沉積層,但沉積效率會降低.通常,在沉積修復時,要綜合考慮沉積效率和沉積層的致密性.通過大量試驗,下述沉積方法可以提高沉積層的致密性和連續性,提高沉積層的性能.
1)打底.選用高頻率低電壓(800 Hz,50V),氬氣的流量約為 3L/min.在每沉積一層后,輕敲,并用細砂紙打磨,以去除表面氧化薄層和微觀環境下的裂紋和氣孔,然后用滴耳球吹去粉末.這樣重復 5~10層.且要確保每次堆積的痕跡與上次痕跡充分交融,不要出現較高的凸點和凹坑.
2)修復.選用中等頻率、電壓(400 Hz,100V),能量大小調整以電極不發紅為準.每沉積一層(約5~10道)后,輕敲,并用、細砂紙打磨,再用滴耳球吹去打磨產生的碎屑.沉積到低于基準面10~20道即可.
3)蓋面.選用高頻率低電壓(800 Hz, 50V).蓋面層沉積到超出實際使用高度 5~10道,然后用砂紙打磨平.
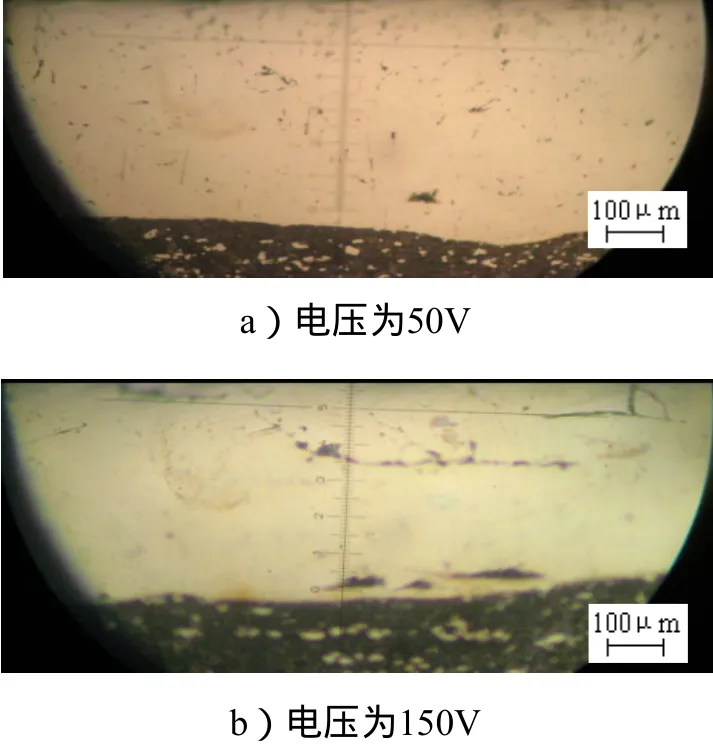
圖7 不同電壓時沉積層的金相照片
[1] 郭曉霞.電火花表面沉積技術[J].深圳職業技術學院學報,2008,7(1):17-21.
[2] 王建升.電火花沉積及合金化[D].昆明理工大學,2004.
[3] Wang R. Interface behavior study of WC92-CO8 coating produced by electrospark deposition[J].Applied Surface Science, 2005,240:42-47.
[4] BY S K TANG. Materials Transfer in Electro-SparkDeposition of TiCp/Ni metal-Matrix Composite Coating on Cu Substrate[J].Welding Journal, 2010,89:172-180.
[5] BY J. Gould. Application of Electro-Spark Deposition as a Joining Technology[J].Welding Journal, 2011,90:191-197.
[6] TU?EK J. Electrospark deposition for die repair[J].Metalurgija, 2012,51(1):17-20.
[7] Norbert Radek. The influence of laser treatment on the microstructure and properties of the tungsten carbide electro-sparke coatings[J].Advances in Manufacturing Science and Technology, 2011,35(2):59-69.
[8] 胡隆.718鋼電火花沉積Ni-Cr合金涂層的組織特征及性能[J].表面技術,2011,40(3):5-7.
[9] 張平.便攜式電火花沉積鎳基合金工藝[J].焊接學報,2011,32(4):33-36.
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農藥(2019年2期)2019-07-13 05:55:12
世界農藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業技術(2016年15期)2016-12-01 05:30:59
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52