四柱立輥機架鑄造生產過程控制
2013-08-29 01:15:20中國第一重型機械股份公司黑龍江161042范遵才
金屬加工(熱加工) 2013年7期
中國第一重型機械股份公司 (黑龍江 161042) 范遵才
立輥機架是軋機設備中的關鍵受力部件,形狀復雜,機體承受負荷大,質量要求高,軋輥軸承座及軋輥調整裝置等都需安裝在機架上,鑄件不得存在縮孔、夾雜、裂紋和疏松等鑄造缺陷。我公司生產的立輥機架毛重209.5t、鋼液重352.5t,最大外形尺寸為8250mm×4100mm×2750mm,材質為GE240N,結構如圖1所示,除對尺寸精度要求較高外,對鑄件內外部質量的要求也非常嚴格,內部質量按歐洲標準EN12680進行檢驗,外部質量按歐洲標準EN1369進行檢驗。另外,要求在指定位置附鑄本體試塊,用于性能檢測,化學成分及力學性能要求見表1、表2。

表1 化學成分(質量分數) (%)

圖1 立輥機架結構示意

表2 力學性能
一、造型過程控制
1.造型材料
立輥機架的型砂、芯砂均采用樹脂自硬砂,面砂為鉻鐵礦樹脂自硬砂,厚度為60~80mm,背砂為石英砂樹脂自硬砂。樹脂砂造型相對于粘土砂造型具有鑄件表面質量高,勞動強度低,流動性好,易緊實,潰散性好,鑄件尺寸精度高,以及保溫效果好等優點。鉻鐵礦砂具有較高的耐熱性,熱導率比硅砂大幾倍,因此對于面砂及熱節較大處放置鉻鐵礦砂,有利于防止粘砂及裂紋缺陷的產生,有利于提高鑄件質量。
2.造型
立輥機架采用地坑造型,要求打好加固硬砂床,保證型砂緊實度,砂床需臥f100~f150mm排氣管8根,以保證排氣順暢。由于立輥機架結構復雜,在生產過程中,采用實樣與砂芯相結合的方式進行生產,要求在舂制主型及砂芯過程中,對于影響收縮的部位應多放疏松層(如草把子、干砂、鋸末等)。由于樹脂砂在澆注過程中會產生大量氣體,如果排氣不暢,將會對鑄件質量造成影響,在澆注過程中易產生“放炮”現象,嚴重者會出現安全事故,這就需要做好樹脂砂的排氣工作,實踐證明,采用草繩或鑄造用空心尼龍繩可有效保證樹脂砂排氣順暢。對于冷鐵、澆口等嚴格按工藝圖樣要求臥放,下芯時按中心線量好尺寸,保證尺寸符合圖樣要求,由班組、工段、技術科三級聯檢,確保尺寸準確。為防止鑄件粘砂,要求砂型、砂芯要舂實,保證強度,并做好涂料涂刷工作,涂料種類采用醇基鋯粉涂料,涂層厚度保證在1.5mm以上。
3.澆注
(1)澆注前準備 保證型腔、澆口清潔干凈,按工藝要求壓好壓鐵,通過計算,該鑄件需壓鐵重為500t,準備好保溫劑及覆蓋劑。
(2)澆注系統參數 澆注采用兩包合澆,包孔直徑和數量為:1#澆包2—f110mm,2#澆包2—f110mm。澆注系統設置為:直澆道4—f140mm、橫澆道為f140mm,內澆道為兩層分布,每層為28—f80mm。
(3)澆注過程 澆注共分兩次完成。第一次澆注需鋼液340t,分兩包澆注,兩精煉包均裝鋼液170t,澆注前測各包鋼液溫度,澆注溫度1540~1555℃。澆注前兩包均進行外引流。
澆注時要求兩包4孔齊開,全流澆注,當鋼液上升到分型面以上350mm時兩精煉包各關一孔,兩包均用單孔澆注,澆完為止,澆注時仔細觀察,嚴禁渣子進入型腔。第一次澆注結束后1號冒口的高度為1400mm左右(距離分型面),澆注結束后立即向1#冒口內撒入厚度大于250mm的保溫劑。
第二次澆注在第一次澆注后30~45min進行,需鋼液12.5t,澆注溫度應高于1590℃,包孔1—f80mm,通過冒口專用澆口向兩個1#冒口同時補澆,澆完為止,第二次澆注后1#冒口的高度為1800mm左右,澆注結束后向1#冒口內撒厚度大于250mm的保溫劑,并加蓋芯保溫。
二、清理過程控制
1.落砂與切割冒口
為了有效利用能源,降低生產成本,確定采用鑄件余熱,切割兩端最大的1#冒口,要求切割時鑄件溫度高于300℃,每個冒口切割都要一次完成,不能間斷,冒口割掉后放在原處不動,在割口四周覆蓋400mm厚干砂,48h后將冒口移走。
冒口移走后落砂,余熱切割冒口根、澆口、飛邊,除割筋外,鑄件上其余附著物都要清理干凈。進窯時的毛坯重約210t。
為防止鑄件冒口切割后出現裂紋,要求其余冒口需進窯加熱后切割,保證冒口切割溫度≥250℃。在冒口切割完后,將鑄件裝爐進行熱處理。
2.熱處理
熱處理工序是保證鑄件獲得理想性能的重要一環,根據鑄件特點,結合以往處理厚大鑄件的生產經驗,我們決定采用正火+回火熱處理方式。熱處理曲線如圖2所示。
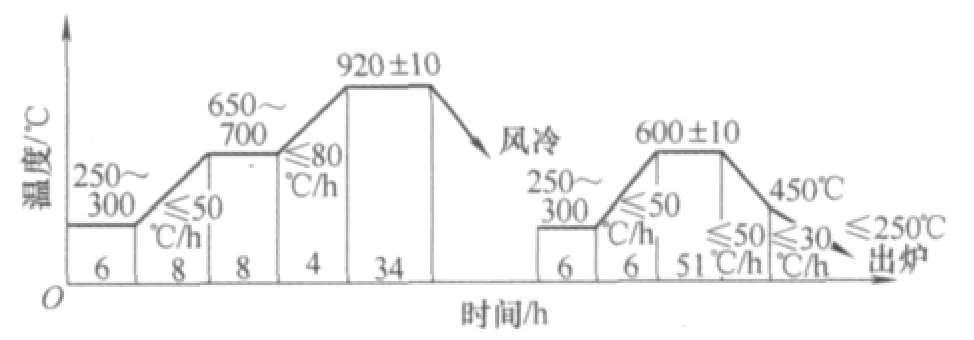
圖2 立輥機架性能熱處理工藝
熱處理后對附鑄試塊進行力學性能檢測,結果見表3。經檢測性能完全符合要求。

表3 力學性能檢測結果
3.精整
鑄件經粗加工后,返回鑄鋼分廠進行精整,包括碳弧氣刨、打磨、無損檢測、劃線、補焊及最終熱處理等過程。
(1)碳弧氣刨 清除鑄件表面氧化皮、超聲波檢測缺陷,并按補焊工藝要求對缺陷開出合適坡口等。
(2)打磨 采用角磨機將鑄件表面打磨光滑,符合無損檢測要求。對于補焊處,表面達到焊前合格。
(3)無損檢測 按圖樣及技術規范要求,做好鑄件的UT、MT檢測,確保鑄件合格。
(4)劃線 在鑄件返回精整及缺陷補焊合格后,檢查員均需對鑄件尺寸進行檢查,確保尺寸符合圖樣要求,對尺寸超差部分應在鑄件上標記清楚,由清理、熱焊工段進行修復。
(5)補焊 對于鑄件缺尺及缺陷部位,按補焊工藝進行補焊,采用ER50—6焊絲,直徑為1.2mm,鑄件補焊預熱溫度≥150℃,焊后需做MT、UT檢測,確保補焊合格。
(6)最終熱處理 在鑄件無損檢測及尺寸檢查均合格后,為消除焊補應力、穩定組織,對立輥機架進行最終去應力退火處理,工藝曲線如圖3所示。
圖3 立輥機架最終去應力退火工藝曲線
三、結語
立輥機架精整后,經用戶的嚴格驗收,鑄件尺寸符合設計要求,表面光潔、平整,經UT、MT檢測均符合要求。通過嚴抓過程控制,有效保證了產品的質量,為同類四柱立輥機架生產提供了成功經驗。
猜你喜歡
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
海峽科技與產業(2016年3期)2016-05-17 04:32:12
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
