基于Solidworks和Mastercam的LYN(S)-1100×500搖床的設計與加工
2013-08-22 01:35:20馮子佳樂育生
科技視界 2013年23期
吳 專 馮子佳 樂育生
(湖北省地質勘查裝備中心,湖北 武漢430034)
0 引言
LYN(S)-1100×500搖床,是供實驗室開展礦石可選性研究、試驗和小型選礦廠等進行重力選礦常用的設備之一。適用于細粒和微細粒稀有金屬、黑色金屬、有色金屬、貴重金屬等礦石和煤的分選。
Solidworks機械設計軟件是一個基于特征、參數化、實體建模的設計工具,是世界上第一款就windows平臺的三維機械設計軟件[1]。Mastercam是美國CNC software公司推出的CAD/CAM集成軟件,具有完整的車、銑、線切割等加工系統,被廣泛的應用[2]。
1 LYN(S)-1100×500搖床的三維設
LYN(S)-1100×500搖床的零件建模,按照產品的結構可分為機架、床面、給礦槽、七星斗、箱體等5個部分。依據每個部分零件的不同特征[3],采取不同的建模方法。本文主要研究搖床床面的建模,對于其他一般零件的簡單建模,不作贅述。
1.1 搖床床面的建模
搖床的床面,是整個產品的核心部件,它直接影響到設備的選礦效果和功能。依據礦物的形態不同,搖床床面分為礦砂床面和礦泥床面,對應的床面的選礦槽型分別為U型槽和斜型槽。
搖床床面的基礎建模都比較簡單,關鍵的難點,在于床面槽型的建模。本文在床面槽型建模時采用的方法是,先進行單一槽型的特征,然后進行陣列。在單一槽型的設計時,同時采用了拉伸切除和放樣切除特征。在陣列時,要沿著鑒別線來進行,這是成功獲取正確槽型的關鍵,如圖1所示。
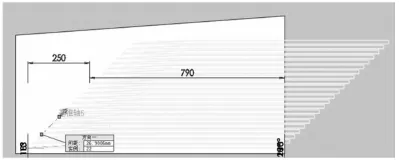
圖1 槽型建模Fig.1 The model the trough shape

圖2 床面三維圖Fig.2 The bed 3D graph
1.2 裝配體的建模
LYN(S)-1100×500搖床,包含機架、七星斗、給礦槽三個子裝配體。在三維建模的過程中,本文采用自下而上的方法,依次進行零件建模、子裝配體搭建和整機總裝配。
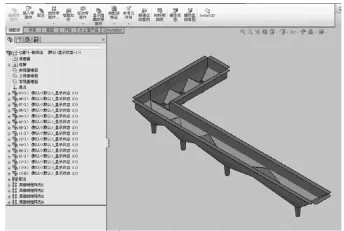
圖3 七星斗裝配圖Fig.3 The assembly of the seven stars dou

圖4 機架裝配圖Fig.4 The assembly of the rame
圖5 總裝配圖Fig.5 The general assembly drawing
在整機裝配完成后,使用“干涉檢查”確認整機無干涉存在;使用“重心查看”功能查看重心的位置;使用motion功能進行運動仿真。最后,可輸出二維工程圖。
2 LYN(S)-1100×500搖床的數控加工
搖床的床面,對LYN(S)-1100×500搖床的性能起著關鍵的作用,先進的床面制造工藝,將極大的改善搖床分選效果[4]。本文研究了在南通機床廠生產的V1100B型加工中心上加工該床面的方法。該床面的數控加工,包含工序設計和數控程序設計兩個部分。
2.1 加工工序設計
本文在V1100B型加工中心上加工該床面時,工序包含四步:對上表面進行面銑、對四周進行輪廓銑削、對安裝面進行面銑和孔加工、對U型槽和斜型槽進行加工。其中,最后的槽型加工是關鍵路徑。
槽型的加工,有兩種辦法:一是直接利用solidworks三維模型,使用mastercam的三維曲面加工方法[5],此方法的參數設置比較簡單,但是槽型加工有殘留較大、加工耗時長;二是選擇槽型底部的曲線,使用mastercam外形銑削功能,選用12mm的平底刀沿底部曲線進行銑削加工,此方法加工最符合設計要求,但是在斜面部分由過切發生。經過實際測量,第二種方法過切的弧度小于0.1mm,滿足床面的工藝要求,因此,我們采用第二種方法來加工U型槽和斜型槽。
2.2 數控程序設計
依據前面所講的第二種方法,將solidworks的床面零件直接導入mastercam,進行視角的調整后,即可依次生成面銑、輪廓銑削、鉆孔等路徑[5]。在進行U槽和斜槽的路徑設計時,應先進行實體轉曲面的操作,并生成曲面曲線。然后利用槽底的輪廓曲線進行銑削加工,這樣才能高效、準確的進行槽型的加工。
在檢查無刀具碰撞,并且界面形狀正確后,可進行后處理。本文選擇的是mastercam自帶的通用三軸機床的后處理程序[6],生成NC程序文件。
3 結論
本文在現有技術資料的基礎上,采用solidworks軟件對LYN(S)-1100×500搖床進行了三維建模和優化設計,采用mastercam軟件對關鍵部件床面進行了數控加工設計,并在南通V1100B型加工中心上進行了數控加工實踐。優化設計后的新產品經全國多家選礦院所使用,取得了很好的用戶體驗。
[1]陳超祥,葉修梓.solidworks高級教程簡編[M].北京:機械工業出版社,2010.
[2]曹巖,李云龍.mastercam X6數控加工編程實例精解[M].北京:化學工業出版社,2012.
[3]麓山文化.Mastercam X6 從入門到精通[M].北京:機械工業出版社,2012.
[4]賈雪艷.Mastercam X6 中文版標準教程[M].北京:清華大學出版社,2013.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
兒童故事畫報(2019年5期)2019-05-26 14:26:14
藝術啟蒙(2018年7期)2018-08-23 09:14:18
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
Coco薇(2016年2期)2016-03-22 02:42:52
Coco薇(2015年1期)2015-08-13 02:47:34
小雪花·成長指南(2015年7期)2015-08-11 15:03:12
小雪花·成長指南(2015年4期)2015-05-19 14:47:56
