異形內孔曲面的磨料流均勻加工方法研究
2013-09-07 09:42:54張克華許永超丁金福程光明
中國機械工程 2013年17期
張克華 許永超 丁金福 陸 爽 程光明
浙江師范大學,金華,321004
0 引言
磨料流加工是一種利用含磨粒的半流動狀態磨料流,在一定壓力下強迫其流經被加工表面,由磨粒的刮削作用去除工件表面材料,從而達到光整加工目的的工藝方法[1]。該加工法在曲面精密加工方面已取得了許多成功的經驗[2]。磨料流加工參數和磨料介質的流變特性是影響加工效果的兩個重要因素,介質黏度和工作壓力對金屬去除率和表面粗糙度有顯著的影響[3-6]。不規則的異形曲面加工中,磨料流道的不一致導致各部分所受的剪切應力不同,導致表面各部分加工質量的一致性比較差。王阿成等[7]分析了磨粒流加工時鏈條片狀型腔表面的剪切應力分布,通過置入模芯方法改善加工過程中的剪切應力分布,并取得一定的效果。但總體而言,目前對異形曲面均勻化加工尚缺乏系統性研究。
磨料流加工中加工效果的預測通常采用曲面所受剪切應力對拋光效果的影響,并借助數學模型和有限元方法進行預測、設計和評估[8-12]。因此,筆者利用非牛頓流體模型來模擬加工過程中磨料的流動情況,利用設置模芯的方法實現均勻化加工,從仿真結果出發去設計能使加工表面剪切應力趨向相同的磨料流加工流道,從而使復雜孔洞表面精度的一致性達到理想目標。
1 理論分析、仿真分析及加工實驗
1.1 理論基礎
磨料流加工時,磨粒的分布是隨機的,每個磨粒在加工過程中的運動狀態很難進行準確描述,所以從微觀機理的角度去理解磨料流的加工過程非常困難[13-14]。磨料流是由高分子載體、磨粒和添加劑均勻地混合而成的一種黏彈性流體,磨粒多為SiC、Al2O3、B4C和金剛石粉等。磨料流內聚力強,具有彈性,并且與金屬的黏著力小,表現為一種弱黏性的非牛頓流體[15]。因此,從宏觀角度可將磨料流的運動看作是一種非牛頓流體流動,利用非牛頓流體模型可以對磨料介質的運動狀態進行簡單有效的描述。由高分子材料的性質可知,磨料流黏度會隨著剪切速率的增大而減小,因此在CFD仿真過程中考慮“剪切變稀”的因素。本文利用非牛頓流體的冪律方程描述磨料流的工作狀態:

式中,τ為剪切應力,Pa;η為黏度,Pa·s;?γ/?t為剪切速率,s-1;n為流動指數。
令非牛頓流體的表觀黏度為

則冪律方程(式(1))可寫成

在給定溫度和壓力下,非牛頓流體的ηa不是常數,它與剪切速率?γ/?t有關。
1.2 磨料介質
實驗所用的磨料是由高分子聚合物材料、硅膠稀釋劑和相應的磨粒按一定的比例配制而成的。磨粒一般根據工件的材質來決定,鋁合金的研磨拋光一般采用白剛玉,經過淬火處理的較硬材料需要選用SiC等較硬的磨料。SiC又稱金剛砂,硬度高,熱傳導性好,適用于加工硬度較高的材料。調制而成的磨粒流必須具有良好的黏彈性和可塑性,并與金屬的黏著力小,表現為一種典型的高黏度非牛頓流體。磨料的性能參數如表1所示。磨料介質的黏度與其剪切率之間的關系曲線如圖1所示。

表1 磨料介質的性能參數
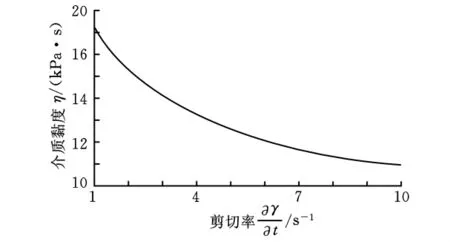
圖1 磨料介質黏度與剪切率的關系曲線
1.3 實驗工件
為了驗證仿真結果,選擇擺線形狀異形孔洞曲面工件作為加工對象。工件的高度為60mm,其幾何參數如圖2所示,當磨料介質流經較窄的區域時,加工表面所受到的剪切應力較大;當流經空間較大的區域時,加工表面所受到的剪切應力相對較小。異形曲面所形成加工流道的不規則性,使得磨料流加工中各個曲面所受到的剪切力不均,從而難以達到較為一致的表面精度。實驗中,表面狀態的主要測試部位如圖2中的1、2、3位置。
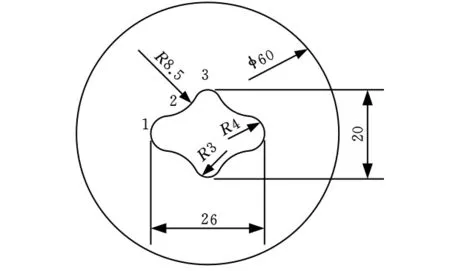
圖2 擺線形狀異形孔洞曲面的幾何尺寸
1.4 仿真分析
利用非牛頓流體模型,通過COMSOL Multiphysics軟件中的CFD模塊來模擬放入不同模芯時磨料介質在擺線形狀孔洞內的流動狀態,并分析磨料介質速度、剪切率及剪切應力的分布。通過設計和制造不同的模芯對CFD仿真結果進行驗證。實際加工中,磨料流的工作壓力設為1.3MPa,磨料介質的密度初始值為1841.8kg/m3,結合表1中介質的性能參數進行建模仿真。將磨料介質流速、剪切率及剪切應力作為判斷擺線形狀孔洞加工表面質量一致性的檢測依據。
首先對磨料流在無模芯異形曲面內的流動狀況進行分析。工件中部橫截面上,磨料介質的流速分布如圖3所示。磨料流的流速在徑向上急劇減小,其主要原因是磨料流在縱向截面上異形表面各點至流道中心的距離不同,導致各截面間的剪切速率不同,從而導致剪切應力不一致。由此不難發現,在往復加工過程中,不同的剪切應力對工件表面進行拋光的效果不盡相同,往往導致被加工表面精度不一致。
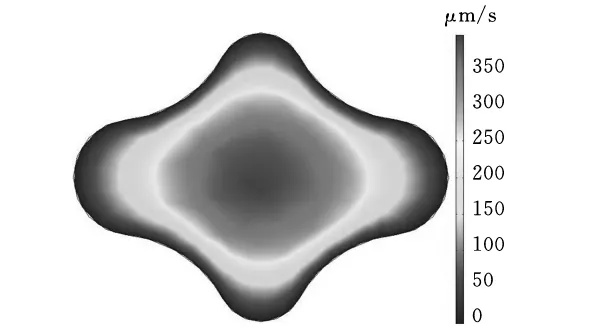
圖3 無模芯加工過程中的速度分布
磨料介質在流動過程中的剪切率分布如圖4所示。在磨料流加工過程中,磨料流往復加工時受力的情況基本一致,但方向相反。因此,只需考慮流道平行方向上剪切速率為正值的半個周期的情況。如圖4所示,在相對較窄的區域,工件表面所受到的剪切速率較大。結合剪切應力與剪切速率之間的關系(式(1))可知,在相對較窄的觀察部位(圖2中2處)將受到相對較大的剪切應力,而在其他部位(圖2中1處和3處)的剪切應力相對較小且幾乎相等。在這種情況下,各個部位所受到的不同剪切應力將在工件內壁表面形成不同的加工效果。
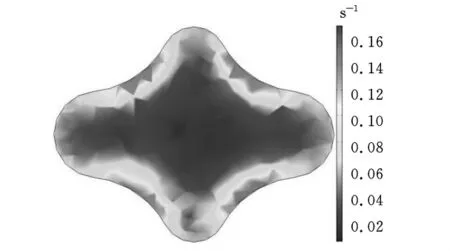
圖4 無模芯加工過程中的剪切速率分布
然后,對在加工工件內置入2個圓柱體后的流動狀況進行分析。工件中部的磨料流流速和剪切速率分布分別如圖5、圖6所示。
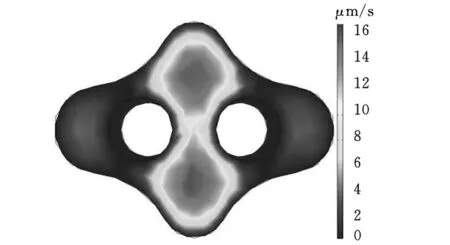
圖5 置入圓柱體模芯時的速度分布
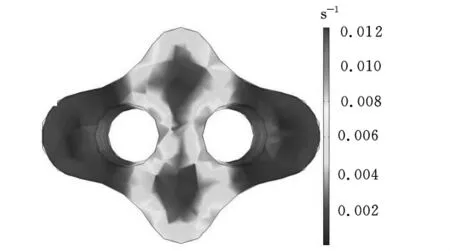
圖6 置入圓柱體模芯時的剪切速率分布
由圖5可知,磨料流在1處和2處的部分區域內的流速基本相同,但2個圓柱體之間和2個圓柱體與部位3之間的流速依然很大。這表明在加工過程中,這部分區域的磨料流量要比其他區域的磨料流量大。加工過程中磨料的剪切速率分布如圖7所示。部位3所受到的剪切速率比部位1、部位2所受到的剪切速率大,這是由部位3磨料流較大的流量造成的。因此,部位3要比其他區域受到更大的剪切應力。置入2個圓柱體后,工件內壁各個部分所受到剪切速率的最大差值減小,由約0.1130s-1降為約0.0347s-1,剪切速率的差值也得到相應的減小。
仿真得出,由于孔洞曲面的不規則性,磨料流流速、剪切率及剪切應力在工件內壁上呈不均勻分布,較窄部位受到的剪切應力大,較寬部位受到的剪切應力小。通過改變曲面各部位介質的流速,可以改變剪切應力的分布,從而改變加工效果。
為了使曲面各部位介質的流速基本相同,設計了與工件內壁形狀相似的模芯。圖7、圖8所示分別為工件中部的磨料介質的流速和剪切速率分布情況。結果表明,利用等寬度的流道有利于改善剪切速率的分布,使各曲面所受的剪切應力趨向一致。3處的流速雖有微量的偏大,但其偏離量已是一個非常小的值(最大的速度差值約為4.7138μm/s)。由圖8可知,工件內壁各部位的剪切速率分布較為均勻。由于3處存在著相對較大的彎曲度(致使磨料流在此處的剪切速率比其他部位的剪切速率要大),但其偏離量也已經非常小了(最大的剪切速率差值約為8.93×10-3s-1)。在這種情形下,磨料流可以在整個加工表面形成較為均勻的剪切應力,從而使工件內壁得到精度一致的表面。
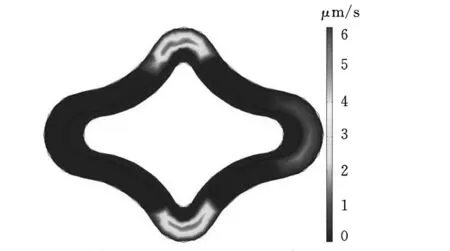
圖7 置入相似模芯時的速度分布
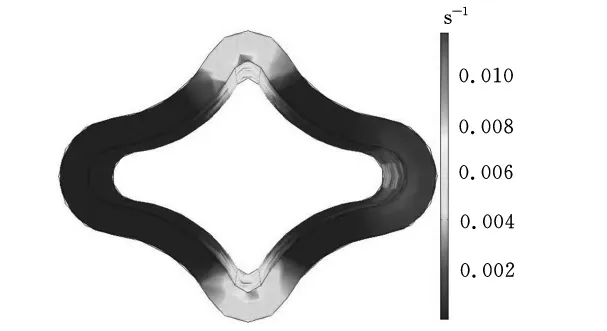
圖8 置入相似模芯時的剪切速率分布
1.5 加工實驗
為了提高異形內孔曲面加工精度的一致性,設計了一種合適的模芯,以使異形曲面獲得較為一致的表面加工精度。通過設置不同的模芯對異形曲面工件進行加工實驗,以驗證仿真結果的正確性。實驗使用的儀器設備為自主開發的單柱形磨料流拋光機AFD-100、JB-4C精密粗糙度測試儀等儀器設備。
整個模芯裝置由上壓蓋、下壓蓋和模芯組成。模芯通過螺栓固定在壓蓋后,再與夾具組合形成磨料流動通道。采用兩種不同類型的模芯進行對比實驗:①置入2個半徑均為3mm的圓柱體模芯(柱狀模芯與左右擺線之間的距離為5mm),如圖9所示;②與工件內壁形狀相似的模芯,其與內壁間的距離均為2mm,如圖10所示。
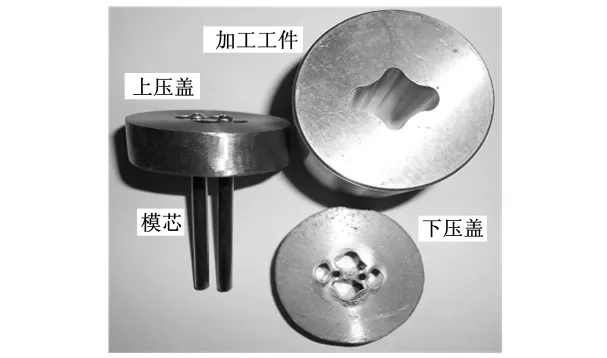
圖9 圓柱體模芯

圖10 與工件內壁相似的模芯
2 結果分析
2.1 無模芯時的工件內壁
磨料流加工后,圖2中1、2、3處的表面粗糙度Ra如圖11所示,加工表面的粗糙度隨著加工循環次數的增加而減小。磨料流加工后,在2處得到了相對較小的表面粗糙度。在受到幾乎相同的剪切應力下,1處和3處得到了相近的表面粗糙度。由于1處和3處所受到的剪切應力相對較小,其表面粗糙度Ra比2處的大。所得到的表面粗糙度Ra的結果與流道平行方向上剪切應力的分布情況非常的相似。因此,可以通過分析流道平行方向上剪切力的分布預測加工后各部位表面粗糙度Ra的情況。
2.2 置入2個圓柱體模芯時的工件內壁

圖11 無模芯加工后的表面粗糙度
磨料流加工后,不同部位的表面粗糙度Ra如圖12所示。加工后的表面的粗糙度隨著加工循環次數的增加而減小。2處、3處比1處的表面粗糙度小,但加工循環次數超過30后,3個觀察區域的表面粗糙度相近。這是由于圖6中剪切速率的最大差值要比圖4中的小,各部位受到的剪切應力相對較為均勻,隨著加工循環次數的增加,剪切應力相對較大區域的表面粗糙度的減小速度率先放緩,而剪切應力較小區域仍有較大的表面金屬去除率,因此當加工循環次數達到一定值時,不同的部位會得到相對較接近的表面粗糙度。但圖12所得到的加工效果仍不十分理想,且需要較多的加工循環次數,既不經濟又不高效。
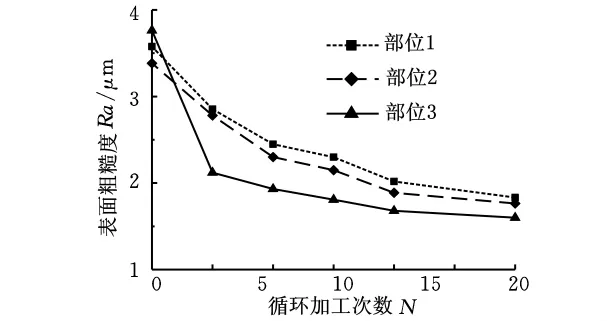
圖12 放置圓柱模芯加工后的表面粗糙度
2.3 置入與工件內壁形狀相似模芯時的工件
上面的實驗結果表明,當置入2個圓柱體的模芯后,加工表面剪切應力的均勻性有所改善,磨料流加工后得到的表面精度一致性有所改善。如圖13所示,采用與工件內壁形狀相似的模芯時,加工表面的粗糙度隨著加工循環次數的增加而減小,20次循環加工后,部位3與部位2的表面粗糙度Ra的最大差值由無模芯時的0.376μm降為0.017μm。最終的表面粗糙Ra為0.250μm。因此在磨料流加工中可以通過設置模芯,使模芯與異形曲面之間形成等間距的流道,可以大大提高表面精度的一致性。
3 結論
(1)利用磨料流的性質和剪切速率與黏度之間的關系代數方程建立了一個冪律模型,通過COMSOL Multiphysics軟件的CFD模塊對這個數學模型進行了仿真分析,得到了磨料流在加工過程中的速度、剪切速率和剪切應力的分布情況。因此,非牛頓流體的冪律模型能夠很好地模擬磨料流加工過程的流動情況。
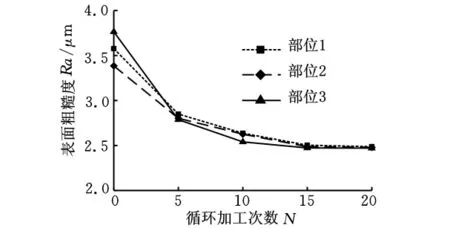
圖13 放置相似模芯加工后的表面粗糙度
(2)未置入模芯時,異形曲面曲率變化較大部位的剪切速率和剪切應力要比曲率變化較小部位的剪刀速率和剪切應力大,因此曲率變化大的部位可以得到較高的表面精度。由于曲率變化小的部位所受到的剪切應力要小很多,因此無法得到一致的表面精度。當置入2個圓柱體的模芯時,加工表面各部位的受力情況發生了變化,與沒有置入模芯時相比,各部位剪切應力的差值在減小。當加工循環次數達到一定值時,不同的部位可以達到較接近的表面粗糙度,但需要較長的加工時間。
(3)置入與工件異形內壁形狀相似的模芯可以大大提高表面精度的一致性和加工效率。實驗結果表明,工件內壁表面粗糙度Ra的最大差值由無模芯時的0.376μm降到置入與工件內壁形狀相似模芯時的0.017μm。最終的表面粗糙度Ra達到0.250μm,大大提高了被加工表面的精度的一致性和加工效率。
[1]湯勇,陳澄洲,張發英.磨料流加工時磨料流動形態的研究[J].華南理工大學學報(自然科學版),1997,25(9):100-102.Tang Yong,Chen Chengzhou,Zhang Faying.Study on the Flowing State and the Practical Efficiency of Abrasive Flow Machining[J].Journal of South China University of Technology(Natural Science),1997,25(9):100-102.
[2]武利生,李元宗.磨料流加工研究進展[J].金剛石與磨料磨具工程,2005,2(1):69-72.Wu Lisheng,Li Yuanzong.Progress of Abrasive Flow Machining[J].Diamond & Abrasives Engineering,2005,2(1):69-72.
[3]Wang A C,Liang K Z,Liu C H,et al.High Precision Polishing Method in 3-D Surface and Elastic Abrasive Gel Development[C]//4th Asia Pacific Forum on Precision Surface Finishing and Deburring Technology.Taichung,2005:123-128.
[4]Loveless T R,Williams R E,Rajurkar K P.Study of the Effects of Abrasive Flow Machining on Various Machined Surfaces[J].Journal of Materials Processing Technology,1994,47(1/2):133-151.
[5]Tom K.Advanced Abrasive Flow Technologies[C]//4th Asia Pacific Forum on Precision Surface Finishing and Deburring Technology.Taichung,2005:129-138.
[6]Kim J D,Kim K D.Deburring of Burrs in Spring Collets by Abrasive Flow Machining[J].International Journal of Advanced Manufacturing Technology,2004,24(7/8):133-151.
[7]王阿成,白軒豪,陳韋達,等.流體研磨加工對工件表面的磨耗研究[C]//中國機械工程學會第二十四屆全國學術討會論文集.桃園,2008:3862-3866.Wang A C,Pai S H,Chen W D.Study of the Surface Wear in the Abrasive Flow Machining[C]//24th National Symposium of the Chinese Mechanical Engineering Society.Taoyuan,2008:3862-3866.
[8]趙培鋒,軋剛.基于有限元方法的磨料流加工數值模擬[J].電加工與模具,2011(3):42-44.Zhao Peifeng,Ya Gang.Numerical Simulation of Abrasive Flow Machining Based on the Finite Element Method[J].Electromachining & Mould,2011(3):42-44.
[9]Gorana V K,Jain V K,Lal G K.Forces Prediction during Material Deformation in Abrasive Flow Machining[J].Wear,2006,260(1/2):128-139.
[10]Jain R K,Jain V K.Finite Element Simulation of Abrasive Flow Machining[J].Proceedings of the Institution of Mechanical Engineers,Engineering Manufacture B,2003,217(12):1723-1736.
[11]Jain R K,Jain V K.Stochastic Simulation of Active Grain Density in Abrasive Flow Machining[J].Journal of Materials Processing Technology,2004,152(1):17-22.
[12]Jain R K,Jain V K,Dixit P M.Modeling of Material Removal and Surface Roughness in Abrasive Flow Machining Process[J].International Journal of Machine Tools and Manufacture,1999,39(2):242-248.
[13]王時英,呂明,軋剛.磨料流加工的力學原理及應用[J].太原理工大學學報,1998,25(3):272-275.Wang Shiying,LüMing,Ya Gang.The Principle and Application of Abrasive Flow Machining(AFM)[J].Journal of Taiyuan University of Technology,1998,25(3):272-275.
[14]Walia R S,Shan H S,Kumar P.Determining Dynamically Active Abrasive Particles in the Media Used in Centrifugal Force Assisted Abrasive Flow Machining Process[J].The International Journal of Advanced Manufacturing Technology,2008,38(11/12):1157-1164.
[15]計時鳴,唐波,譚大鵬.基于VOF的模具結構化表面軟性磨粒流數值模擬[J].中國機械工程,2011,22(3):334-339.Ji Shiming,Tang Bo,Tan Dapeng.Softness Abrasive Flow Numerical Simulation for VOF Based Structural Surfaces of Mould[J].China Mechanical Engineering,2011,22(3):334-339.
