工藝參數(shù)對(duì)AZ31鎂合金板拉深成形性能的影響
2013-08-16 10:22:36季筱瑋
機(jī)械工程材料 2013年3期
郜 瑞,溫 彤,季筱瑋,張 杰
(重慶大學(xué)材料科學(xué)與工程學(xué)院,重慶400044)
0 引 言
鎂合金是目前實(shí)際應(yīng)用中密度最小的金屬材料,它不僅具有較高的比剛度和比強(qiáng)度,而且還具有優(yōu)良的散熱性能、電磁屏蔽性能和減震性能[1],因此在汽車(chē)、航空航天以及電器制造等行業(yè)具有廣闊的應(yīng)用前景。近年來(lái),鎂合金的薄板沖壓成形技術(shù)發(fā)展迅速,不僅能滿(mǎn)足產(chǎn)品薄壁化、輕量化的要求,也能大幅提高生產(chǎn)率和產(chǎn)品合格率[2-3],目前研究開(kāi)發(fā)鎂合金薄板沖壓成形技術(shù)成為鎂合金的研究熱點(diǎn)之一。板料的成形過(guò)程受沖壓速度、壓邊力大小、凸凹模間隙等工藝參數(shù)的影響,選取優(yōu)化合理的工藝參數(shù)是保證沖壓件無(wú)破裂、無(wú)起皺和板料厚度均勻分布等成形質(zhì)量的關(guān)鍵,但目前還難以精確建立工藝參數(shù)與成形質(zhì)量之間的關(guān)系,并且工藝參數(shù)的優(yōu)化還需要經(jīng)驗(yàn)和大量試驗(yàn)來(lái)確定,這不僅費(fèi)時(shí),而且成本很高。
為此,作者將正交試驗(yàn)和有限元數(shù)值模擬相結(jié)合,對(duì)鎂合金板的杯形拉深成形工藝參數(shù)進(jìn)行優(yōu)化,以期得到最佳的工藝參數(shù)用以指導(dǎo)實(shí)際生產(chǎn)。
1 有限元模型的建立
采用Dynaform軟件對(duì)AZ31鎂合金杯形件的拉深過(guò)程進(jìn)行數(shù)值模擬。拉深模具的有限元模型如圖1所示,AZ31鎂合金的性能參數(shù)如表1所示。
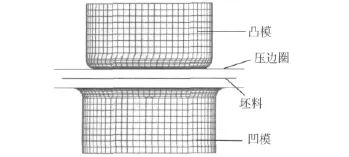
圖1 拉深模具的有限元模型Fig.1 Finite element model of deep drawing mould
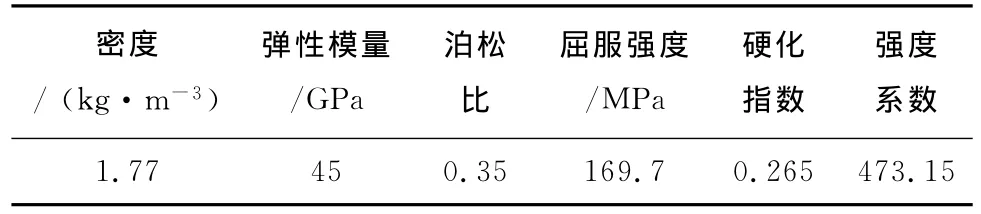
表1 AZ31鎂合金的性能參數(shù)Tab.1 Properties parameters of AZ31magnesium alloy
參數(shù)設(shè)置:凸模直徑40mm,坯料直徑55mm,厚度1mm,壓邊圈運(yùn)動(dòng)速度30mm·s-1,凹模靜止,拉深深度設(shè)定為15mm,凸凹模圓角半徑為3mm。
2 拉深成形工藝參數(shù)的試驗(yàn)優(yōu)化
影響杯形件拉深成形質(zhì)量的因素很多,如壓邊力、拉深次數(shù)、凸凹模間隙、凸模運(yùn)動(dòng)速度等,若逐一分析各因素的影響,工作量太過(guò)繁重。為此,作者采用正交試驗(yàn)分析各因素對(duì)成形質(zhì)量的影響,按重要程度找出主次關(guān)系,并確定對(duì)成形質(zhì)量試驗(yàn)指標(biāo)的優(yōu)選工藝條件[4],以達(dá)到用較少的工作量完成多因素水平影響分析的目的。
2.1 試驗(yàn)因素及水平
選用L16(45)正交表,選取壓邊力、凸凹模間隙、凸模及壓邊圈與板間的摩擦因數(shù)、凹模與板間的摩擦因數(shù)、凸模運(yùn)動(dòng)速度這5個(gè)與杯形件拉深成形有強(qiáng)相關(guān)作用的因素作為變化因子,每個(gè)因子選取4個(gè)水平,如表2所示。
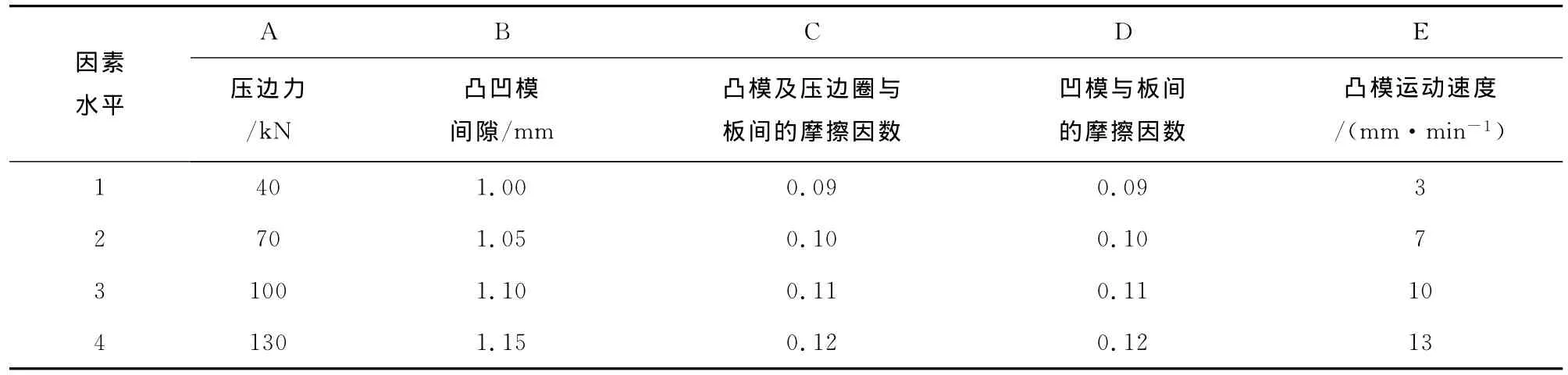
表2 正交試驗(yàn)因素水平表Tab.2 Level table of orthogonal factors
2.2 質(zhì)量目標(biāo)函數(shù)
拉深成形中,成形件出現(xiàn)的主要缺陷是破裂和起皺。為了避免上述缺陷,需建立合適的成形性評(píng)價(jià)標(biāo)準(zhǔn)。作者以杯形件成形后的壁厚最大減薄率β為質(zhì)量目標(biāo)函數(shù)[5]:

式中:t1為板料原始厚度;t2為沖壓件最小壁厚。
2.3 試驗(yàn)結(jié)果及討論
根據(jù)表3中的極差R可知,各因素對(duì)沖壓件壁厚最大減薄率影響程度由大到小的順序?yàn)閴哼吜Α⑼鼓5倪\(yùn)動(dòng)速度、凸凹模間隙、凸模及壓邊圈與板間的摩擦因數(shù)、凹模與板間摩擦因數(shù)。根據(jù)正交處理的結(jié)果,將因素各水平對(duì)杯形件拉深成形的影響繪制于圖2中。
從圖2可知,隨著壓邊力(因素A)增大,壁厚最大減薄率呈快速增大的趨勢(shì)。這是因?yàn)閴哼吜^(guò)大,使得成形過(guò)程中材料的流動(dòng)不暢,底部圓角處的材料得不到補(bǔ)充,厚度減薄率增大,甚至出現(xiàn)破裂。壁厚最大減薄率隨凸凹模間隙(B)的增大呈先減小后增大的趨勢(shì)。這是由于兩者間隙過(guò)小時(shí),坯料通過(guò)凸凹模時(shí)受阻,底部圓角處坯料減薄嚴(yán)重;凸凹模間隙過(guò)大時(shí),會(huì)使側(cè)壁材料處于兩向受拉的不良應(yīng)力狀態(tài)而過(guò)早破裂;當(dāng)凸凹模間隙為1.10mm時(shí),對(duì)成形最有利。由于凸模與杯壁間的摩擦可增大拉深功,進(jìn)而增大拉深力,所以摩擦因數(shù)應(yīng)取最大值,從圖2可知,板料與凸模間的摩擦因數(shù)(C)需取0.10。凹模與板料間的摩擦因數(shù)(D)對(duì)成形件厚度的影響不顯著,但根據(jù)曲線趨勢(shì)及實(shí)際經(jīng)驗(yàn)可知,法蘭部分的潤(rùn)滑是有益的,它能減小摩擦功并提高拉深件的表面質(zhì)量[6]。故在鎂合金杯形件拉深過(guò)程中,可在法蘭部分涂潤(rùn)滑油,以減小凹模與板料間的摩擦因數(shù)。隨著凸模運(yùn)動(dòng)速度(E)的增加,壁厚最大減薄率呈上升趨勢(shì)。這是因?yàn)殒V合金屬于應(yīng)變速率敏感材料,凸模運(yùn)動(dòng)速度對(duì)其成形具有較大的影響。隨變形速率的增大,板料所需的拉深力增加,增大了薄板出現(xiàn)破裂的可能性。
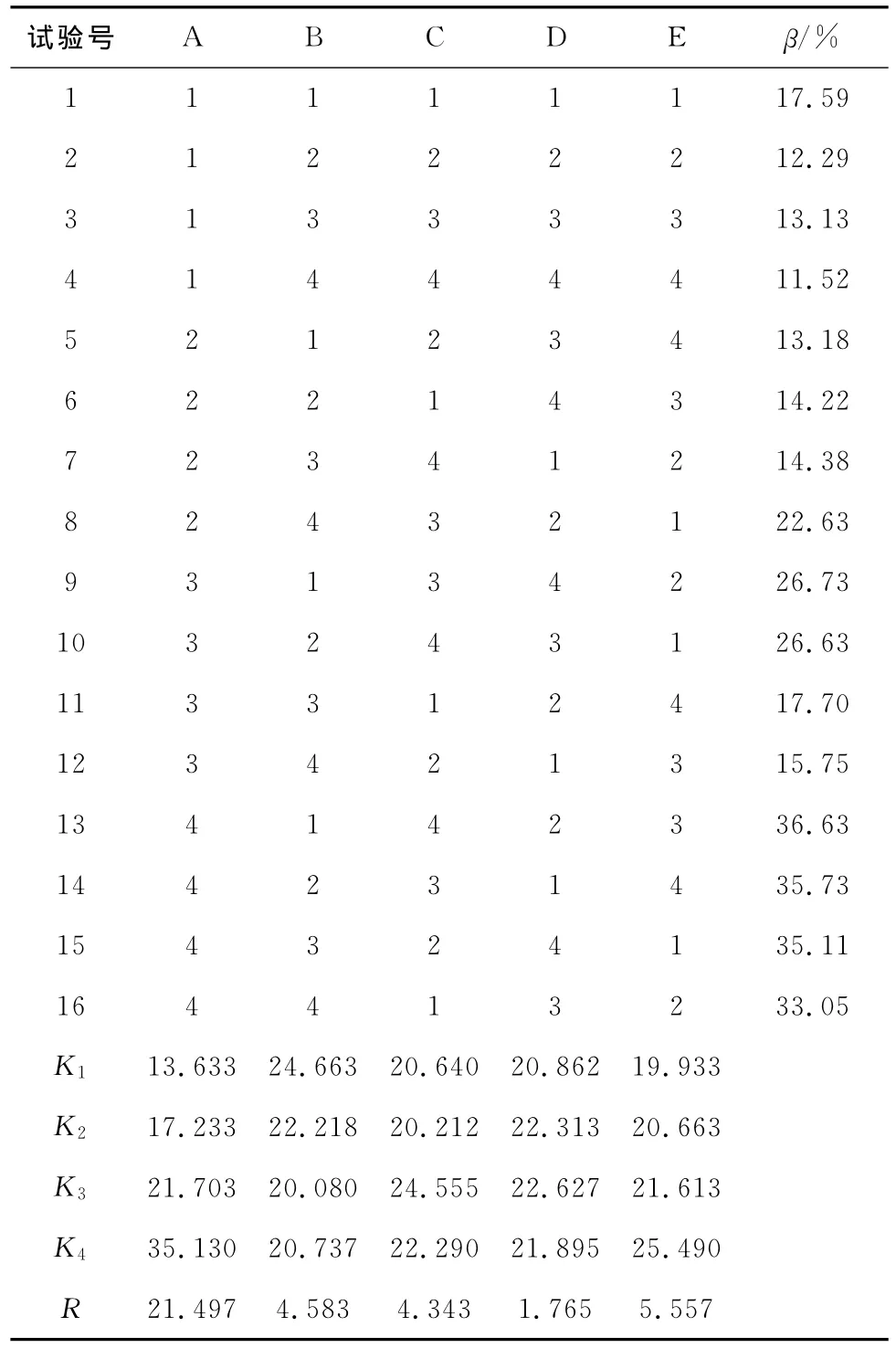
表3 正交試驗(yàn)方案及結(jié)果Tab.3 Plans and results of orthogonal test
根據(jù)正交試驗(yàn)結(jié)果知,鎂合金杯形件拉深成形較優(yōu)的條件為A1B3C2D1E1,即鎂合金的杯形拉深試驗(yàn)中壓邊力取40kN,凸凹模的間隙取1.10mm,凸模及壓邊圈與板間的摩擦因數(shù)取0.10,凹模與板間的摩擦因數(shù)取0.09,凸模的運(yùn)動(dòng)速度取3mm·min-1。
3 拉深成形優(yōu)化工藝參數(shù)的有限元模擬
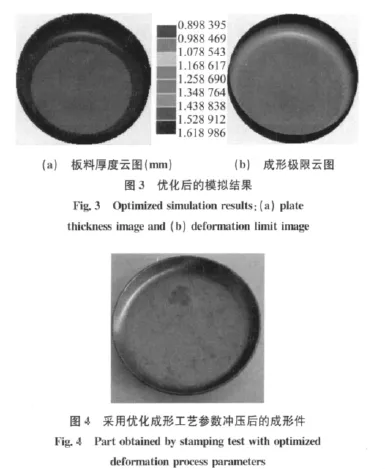
根據(jù)優(yōu)化的試驗(yàn)條件進(jìn)行模擬得到杯形件的厚度和成形極限云圖如圖3所示,可知此條件下成形件最薄弱的區(qū)域?yàn)榕c凸模圓角接觸的部分,減薄率為10.2%,未發(fā)生破裂,證明可將此工藝條件作為優(yōu)化的工藝條件。
將有限元模擬過(guò)的成形工藝參數(shù)應(yīng)用到AZ31鎂合金的拉深成形中,在壓力機(jī)上用模具對(duì)板料進(jìn)行沖壓,成形后的沖壓件如圖4所示。通過(guò)對(duì)杯形件的測(cè)量與檢驗(yàn)得出,圓角處的厚度最大減薄率、桶壁部分的微小起皺均符合設(shè)計(jì)要求,這同時(shí)也驗(yàn)證了有限元模擬的正確性。
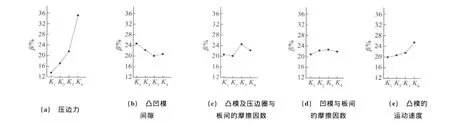
圖2 各因素對(duì)成形件壁厚最大減薄率β的影響Fig.2 Effect of various factors onβ:(a)βvs blank-h(huán)older force;(b)βvs punch and die clearance;(c)βvs friction coefficient between punch and plate;(d)βvs friction coefficient between die and sheet and(e)βvs punch rate
3 結(jié) 論
(1)壓邊力對(duì)鎂合金杯形件最大壁厚減薄率的影響最大,其次是凸模運(yùn)動(dòng)速度、凸凹模間隙、凸模及壓邊圈與板間摩擦因數(shù)、凹模與板間的摩擦因數(shù)。
(2)最大壁厚減薄率隨壓邊力的增大而增大,隨凸凹模間隙的增大呈先減小后增大的趨勢(shì),隨板料與凸、凹模間摩擦因數(shù)的增加呈先增大后減小的趨勢(shì),隨凸模速度的增大而增大。
(3)試驗(yàn)結(jié)果驗(yàn)證了有限元模擬優(yōu)化的正確性。
[1]張凱鋒,尹德良,吳德忠,等.AZ31鎂合金板的熱拉深性能[J].中國(guó)有色金屬學(xué)報(bào),2003,13(6):1505-1509.
[2]DOEGE E,DRODER K.Sheet metal forming of magnesium wrought alloys-formability and process technology[J].Journal of Materials Processing Technology,2001,115:14-19.
[3]張青來(lái),盧晨,朱燕萍,等.軋制方式對(duì)AZ31鎂合金薄板組織和性能的影響[J].中國(guó)有色金屬學(xué)報(bào),2004,14(3):391-397.
[4]張先宏,崔振山,阮雪榆.鎂合金塑性成形技術(shù)——AZ31B成形性能及流變應(yīng)力[J].上海交通大學(xué)學(xué)報(bào),2003,37(12):1874-1877.
[5]中國(guó)科學(xué)院數(shù)學(xué)研究所數(shù)理統(tǒng)計(jì)組.正交試驗(yàn)法[M].北京:人民教育出版社,1975.
[6]駱志高,范彬彬,郭嘯棟,等.基于正交試驗(yàn)的前臂梁沖壓成形工藝參數(shù)優(yōu)化[J].模具工業(yè),2008,34(11):27-30.
