優化工藝提高大型礦用磨機齒輪加工效率
2013-08-23 11:12:38中信重工機械股份有限公司河南洛陽471039趙繼紅
金屬加工(冷加工) 2013年14期
關鍵詞:效率
中信重工機械股份有限公司 (河南洛陽 471039) 趙繼紅
礦用磨機大型化是國內外采礦機械發展的趨勢。大齒輪是礦用磨機中的關鍵傳動件,其加工精度直接影響著磨機的運轉穩定性。近年來,我廠為國內外大型礦用磨機配套生產的大齒輪日趨增多,所生產的大齒輪,直徑多在8m以上,齒長超過900mm,中硬齒面(>320HBW),齒面表面粗糙度值Ra=3.2μm,精度等級7級。
1.大齒輪加工現狀及存在的問題
(1)大齒輪現有生產流程。鑄造→劃→粗銑結合面→粗車→UT→熱處理→半精銑結合面,鉆結合面孔,把合→半精車→UT→粗滾→劃→精銑結合面→鉗工把合→精車→半精滾(φ16m滾齒機)→梳齒(φ12m梳齒機)→MT→機床對滾(大小齒輪在機床上對滾)→劃→鉆腹板孔及齒輪罩孔。
(2)精梳齒工藝要求。半精滾:φ16m滾齒機齒厚留量1.8!2.0mm;梳齒:齒輪端跳、徑跳找正到0.15mm之內,梳成。
(3)存在問題。φ12m瑞士馬格梳齒機(見圖1)是目前世界上最大的精梳齒機床,具有加工精度高、齒面表面粗糙度好,是我公司精加工大齒輪使用的主力機床。
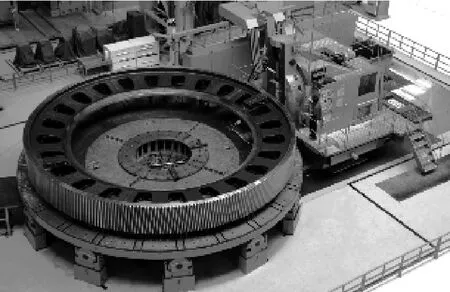
圖1 瑞士馬格φ12m 梳齒機
但由于梳齒機純機械的“切入/展成法”加工原理和梳齒刀形狀等因素的限制,使得大齒輪加工周期長,達20余天,從而成為影響大齒輪批量加工的“瓶頸”。M30梳齒刀如圖2所示。
針對生產現狀,筆者在公司現有加工設備的基礎上,通過深入挖掘各現有設備的加工能力,優化現有加工工藝,以期提高大齒輪的加工效率。

圖2 M30梳齒刀(材質:H390)
2.改進方案
(1)改進原則。在現有工藝路線的基礎上,運用“多滾少梳”的加工原則,即分別發揮φ16m滾齒機“切削效率高”和φ12m梳齒機“加工精度高”的能力優勢,即通過提高φ16m滾齒機的加工量,減少大齒輪梳齒前的余量,進而減少后續梳齒機的精加工余量,從而提高大齒輪的加工效率,減少加工周期。
(2)方案的設計和實施。針對公司訂購的一批數量為20臺份的M30齒圈,運用“多滾少梳”的加工原則,進行工藝優化。
M30齒圈各技術參數如下。直徑:8130mm;模數:30;壓力角:25°;齒數:276;齒長:900mm;螺旋角:7.5°,右旋;重量:48t;齒面硬度:320~350HBW;齒表面粗糙度值:Ra=3.2μm;精度等級:7級。
(3)加工參數設計如表1 所示。
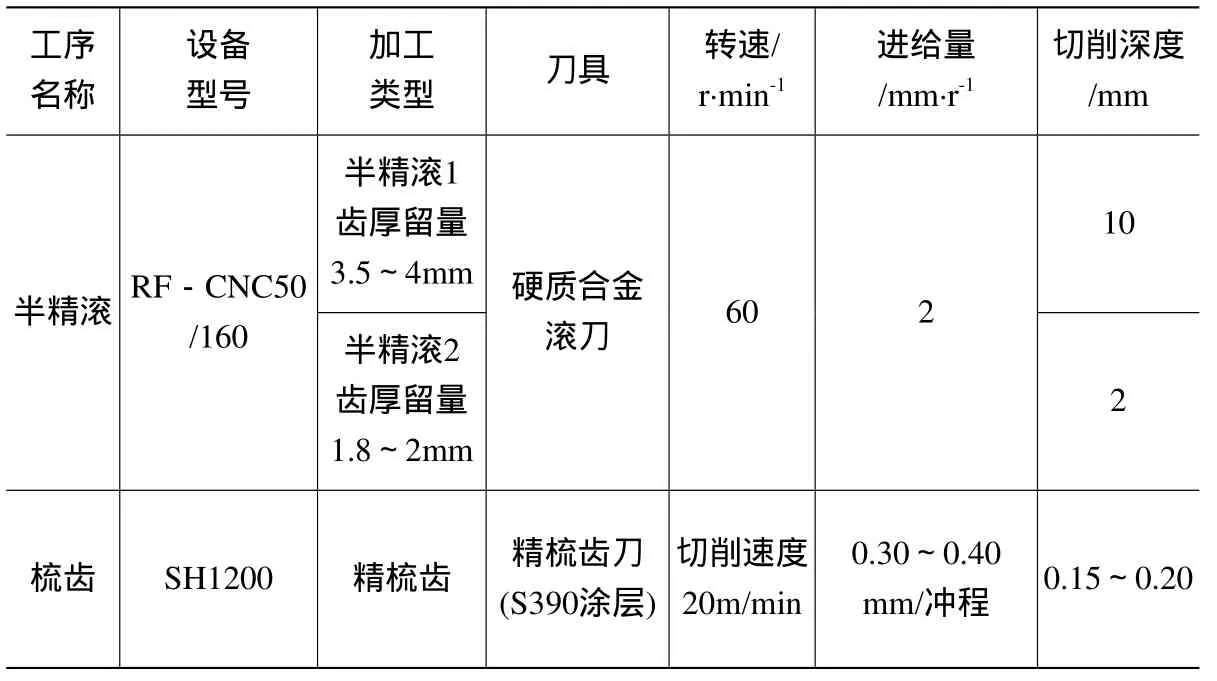
表1
3.方案設計、實施與分析
(1)設計思路:按“逐次減小梳齒前留量,直到試驗出用最小的留量,并還能保證齒圈的精加工質量”的加工思路,分別設計滾齒機加工后的大齒輪齒厚不同留量,即減少梳齒前留量同時還能保證完成齒圈的精加工,以實現提高梳齒機加工效率,縮短加工周期的工藝目的。
(2)具體方案以及實施效果如表2所示。
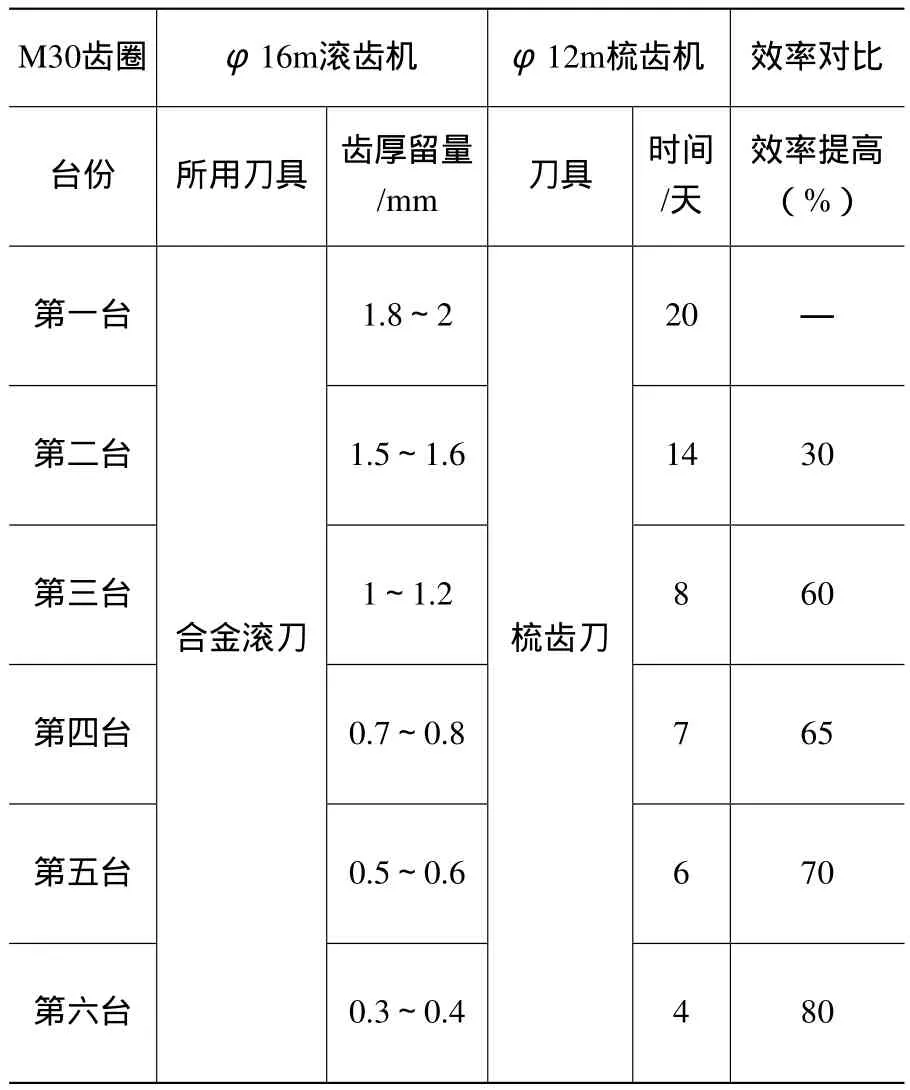
表2 M30齒圈加工實施狀況
(3)加工效果分析。隨著滾齒機齒厚留量的減少,梳齒機的加工效率大大提高。
需注意的是:由于后續試驗留量越來越少,需更加謹慎,以免因留量越小而易導致齒圈找正后因無加工余量而報廢,第六臺份M30齒圈的加工試驗也證明了這一點。
第六臺份齒圈在φ16 m滾齒機用滾刀加工至齒厚留量為0.3!0.4mm,再轉到φ12m梳齒機上梳齒, 用了4天時間梳成,效率提高80%。但該齒圈兩側齒面雖然全部梳到(因為存在兩臺機床的找正誤差,滾刀、梳齒刀的找正誤差,兩臺機床本身的機床誤差等),但已經到找正極限。
加工成本比較:如果數控滾齒機使用進口的M30機夾刀片滾刀,也可以進行M30齒圈的精加工。但是因為機夾刀片昂貴,加工成本高出很多。
機夾刀片滾刀本體約160萬元左右,一盤刀片有150片,僅刀片費用就約為20萬元,加工一個齒圈需要一盤刀片(雖然每個刀片有4個可換面,但因為精加工需要換刀片2次,基本上滾成后這一盤刀片就耗完3個刃),再加上每次滾刀的消耗費,滾齒的加工成本太高。而梳齒刀成本較低,每把刀在4000~5000元之間,并且可以重磨,相對來說,成本降低了很多。并且經過齒輪檢測數據的對比,梳齒加工的齒圈比滾齒加工的齒圈精度高;經過大、小齒輪對滾試驗后的對比檢查,梳齒加工的齒圈接觸率不用拋磨均直接達到設計要求。
4.結語
(1)為了確保最終能梳出合格的齒圈,建議齒厚留量在0.5~0.6mm較為合適,此時效率可以提高70%;如留量再小,可能會因累積誤差,造成精梳齒余量不夠而使得齒圈報廢。
(2)如果把7臺份作為一組計算,精梳齒相對于精滾齒僅刀具使用費就節省140多萬元,同時生產效率提高。采用“多滾少梳”的加工原則優化現有工藝,充分發揮φ16m滾齒機和φ12m梳齒機的加工能力,在確保大型齒輪加工質量的前提下,大大提高了大型齒輪的加工效率。該工藝方法也適用于其他高精度的大齒輪加工。
猜你喜歡
瘋狂英語·初中天地(2021年5期)2021-07-21 02:24:28
甘肅教育(2020年14期)2020-09-11 07:57:42
中學生數理化(高中版.高考數學)(2020年5期)2020-06-02 09:19:08
商周刊(2017年9期)2017-08-22 02:57:49
遼寧經濟(2017年6期)2017-07-12 09:27:16
中國衛生(2016年9期)2016-11-12 13:27:54
時代英語·高二(2015年1期)2015-03-16 00:08:11
中國洗滌用品工業(2015年7期)2015-02-28 19:02:38
電子設計工程(2015年12期)2015-02-27 12:06:10
中國衛生(2014年11期)2014-11-12 13:11:32