H13鋼制HSK刀柄熱處理工藝
2013-09-01 09:24:56上海工具廠有限公司200438盛瑞瑛
金屬加工(熱加工) 2013年7期
上海工具廠有限公司 (200438) 盛瑞瑛
H13(4Cr5MoSiV1)鋼是一種淬透性高、韌性好,并具有良好的熱強性能、熱穩定性、抗氧化性能和冷熱疲勞性能的熱作模具鋼,廣泛應用于高韌性和冷熱疲勞抗力的熱作模具。
1.HSK刀柄熱處理技術要求
我公司開發的高速加工刀柄系統必須滿足剛性好,傳遞扭矩,體積小,動平衡性好,高速下切削振動小,裝夾刀具后能夠承受高的加減速度和集中應力的要求。結合HSK刀柄的工作環境和H13鋼的性能特點,合適的熱處理工藝才能使H13鋼滿足在復雜工作狀態中保持刀柄使用性能穩定的要求。
綜上所述,設定熱處理技術要求:熱處理后產品硬度52~56HRC,根據產品規格變形維持在0.03~0.05mm,表面發黑處理,保護膜性能穩定,不易脫落。
2.試驗方法
利用現有的設備進行試驗,真空試驗在IPSEN Internatingal GmbH 制12×105Pa高壓氣淬爐內進行,鹽浴淬火采用現有傳統鹽浴爐淬火。試驗分別采用真空淬火+真空回火和鹽浴加熱淬火+鹽浴回火作比較。工藝路線如下:①鹽浴熱處理:鹽浴淬火→鹽浴回火→噴砂→發黑。②真空熱處理:真空淬火→真空回火→發黑。
3.試驗結果分析
(1)鹽浴淬火試驗 根據產品熱處理技術要求,選擇淬火溫度區間1000~1050℃,每隔10℃作為1個溫度點。試驗后發現,最佳溫度區間為1020~1035℃,該區間內,材料具有較高硬度和較穩定的硬度分布,而且產生的變形量最小,硬度結果如表1所示。

表1(HRC)
回火后金相組織(見圖1)顯示,回火比較充分,達到了北美壓鑄模協會(NADCA)的要求。選取試驗工件10件,每件工件上取3段徑向圓跳動測試點,如圖2所示。檢測內孔變形(見表2)和徑向圓跳動(見表3)表明,內孔尺寸變化穩定在0.025mm以下,3段徑向圓跳動值均在0.02mm以下,基本上沒有變化,完全符合要求。

圖1 回火后的金相組織
(2)真空淬火試驗 真空熱處理為高效、節能和無污染的清潔熱處理。處理件具有無氧化,無脫碳、脫氣、脫脂、表面質量好,變形小,綜合力學性能高和可靠性好(重復性好、壽命穩定)等一系列優點。
北美壓鑄模協會研究認為,雖然鹽浴奧氏體化和油淬等熱處理方法可進行H13鋼的熱處理,但是唯有真空熱處理應用其特有的程序控制工藝,能獲得最佳的金相組織和力學性能,并減少變形和開裂。
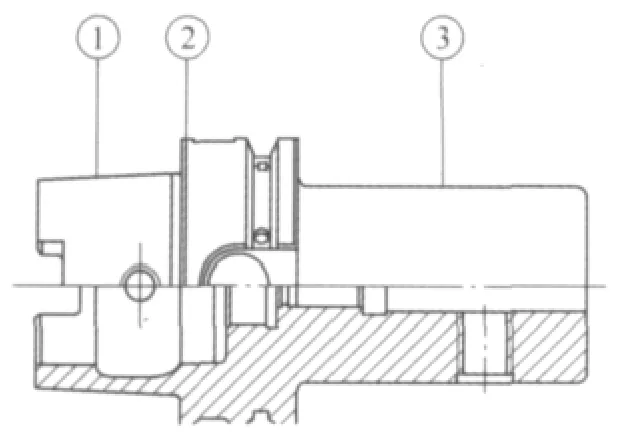
圖2

表2 內孔尺寸鹽浴淬火檢測結果 (mm)
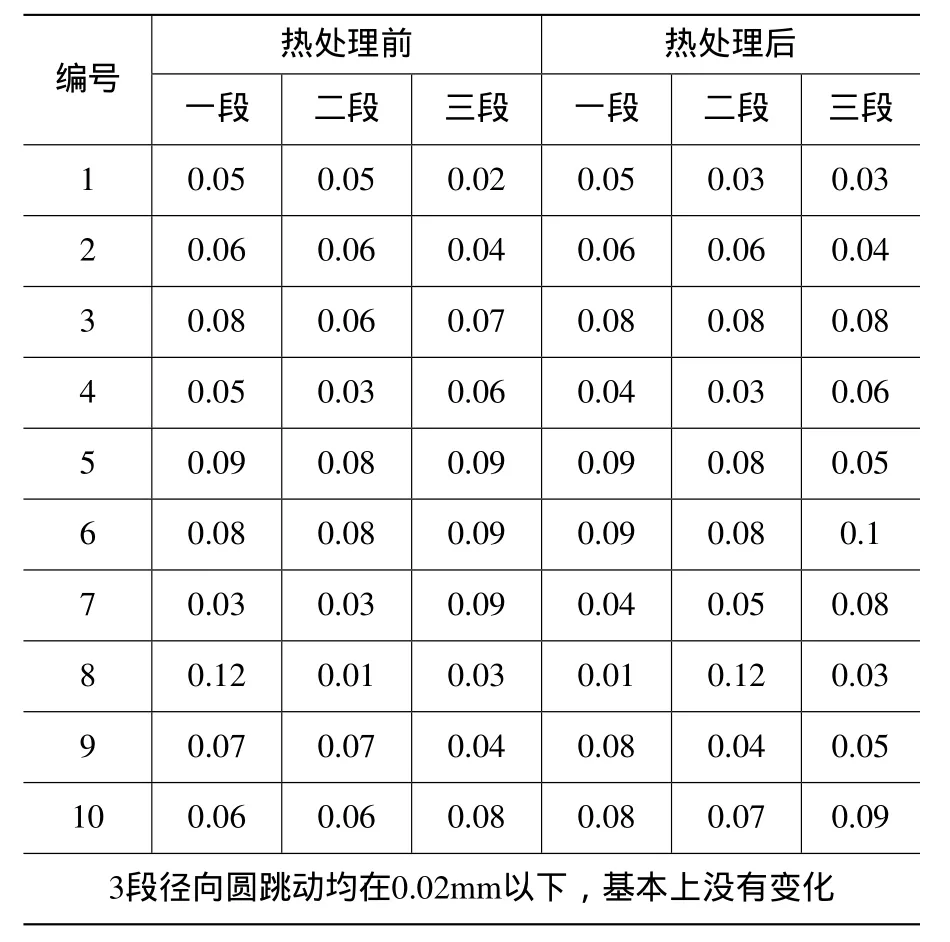
表3 鹽浴淬火3段徑向圓跳動測試結果 (mm)
據NADCA推薦熱處理工藝,結合鹽浴熱處理的結果,選用1020~1030℃的奧氏體化溫度,采用高壓氣淬的方法冷卻,然后分別用500~550℃在真空回火爐中進行三次回火。淬火、回火后硬度如表4所示。

表4 (HRC)
相比鹽浴回火后的組織,真空淬火的回火組織(見圖3)更細,更為均勻。檢測內孔變形(見表5)和徑向圓跳動(見表6)表明,內孔尺寸變化穩定,在0.02mm以下,3段徑向圓跳動基本上沒有變化,完全符合要求。相比鹽浴熱處理,真空熱處理后變形更小。

圖3 回火后的金相組織
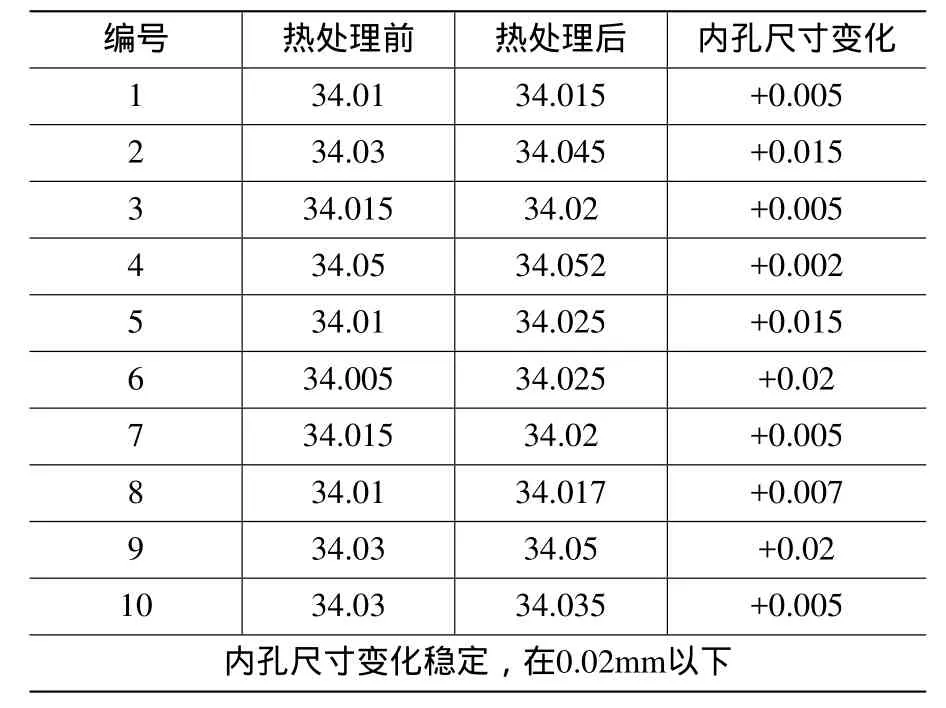
表5 內孔尺寸真空淬火檢測結果 (mm)
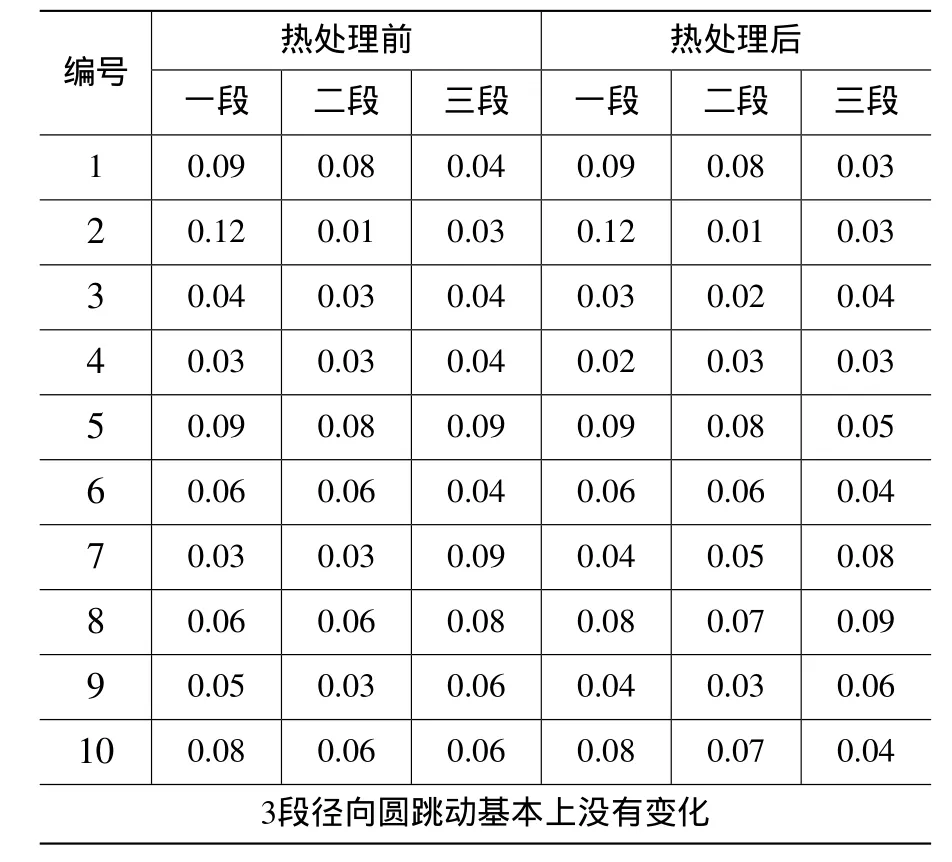
表6 真空淬火3段徑向圓跳動測試結果 (mm)
從上述試驗結果可以看出,真空熱處理略優于鹽浴熱處理,且真空熱處理后產品的外觀表面明顯優于鹽浴熱處理的外觀,并且采用真空熱處理后可減少噴砂處理環節,減少鹽浴熱處理產生的廢水、廢氣和廢渣,具有明顯的經濟效益和社會效益。故確定真空熱處理作為HSK刀柄的最終熱處理工藝。
(3)發黑處理 在工藝開發過程中,先試驗了普通堿性發黑,發現普通堿性發黑后的產品表面略微泛紅,達不到同類產品的外觀要求。為此,我們從歐洲某公司引進了常溫發黑工藝,表7是兩種發黑工藝的對比。
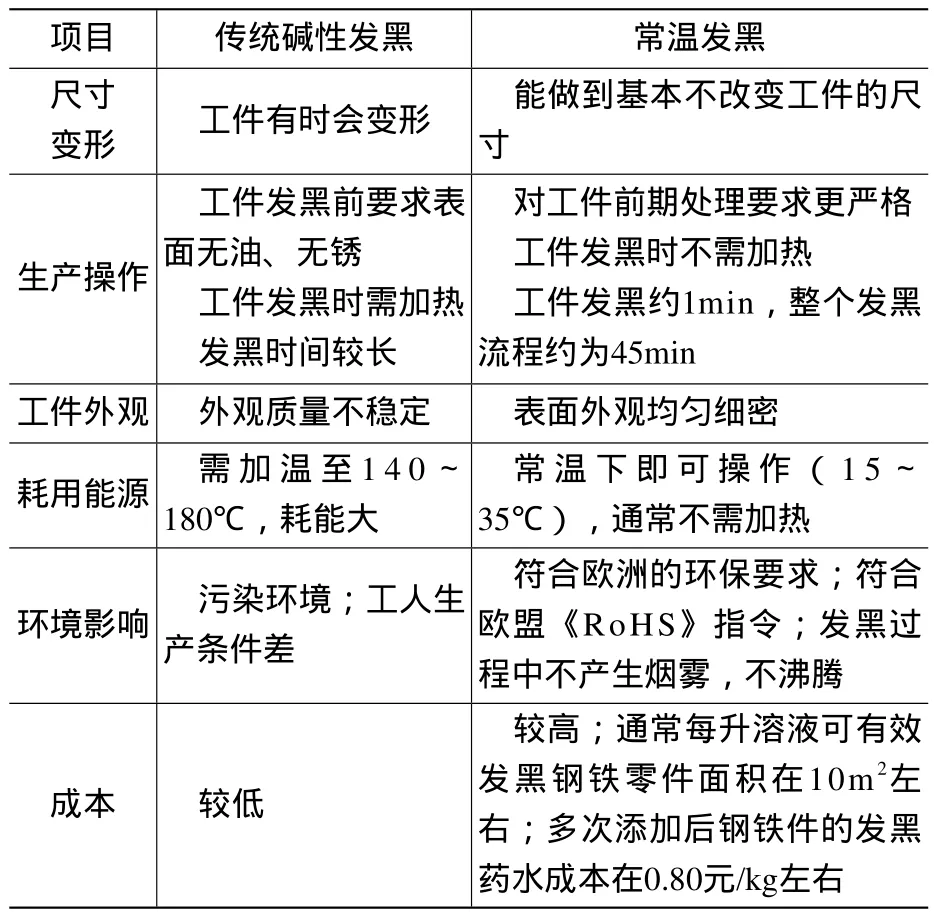
表7 普通堿性發黑和常溫發黑對比
猜你喜歡
中華詩詞(2020年1期)2020-09-21 09:24:52
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03
