臥車震紋故障分析與處理
2013-09-03 06:32:24陳艷芳
中國信息化·學術版 2013年7期
陳艷芳
【摘 要】 加工時出現震紋現象是數控臥車在車削加工中最常見故障之一。本文主要ST-130H數控臥式車床加工軸類、盤類工件時出現震紋的主要影響因素以及處理過程加以概述,并提出了解決此類故障的方法。
【關 鍵 詞】數控臥式車床;震紋;影響因素;故障處理
【中圖分類號】TG519.1【文獻標識碼】A【文章編號】1672-5158(2013)07-0214-01
一、概述
該設備主要用于機車、地鐵驅動配件軸類、盤類零件加工(可達IT6精度)。其最大切削直徑為630mm,最大切削長度為3000mm。
ST-130H數控臥車結構如圖所示,其主要由床身、主軸箱、尾座、數控系統、電氣系統、冷卻系統、液壓系統等組成。
1.1震紋的定義
震紋是工件表面沿母線方向有一條條直線痕跡,自工件橫剖面來看,周邊呈近似正弦波的曲線,如圖1所示。
1.2 震紋的由來及特征
車削是利用刀片和工件之間的相對運動以去除工件表面多余的材料的加工過程。從被加工零件的形成過程可知,在車削加工時,車刀與工件之間存在著振動,將致使刀具與工件之間產生相對位移,改變了它們之間的正確關系,就會在加工表面留下震紋。
工件表面出現震紋最明顯的特征就是車床進行車削加工時產生的進給量不規則;另外在機床靜止狀態下,用手觸摸加工完的工件外表面,會感覺其表面有波浪起伏的波紋;再者用粉筆在工件外表面均勻涂抹,可以清晰地分辨出外圓表面紋路。由此可確認是震紋故障。
二、震紋故障的分析處理過程
2.1直波紋故障的分析
由上節可以知道震紋的產生主要是由于車刀片與工件之間的相對運動不正確所引起的,可能導致兩者之間不正確相對運動主要因素在于機床、主軸箱、尾座、工件三個方面。
根據以往的維修經驗,臺灣喬福數控臥式車床加工工件出現震紋應考慮以下幾個方面的因素:第一、床身水平問題;第二、機床尾座壓力流量;第三、主軸軸承鎖緊;第四、尾座主軸;第五、切削刀片;第六、其它可能的影響因素。
2.1.1檢查機床水平
機床導軌是斜面導軌,60度,沒有專用的角度平尺,不能直接較正水平。找來卡在刀盤上的專用平板,夾在刀盤任意一個刀具位置上,較出來的水平是刀盤的;此時,Z軸上下移支,水平無變化,可以確定Z軸方向水平沒有問題,可作為床身水平。再較出橫向水平,顯示尾座高,移動X軸找N點較水平,總出數據顯示尾高頭低。在移動X軸時調出監控畫面,X軸負載正常,從而排除X軸鑲條負載過大的故障。調整橫向水平,調到中間高,兩頭低,同時調整縱向水平,保證縱向的同時,橫向水平中間位置高約0.02MM。
2.1.2調整機床尾座壓力流量
考慮到在頂工件狀態下,系統壓力有可能不足,頂到工件后尾座有后退現象,說明尾座的液壓鎖緊塊壓力不夠,調慢頂尖速度也就是間接地把流量分流液壓鎖緊塊,但是頂尖工作壓力不變(保持在4Mpa)。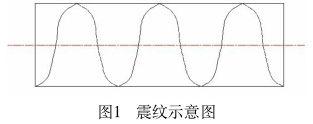
2.1.3主軸軸承鎖緊調整
在調整鎖緊大螺母時,邊調整邊運轉動主軸,保證不出現卡滯現象,稍微鎖緊后重新緊固大螺母上的緊定螺釘。
2.1.4尾座主軸調整
拆下尾座主軸,更換角度軸承,型號:BS35/72/15.2RSZ P4A.UM,雙列滾柱軸承:NN3014K/W33 P5.角度軸承有4個,裝配方式是3正一反,更換為7207B/P5。角度由原來的85度該為現在的90度,加大軸向承受力。因為改軸承后,尾座主軸后面的軸承位置有變化,要加墊頂到軸承,不能有軸向竄動,并要保證下次維修時能方便拆卸。雙列滾柱軸承 主要承受徑向力,其預緊的好壞直接影響尾座的使用質量。預緊方式是調整前面的并帽和后面的并帽,前并帽用來壓緊,后并帽可以退位置。
2.1.5更換車削刀片
把切削刀片由原來的R1.2更換至R0.8,試車時轉速調到300左右,進給量調整為0.35.
2.1.6其它可能的影響因素
針對其它可能的影響因素,按照先機械后電氣的故障處理順序進行排查:使用百分表檢查Z軸反向間隙,必要時可調整反向間隙補償量No . 185,可以通過數控系統對機械間隙進行補償;檢查電機負載慣量比,可發現伺服電機負載過大,且越靠近主軸側負載越大,排除切屑量過大或進給速度過快的影響,適當減小切屑量和進給速度,觀察電機負載仍然較大,檢查機械潤滑情況,沒有明顯潤滑不良狀況,但是發現Z軸防護板變形,在Z軸運行到靠近主軸側時,變形防護板擠壓造成機械負載增大,機床爬行,調整防護板后Z軸抖動現象消失。
系統參數優化可改善因機械特性造成的故障現象,位置環伺服增益No .182,適當增大伺服增益可有效優化因動靜摩擦系數差異引起機床爬行,所以在保證機床不會產生振動的情況下,盡量設置伺服增益為較大值,機床反應速度較快,跟隨誤差、定位誤差和輪廓誤差都能減小。
排除光柵故障的過程需將全閉環改為半閉環,現將步驟介紹一下:
1)將參數No.1815#1有關Z軸參數OPT改為“0”;
2)修改柔性傳動比(No.2084/ No.2085),該參數可通過如下公式設定: n/m=電動機旋轉1轉時希望的脈沖數/電動機旋轉1轉時位置反饋的脈沖數=參考計數器容量(NO.1821)/1000000 (最小公約數)。
3)位置脈沖數No.2024=12500。
修改完成后,執行回零操作,再觀察Z軸運行狀態,如果振動消失可排除光柵故障可能,否則為光柵故障。
三、結論
在處理類似故障過程中可靈活應用,如在本例中,加工工件出現震紋是由于機床Z軸抖動引起的,抖動現象只出現在車軸靠近主軸部分,如果是反向間隙應該整個過程都會出現,在處理過程中,應全面仔細觀察分析,判別故障點,快速準確地處理故障。
參考文獻
[1] 《HTC63/80n系列 數控車床使用說明書》
猜你喜歡
美與時代·美術學刊(2022年3期)2022-04-27 01:18:15
汽車維修與保養(2019年7期)2020-01-06 03:30:42
火花(2019年12期)2019-12-26 01:00:28
人大建設(2019年12期)2019-05-21 02:55:32
汽車維護與修理(2016年10期)2016-07-10 08:17:41
學苑創造·A版(2015年11期)2016-01-14 09:03:27
汽車維修與保養(2015年12期)2015-04-18 07:51:49
汽車維修與保養(2015年6期)2015-04-17 03:31:50
汽車維修與保養(2015年2期)2015-04-17 01:30:34
汽車維護與修理(2015年2期)2015-02-28 12:15:39