基于產品牌號的煙草卷接包車間設備控制系統
2013-09-13 12:29:40張雄杰許宇星柯朝暉
電子測試 2013年18期
張雄杰,許宇星,柯朝暉,王 曄
(廈門煙草工業有限責任公司,361022)
目前國內煙草工業企業的卷接包車間中作為卷煙生產企業中的重要加工單元,具有眾多繁雜的生產設備,如發射機、接收機、成型機、喂絲機、卷煙機、包裝機、封箱機等,每種生產設備又各有若干套,生產設備之間關系又相互不同,有些是多臺設備并行工作(如卷包機組),有些為多對多的串聯關系(如喂絲機對卷接機)。傳統的卷包生產及設備控制系統是按各卷包設備進行離散控制,所生產的牌號分散到各個機組進行孤立管理,因而面對越來越多的牌號和設備,存在著生產組織和物料流程復雜,控制難度大,精益化不足,換牌時間長,生產可視化程度不高等問題。針對現有系統的不足之處,本文提供了一種基于產品牌號的煙草卷接包車間設備的控制系統。該系統將卷包車間繁多的設備變離散型控制為連續型控制,提高生產的協調性、一致性,避免了錯牌風險,并實現生產的精益化和可視化。
1 設計原理和工作過程
本文所設計的煙草卷接包車間生產設備的控制系統,其設計原理如下:卷包車間雖然生產設備繁多,林林種種有數百余種生產設備,但現場生產的牌號僅有幾種或十幾種,因此,我們以牌號為主導,構建多條虛擬生產線,通過信號連鎖,將車間生產同一牌號產品的各生產設備虛擬組合在一起,視為該牌號生產線上的生產設備;每個牌號對應一條虛擬生產線,對該虛擬生產線上的生產設備進行信號鎖定,對該牌號的生產數據實行統一計算,使生產該牌號的諸多設備能夠統一開始、統一結束、統一換牌;投入生產該牌號產品前的生產設備與該生產線的產品牌號比對一致后投入運行。
具體實現方式如下:
首先,系統通過廠級網,采用WebService 和XML同MES進行數據交互,實時接收MES下達的生產工單,并將生產信息、設備信息反饋回MES。再通過工業以太網,對車間所有的生產設備進行聯網控制,并接收各生產設備所反饋設備狀態信息。
當系統接到MES下達的生產工單后,將工單拆解成不同的產品牌號,然后根據各產品牌號組建各條虛擬生產線,該虛擬生產線,依托工業控制及和工業以太網技術,打破傳統的以卷包機組為核心的生產線概念,是一種從生產過程和設備資源中綜合出來的新的生產能力,其核心通過牌號信息完成設備信號關聯,而不是生產設備的物理位置。虛擬生產線將車間生產同一產品牌號的各生產設備,不論物理位置,不管是并行串行,包括:喂絲機和小儲柜、卷接機組、包裝機組、濾棒發射機和交換機對應發射管道、條煙輸送線、排包機、煙條緩存器、裝封箱機等,虛擬組合成同一生產線,每個產品牌號對應一條虛擬生產線。系統對該虛擬生產線上的生產設備進行信號鎖定,所涉及到的各設備在投入運行前,必須進行牌號對比,確認該設備生產的牌號與該生產線的牌號一致時才能投入運行;并顯示在這些區域設置的信息終端上(含相關設備的狀態)。原則上,一條虛擬生產線上的設備同時開始/完成相關生產任務,并對該牌號生產數據實行統一計算,使生產該牌號的諸多設備能夠統一開始、統一結束、統一換牌。
其數據處理流程如下:
A:生產啟動,監控上位系統通過wonderware I/O server通訊,與主控PLC交換數據,讀取各個設備狀態,包括接嘴狀態。設置各種參數;
B:卷包集控系統接受生產任務后,對生產任務計劃進行分解,通過接口I/O(0/1)連鎖表(可參考下面的附表一、附表二、附表三)的形式,把生產線上需要的信號傳送給主控PLC,主控PLC自動啟動相應連鎖設備,監控上位系統依據工單和連鎖表來形成N條虛擬生產線;

附表一:卷接機-發射機 連鎖表

附表二:卷接機-包裝機 連鎖表
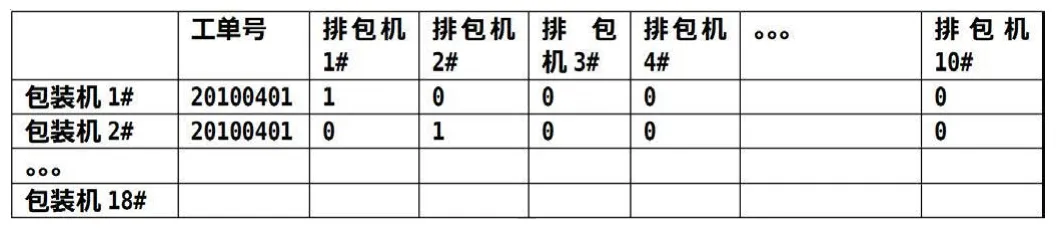
附表三:包裝機-排包機 連鎖表
C:生產結束,停止各個連鎖設備。
連鎖方式提供人工修改頁面,生產管理人員可根據實際生產情況調整連鎖方式。
為了提高生產換牌過程中的效率,系統根據各生產設備在虛擬生產線上的上下游關系,并結合實際生產進度,對各生產設備逐一解鎖,在根據新的工單進行生產線的重組。以下為新系統的快速換牌的說明,只說明與系統有關的部分,其余如輔料結存,清掃機臺,填寫記錄同原系統換牌流程。
MES將當前的生產工單以及下一生產工單到該系統,經審核確認后由系統下發到機臺工作站。
換牌的過程是在集控系統中是為生產機臺從原生產線解鎖出來被重組到新的生產線中去的過程,在這過程中需要由系統分配工單,同時還需要現場操作人員根據實際情況在現場工作站進行相應的操作。
當生產線上某一生產機臺(如卷接機)完成當前工單——產品牌號1的生產任務后,機臺操作工在在現場工作站確認結束該生產機臺的當前工單并進行換牌操作(掃車、輔料結存等),此時該機臺在該系統中從原生產線解鎖出來。
完成換牌流程后,操作工(或其他授權人員)在現場工作站完成切換牌號的操作,此時該機臺在集控系統中被重新組合到新的生產鏈路——產品牌號2中。當整條生產線上的所有機臺都完成換牌工作后,新的生產鏈路重組完成。換牌示意圖可參考圖1.
傳統的卷包設備監控畫面,各設備之間呈離散狀態的關系不甚明了,甚至需要切換多張界面才能完整監控,這就造成了監控不便。而本系統是以生產牌號為核心,人機界面直觀明了,所有的產品牌號,在一張監控界面上顯示,并用顏色來區別。在同一張監控界面上,還集中標示卷包車間喂絲機、中速卷煙機、濾棒發射機、兩管濾棒接收機、中速包裝機、高速卷煙機、三管濾棒接收機、高速包裝機、條煙輸送線、排包機、裝封箱機、除塵設備等百余種生產設備,以及這些設備的各種狀態,同一生產線上的生產設備在監控界面上的顏色,同所生產的產品牌號相同。使用者無需切換界面,僅通過該監控界面,即可對當前生產的所有牌號和車間所有的生產設備的對應關系一目了然,大大提高了生產的可視化。
換牌前:
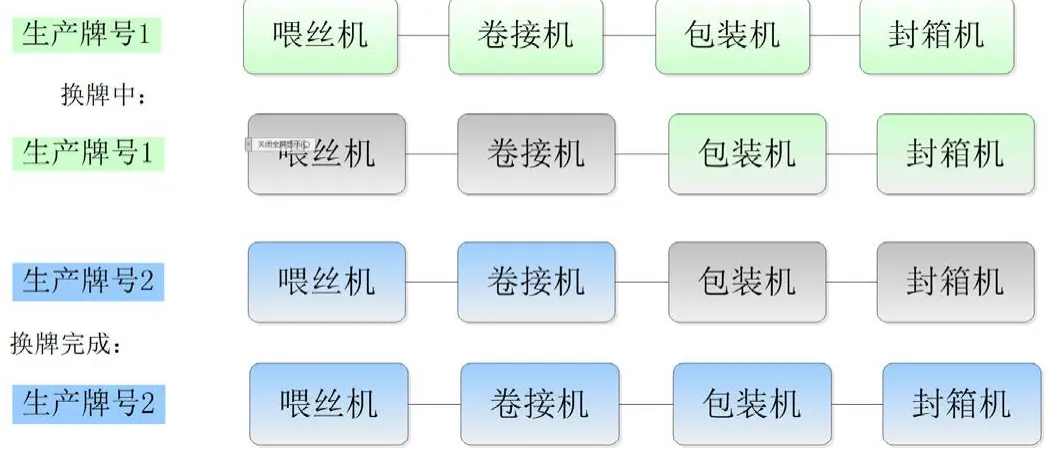
附圖一:系統換牌示意圖
2 結束語
較之傳統的以卷包車間以設備為主導的離散型控制系統,本文所設計的新型煙草卷接包車間控制系統是以產品牌號為主導,通過構建虛擬生產線系統,將卷包車間繁多呈離散化的各設備完整地組合在一起,系統對該虛擬生產線上的生產設備進行信號鎖定,對該牌號生產數據實行統一計算,使生產該牌號的諸多設備能夠統一開始、統一結束、統一換牌,變離散型控制為連續型控制,提高生產的協調性、一致性,避免了錯牌風險,并實現生產的精益化和可視化。
于建軍.卷煙工藝學〔M〕.北京:中國農業出版社,2003.
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
工業設計(2022年8期)2022-09-09 07:43:20
軍民兩用技術與產品(2021年10期)2021-03-16 06:05:30
北京測繪(2020年12期)2020-12-29 01:33:58
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
家庭影院技術(2017年9期)2017-09-26 03:41:45
工業設計(2016年12期)2016-04-16 02:52:00
