軸類零件加工的研究
2013-09-21 06:28:00楊曉東
時代農(nóng)機 2013年1期
董 君,楊曉東
(齊齊哈爾二機床(集團)有限責任公司,黑龍江 齊齊哈爾 161005)
1 典型軸類零件圖
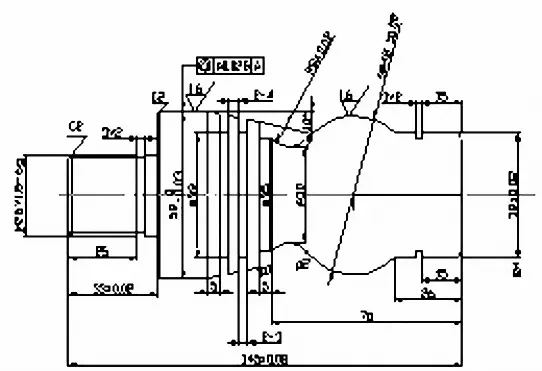
圖1 典型軸類零件圖
2 典型軸類零件的加工
2.1 軸類零件加工工藝分析
(1)技術(shù)要求。軸類零件的技術(shù)要求主要是支承軸頸和配合軸頸的徑向尺寸精度和形位精度,軸向一般要求不高。軸頸的直徑公差等級通常為IT6-IT8,幾何形狀精度主要是圓度和圓柱度,一般要求限制在直徑公差范圍之內(nèi)。相互位置精度主要是同軸度和圓跳動;保證配合軸頸對于支承軸頸的同軸度,是軸類零件位置精度的普遍要求之一。
(2)毛坯選擇。軸類零件除光滑軸和直徑相差不大的階梯軸采用熱軋或冷拉圓棒料外,一般采用鍛件;發(fā)動機曲軸等一類軸件采用球墨鑄鐵鑄件比較多。如圖典1型軸類直徑相差不大,采用直徑為60mm,材料45#鋼,在鋸床上按150mm長度下料。
(3)定位基準選擇。軸類零件外圓表面、內(nèi)孔、螺紋等表面的同軸度,以及端面對軸中心線的垂直度是其相互位置精度的主要項目,而這些表面的設計基準一般都是軸中心線。用兩中心孔定位符合基準重合原則,并且能夠最大限度地在一次裝夾中加工出多格外圓表面和端面,因此常用中心孔作為軸加工的定位基準。
當不能采用中心孔時或粗加工是為了提高工作裝夾剛性,可采用軸的外圓表面作定位基準,或是以外圓表面和中心孔共同作為定位基準,能承受較大的切削力,但重復定位精度并不太高。
數(shù)控車削時,為了能用同一程序重復加工和工件調(diào)頭加工軸向尺寸的準確性,或為了端面余量均勻,工件軸向需要定位。采用中心孔定位時,中心孔尺寸及兩端中心孔間的距離要保持一致。以外圓定位時,則應采用三爪自定心卡盤反爪裝夾或采用限未支承,以工件端面或臺階兒面作為軸向定位基準。
(4)軸類零件的預備加工。車削之前常需要根據(jù)情況安排預備加工,內(nèi)容通常有:直—毛坯出廠時或在運輸、保管過程中,或熱處理時常會發(fā)生彎曲變形。過量彎曲變形會造成加工余量不足及裝夾不可靠。因此在車削前需增加校直工序。切斷—用棒料切得所需長度的坯料。切斷可在弓形鋸床、圓盤鋸床和帶鋸上進行,也可以在普通車床切斷或在沖床上用沖模沖切。車端面和鉆中心孔—對數(shù)控車削而言,通常將他們作為預備加工工序安排。
(5)熱處理工序。鑄、鍛件毛坯在粗車前應根據(jù)材質(zhì)和技術(shù)要求安排正火火退火處理,以消除應力,改善組織和切削性能。性能要求較高的毛坯在粗加工后、精加工前應安排調(diào)質(zhì)處理,以提高零件的綜合機械性能;對于硬度和耐磨性要求不高的零件,調(diào)質(zhì)也常作為最終熱處理。相對運動的表面需在精加工前或后進行表面淬火處理或進行化學熱處理,以提高其耐磨性。
(6)加工工序。有刀具集中分序法,以加工部位分序法,以粗、精加工分序法。在劃分工序時,一定要視零件的結(jié)構(gòu)與工藝性,機床的功能,零件數(shù)控加工內(nèi)容的多少,安裝次數(shù)及本單位生產(chǎn)組織狀況靈活掌握。另建議采用工序集中的原則還是采用工序分散的原則,要根據(jù)實際情況來確定,但一定力求合理。
(7)走刀路線和對刀點選擇。走刀路線包括切削加工軌跡,刀具運動到切削起始點、刀具切入、切出并返回切削起始點或?qū)Φ饵c等非切削空行程軌跡。由于半精加工和精加工的走刀路線是沿其零件輪廓順序進行的,所以確定走刀路線主要在于規(guī)劃好粗加工及空行程的走刀路線。合理確定對刀點,對刀點可以設在被加工零件上,但注意對刀點必須是基準位或已精加工過的部位,有時在第一道工序后對刀點被加工毀壞,會導致第二道工序和之后的對刀點無從查找,因此在第一道工序?qū)Φ稌r注意要在與定位基準有相對固定尺寸關(guān)系的地方設立一個相對對刀位置,這樣可以根據(jù)它們之間的相對位置關(guān)系找回原對刀點。這個相對對對刀位置通常設在機床工作臺或夾具上。
2.2 典型軸類零件加工工藝
(1)確定加工順序及進給路線。加工順序按粗到精、由近到遠(由右到左)的原則確定。工件右端加工:既先從右到左進行外輪廓粗車(留0.5mm余量精車),然后從右到左進行外輪廓精車,最后切槽;工件調(diào)頭,工件左端加工:粗加工外輪廓、精加工外輪廓,切退刀槽,最后螺紋粗加工、螺紋精加工。
(2)選擇刀具:①車端面:選用硬質(zhì)合金45°車刀,粗、精車用一把刀完成。②粗、精車外圓:(因為程序選用G71循環(huán)所以粗、精車選用同一把刀) 硬質(zhì)合金90°放型車刀,Kr=90°,Kr'=60°;E=30°,(因為有圓弧輪廓)以防與工件輪廓發(fā)生干涉,如果有必要就用圖形來檢驗。③車槽:選用硬質(zhì)合金車槽刀(刀長12mm,刀寬3mm)。④車螺紋:選用60°硬質(zhì)合金外螺紋車刀。
(3)選擇切削用量
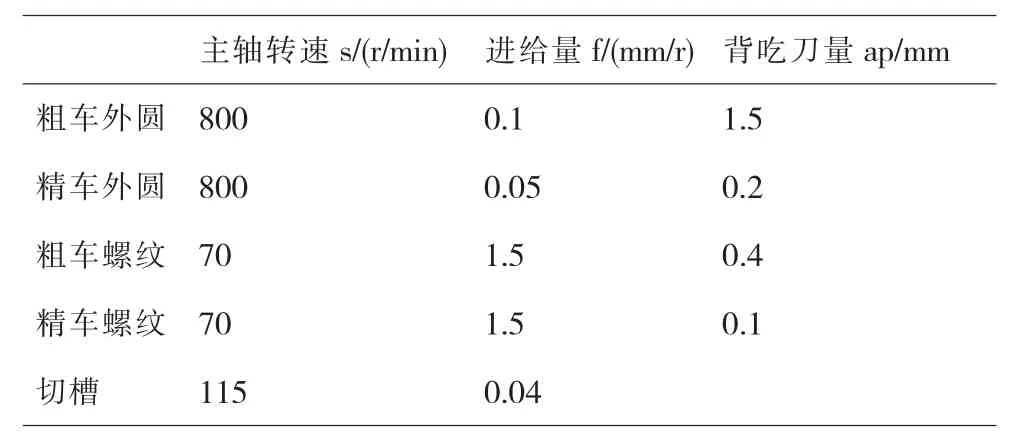
表1 切削用量選擇
3 結(jié)語
在數(shù)控車削加工中經(jīng)常遇到的軸類零件,本文中采用含螺紋零件進行案例分析,以資借鑒。
[1]吉衛(wèi)喜.機械制造技術(shù)[M].北京:機械工業(yè)出版社,2001.
[2]黃鶴汀.金屬切削機床(上、下冊)[M].北京:機械工業(yè)出版社,2001.