在Master CAM中進行曲面自動加工教學的探索
2013-08-24 03:30:32謝秋馨
時代農機 2013年1期
謝秋馨
(廣州市高級技工學校,廣東 廣州 510500)
1 前言
筆者在廣州市高級技工學校教學,當任數控專業教師,負責數控編程與操作這一門實習課。平時對于一些簡單的圖形輪廓,只需要采用手工編寫程序即可。但是對于較復雜的輪廓,如模具中的曲面,就要借助軟件自動生成程序來對其進行加工。下面我將簡單闡述我在教學過程中指導學生如何通過MasterCAM軟件對所設計的曲面零件進行加工。
教學對象:適用于初步接觸《CAM》這門課程的學生,通過本次實訓,讓他們進一步了解本課程,激發他們的學習興趣。
2 讓學生了解數控加工的工藝過程
2.1 零件加工工藝分析
如圖1所示為加工的零件圖。要運用MasterCAM軟件對零件進行數控加工程序的自動生成。首先要對零件進行加工工藝分析;確定合理的加工順序;在保證零件的表面粗糙度和加工精度的同時,要盡量減少換刀次數,提高加工效率;并充分考慮零件的形狀、尺寸和加工精度;以及零件剛度和變形等因素。做到先粗加工,后精加工;先加工主要表面,后加工次要表面;先加工基準面,后加工其他表面。該零件中需要銑削的內容有一個曲面和與之曲面相交的平面。
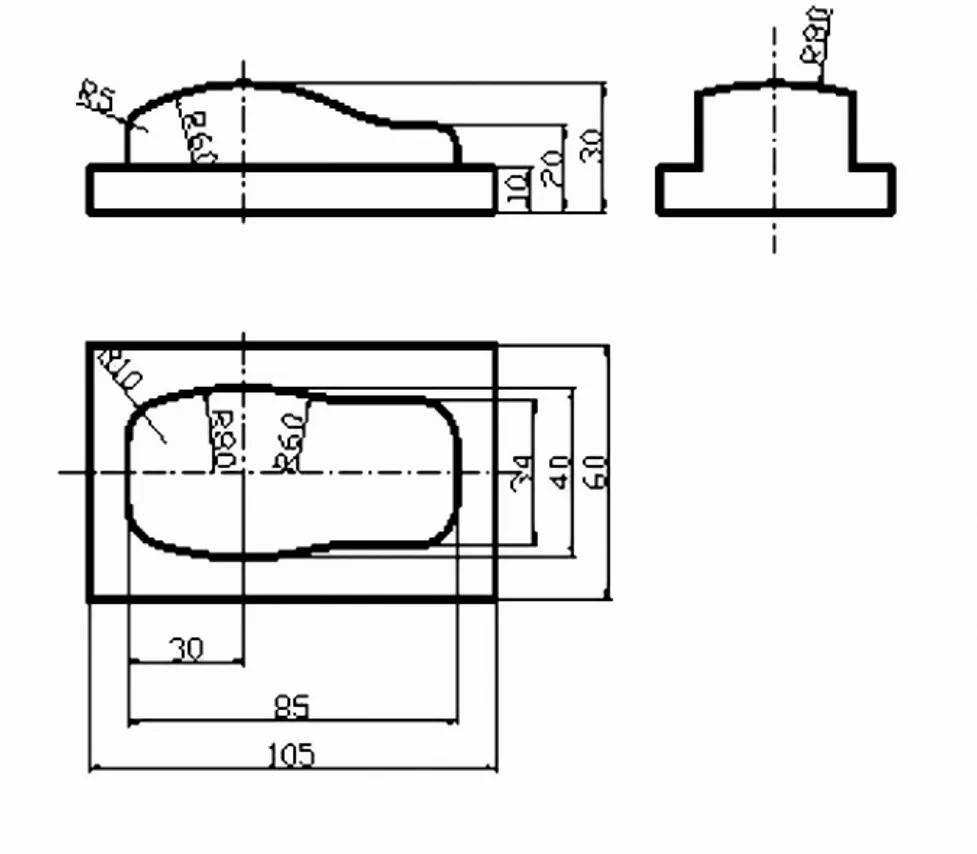

圖1 加工零件圖
2.2 講解零件將如何建模
建立零件的幾何模型是實現數控加工的基礎。進行零件的建模時,無需畫出整個零件的模型來,只需要畫出其加工部分的輪廓曲面即可。加工尺寸、形位公差及配合公差也可以不標出。這樣既節省建模時間,又能滿足數控加工的需要。建模時,必須根據零件實際尺寸繪制圖形,以保證計算生成的刀具路徑坐標的正確性。利用Master CAM中圖層的功能,還可將不同的加工工序分別繪制于不同的圖層內;在確定刀具路徑時,加以調用或隱藏,以選擇加工需要的輪廓線。圖2所示為上述零件建模后的加工輪廓,該零件的基本建模過程為:啟動Master CAM軟件→C繪圖→U曲面,進入繪圖狀態后,采用掃描曲面、牽引曲面和曲面倒圓角的方法進行繪制。
2.3 教會學生如何生成刀具路徑
(1)外輪廓銑削加工路徑:①在進行加工路徑定義之前,首先應對毛坯及對刀點進行確定。設定步驟為:回主動能表→T刀具路徑→J工作設定→彈出對話框。在對話框中設定毛坯尺寸分別為:X=105mm,Y=60mm,Z=30mm;坐標原點設定為:X=0mm,Y=0mm,Z=30mm;并選中顯示工件復選框。②當毛坯及對刀點確定后,就可以規劃外輪廓的銑削刀具路徑了。其過程大致為:在刀具路徑中執行外輪廓銑削→確定外輪廓銑削的輪廓→設定刀具的相關參數→確定外形銑削參數→確定。
(2)曲面銑削加工路徑:①曲面粗加工銑削路徑的生成,其設定過程大致為:刀具路徑→U曲面加工→R粗加工→P平行銑削加工→確定所要加工的曲面輪廓→設定刀具的相關參數→確定曲面銑削參數和平行銑削粗加工參數→確定;②曲面精加工銑削路徑的生成,其設定過程大致為:刀具路徑→U曲面加工→F精加工→P平行銑削加工→確定所要加工的曲面輪廓→設定刀具的相關參數→確定曲面銑削參數和平行銑削粗加工參數→確定。
2.4 教學生設置刀具路徑生成過程中的具體參數
在上述銑削加工刀具路徑生成的過程中,要對刀具、銑削類型以及切削方式等的參數進行合理的設置。
(1)刀具的選擇及參數設置。在模具型腔數控銑削加工中,刀具的選擇直接影響著模具零件的加工質量、加工效率以及加工成本,因此要正確選擇好刀具。在模具銑削加工中,常用的刀具有平端立銑刀、圓角立銑刀、球頭刀和錐度銑刀等。①在銑削外輪廓時,由于加工余量較大,所以首先選用刀頭直徑為Φ22mm的平頭立銑刀,保證刀具的強度;并采用外形銑削的銑削類型和Z軸分層銑削的切削方式。主軸轉速為3600r/min,刀具進給速度為1000mm/min,走刀都為逆圓銑削。②在進行曲面粗加工時,首先選用直徑為Φ14mm的球頭刀,采用曲面加工的銑削類型,平行銑削粗加工的切削方式。主軸轉速為2000r/min,刀具進給速度為800mm/min,并預留加工余量為0.5mm。③在進行曲面精加工時,應選用直徑為Φ8mm的球頭刀,采用曲面加工的銑削類型,平行銑削精加工的切削方式。主軸轉速為3600r/min,刀具進給速度為800mm/min,將進給的步距修改成0.5mm。
(2)走刀方式和切削方式的確定:①走刀方式。在模具加工中,常用的走刀方式包括單向走刀、往復走刀和環切走刀三種形式。其刀具路徑由一組封閉的環形曲線或完整的曲面組成。加工過程中不提刀,采用順銑或逆銑切削方式,是外形加工常用的一種走刀方式。②銑削方式。銑削方式的選擇直接影響到加工表面質量、刀具耐用度和加工過程的平穩性。一般來說,粗加工過程中余量較大,應選用逆銑加工方式,以減小機床的震動;精加工時,為達到精度和表面粗糙度的要求,應選擇順銑加工方式。在曲面銑削加工時,應根據所加工材料的不同,選用不同的銑削方式,如平行銑削、等高外形、挖槽粗加工、投影加工等銑削方式。
2.5 讓學生學會如何進行刀具路徑模擬
在Master CAM數控加工編程中,可以通過二維視圖,經過參數設置,生成刀具路徑。通過刀具路徑,我們可以預先知道數控銑削加工是否合理。這就利用了CAM軟件的優越性通過實體驗證功能可以觀察切削加工的過程,檢測工藝參數的設置是否合理,零件在數控實際加工中是否存在干涉,設備的運行動作是否正確,實際零件是否符合設計要求。這就提高了在實際加工中的安全性和可靠性。
2.6 程序的后置處理
通過計算機模擬數控加工,確認符合實際加工要求后,就可以使用Master CAM的后置處理程序來生成NCI文件或NC數控代碼,Master CAM系統本身提供了百余種后置處理PST程序。對于不同的數控設備,其數控系統可能不盡相同,選用的后置處理程序也就有所不同。對于具體的數控設備,應選用對應的后置處理程序。后置處理生成的NC數控代碼應做適當修改。如能符合所用數控設備的要求,就可以輸出到數控設備,進行數控加工使用。
3 結語
現今的模具的數控加工程序很難用人工編程來實現,只能采用軟件自動編程的功能來實現。利用Master CAM系統提供的零件加工模擬功能,能夠觀察切削加工的過程,可用來檢測工藝參數的設置是否合理,零件在數控實際加工中是否存在干涉,設備的運行動作是否正確,實際零件是否符合設計要求。同時在模擬加工中,系統會給出有關加工過程的報告。這樣可以在實際生產中省去試切的過程,縮短生產周期,可降低材料消耗從而降低產品成本,提高生產效率,從而取得良好的經濟效益,大大降低了生產者的勞動強度。MasterCAM在這些方面具有許多普通銑削做不到的功能。而如果學生如果掌握了自動編程的技術那么在數控行業無論是數控車還是數控銑床,加工中心等方面都能夠有所作為,這樣大大促進了學生未來的就業,在以后的教學中,筆者會通過多種途徑傳授數控編程知識,并更加注重學生能力的培養,摸索出一套適合學生能力發展的教學經驗。