電子束焊接在燃氣輪機研制中的應用
2013-08-02 08:39:48海軍裝備部西安710000王文杰
金屬加工(熱加工) 2013年8期
關鍵詞:焊縫
海軍裝備部 (西安 710000) 王文杰
一、電子束焊接技術特點及應用前景
電子束焊接技術起源于德國,經過幾十年的發展,目前全世界已有幾千臺設備在核工業、航空宇航工業、精密加工業及重型機械等工業部門應用,其應用前景越來越廣泛。電子束焊接是利用匯聚的高速電子轟擊工件接縫處所產生的熱能,使材料熔合的一種焊接方法。
1.電子束焊接技術特點
電子束焊接技術特點:①加熱功率密度大。②焊縫熔深熔寬比大。③熔池周圍氣氛純度高。
2.應用前景
隨著電子束焊接技術在各工業領域的滲透,特別在精密加工、原子能及航空航天領域具有的應用前景,使得各國的研究者競相展開了對電子束基礎理論及應用技術的研究。美國、俄羅斯各研究人員利用電子束對碳鋼、合金鋼、不銹鋼、金、鋁合金及高強鋼等材料進行了焊接工藝試驗,對于電子束焊接參數(加速電壓、焊接電流、速度、聚焦電流、焦點位置等)對接頭組織及性能影響進行了研究,為合理地優化焊接工藝、保證接頭的質量提供了理論依據。電子束焊具有穿透力強、焊縫深寬比大、焊接變形小、精確快速的可控性等諸多優點。但電子束焊接設備昂貴,焊接成本高,因而多應用于航空制造業,隨著現代新型材料研制的需要,電子束焊接在該領域的應用日益廣泛,并顯示出很大的優越性。
二、電子束焊接在燃氣輪機研制中的應用
隨著燃氣輪機技術的不斷發展,傳統的氬弧焊、電弧焊等焊接已不能滿足其焊接要求,真空電子束焊接等先進焊接方法廣泛應用到燃氣輪機壓氣機機匣、壓氣機轉子、渦輪轉子及渦輪葉片研制中。
1.在壓氣機機匣研制中的應用
某燃氣輪機的高、低壓壓氣機機匣均是由整體電子束焊接成形的大型對開機匣,具有焊縫多、焊縫長、厚度大、交叉焊縫多等特點,焊接難度大、易出現焊接缺陷。
焊接接頭的設計:焊接接頭有多種形式,焊縫最好垂直于零件的壁面,也可以垂直于零件的軸線,接頭可以帶定位止口,也可以不帶定位止口。因為機匣高、組焊零件多,而且質量大,所以機匣的徑向焊縫選用垂直于機匣軸線帶定位止口的接頭形式,縱向焊縫選用平行于機匣軸線的無襯底的對接接頭形式。
焊接夾具的設計:由于機匣高且重量大,焊接收縮量大,因而焊接夾具采用應過定位設計。夾具底座的中心應設計一個大直徑的芯軸,芯軸頂端有一大頂針孔和機床尾座上的頂針配用,裝在芯軸上的壓緊蓋板和螺帽之間設有大型蝶形彈簧,以補償機匣焊縫的軸向焊接收縮量,使機匣在整個焊接過程中始終保持良好的定位壓緊狀態。
焊接參數試驗:選用同材料、同狀態、同厚度和同接頭形式的試板,軸向焊接收縮量的模擬試驗用縮小尺寸的焊接試環。焊接試驗應進行多次,測取大量數據進行分析計算,焊接試板和試環的焊縫按相應的驗收標準經X光檢查及檢驗合格。
應注意問題:①退磁:檢查夾具及零件的磁性,大于1Gs應退磁。②除油清洗:用汽油清洗夾具及零件,去除油污,用丙酮擦洗焊接面及其周圍區域,以減少焊接氣孔。③裝配:檢查清洗干凈的夾具及零件有無被再次污染。裝夾零件,用塞尺檢查零件焊接結合面的間隙,壓緊零件。④點焊定位:用氬弧焊對組焊零件進行對稱點焊定位,定位焊縫的寬度應小于電子束焊縫的寬度。⑤補焊:必要時進行電子束或氬弧焊補焊,補焊后應重新進行消除應力的熱處理和X光檢查。
2.在壓氣機轉子研制中的應用
壓氣機轉子一般選材為GH4169材料和鈦合金材料,其工作特點是轉速高,轉速可達數千或數萬。隨著焊接技術的發展,在現代先進發動機中采用焊接式轉子的越來越多,焊接轉子一般采用電子束焊接和摩擦焊,圖1為電子束焊接的壓氣機轉子結構。

圖1 電子束焊接的壓氣機轉子結構
(1)焊接精度要求高 焊接的鼓盤式轉子必須保證組件的同心度和跳動要求,轉子的電子束焊接,要保證精度高、變形小、無氧化、高強度及低殘余應力,這就必須有大型的數控電子束焊接設備和成熟的焊接技術,同時還要靠焊接工裝和合理的工藝來保證。
(2)焊接質量要求高 壓氣機轉子焊接過程中焊縫中易產生氣孔缺陷,尤其是對鈦合金。焊前應對焊接參數的合理性在模擬件上進行驗證,為了防止氣孔的產生,焊接接頭的襯底上應加工排氣槽,接頭焊前清洗應十分干凈,再根據材料不同采用對接頭的化學和機械清理。焊接過程中如采用穿透焊接,有利于消除氣孔缺陷但要做好焊接飛濺物的防護工作,且焊接熱輸入較大,零件易變形;采用非穿透焊接,必須將焊接中產生的缺陷盡可能深的引入到焊接襯底中去,隨后將襯底去除,無需修飾焊接工藝;為了保證焊縫質量,一般要加厚襯底,并焊成襯底背面微透,這樣就不存在飛濺物燒傷和粘附問題,零件的變形也易控制。
(3)焊接參數試驗 在每個零件焊接前,先進行試板的焊接,確定合適的焊接參數;然后使用選好的參數在等厚度、等直徑的模擬試環上進行焊接,并按相同標準進行檢測。試環合格后方進行正式零件的焊接。
(4)注意問題 ①焊前對零件進行酸洗,然后在焊接接頭區域用不銹鋼絲刷進行清理。②在焊接止口處開放氣槽,零件焊接過程中產生的氣體通過放氣槽排出,降低焊縫氣孔缺陷產生的幾率。③焊前使用小束流對零件焊縫區域進行多次預熱,既能清理焊縫,使臟物提前蒸發,又能減少熱輸入量,降低焊接應力。④優化焊接參數,采用聚焦焊接,使焊縫正面成形良好,背面微透,既減少了熱輸入量,又能將焊接產生的氣孔缺陷集中在焊縫止口底部,便于車加工去除。⑤封焊和正式焊接時,每相鄰的兩條焊縫起、收弧位置錯開180°,保證受熱均勻,且所有焊縫的起、收弧點必須均布,以減少焊接變形。
3.電子束焊接在渦輪研制中的應用
渦輪部件是燃氣輪機中承受高溫高壓高轉速的部件,是燃氣輪機研制工作的關鍵所在。為減輕重量、提高可靠性,新研發動機渦輪盤軸往往采用電子束焊接的一體化結構。渦輪導葉工作環境溫度高,熱交變應力大,研制難度大,目前國內外探索采用電子束焊接的多組葉片模式,取得較好效果。
(1)渦輪盤軸一體化焊接 在燃氣渦輪部分,盤軸往往采用電子束焊連接的一體化結構,中間沒有連接件,重量最輕。但由于渦輪部分為承力轉動件,在工作過程中有很大的扭轉載荷,焊接須確保盤軸的同心度和跳動要求,因此對焊接接頭質量要求十分苛刻。在某型機低壓渦輪軸的研制中,采用電子束焊接將GH4169材料的軸連接起來(見圖2),采用焊接結構件較整體件加工降低了機加工難度,同時節約了材料,經濟性好,國外在RB199等發動機的高壓渦輪部分就采用了電子束焊接結構。盤軸焊接結構,應考慮不同材料的焊接接頭在各種使用工況下的影響,焊接接頭的位置盡量放在應力較小、壁厚較薄的位置。
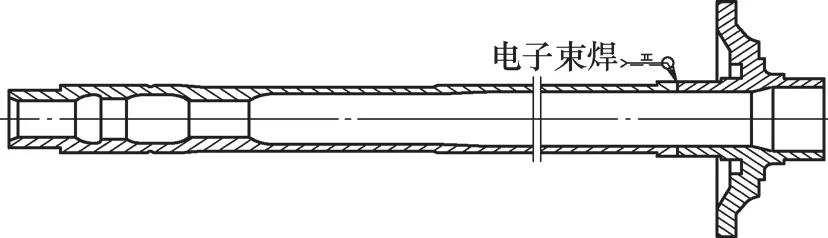
圖2 焊接結構的低壓渦輪軸
(2)渦輪導葉分組焊接 在渦輪導向葉片的制造過程中,由于導向葉片受到較大的氣動力與不穩定的脈動負荷,還處于高溫燃氣的包圍之中,溫度高,冷熱變化大,溫度不均勻情況嚴重,熱沖擊和熱疲勞成為葉片失效的主要原因之一。在此情況下,導向葉片一般做成單葉、兩葉或三葉組,可采用電子束焊接,便于裝配、定位和公差控制,損壞后也易更換。在TAY及某機上,高壓渦輪導向葉片均為采用電子束焊接的三葉組結構。葉片緣板的對接焊是典型的變截面焊接,焊接厚度在2~12mm之間變化,需由同一參數一次完成焊接,且焊縫要好,焊縫為Ⅲ級。葉片的焊接焊縫中易產生裂紋缺陷,尤其是在發動機上工作一段時間后,裂紋的產生由材料中Al、Ti及雜質元素的含量較高有關,焊接質量的控制尤為關鍵。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
石家莊鐵路職業技術學院學報(2017年4期)2017-05-25 13:26:35
制造業自動化(2017年2期)2017-03-20 14:26:13
設備管理與維修(2015年12期)2015-04-09 06:57:24
機電信息(2015年3期)2015-02-27 15:54:47
機械工程師(2015年9期)2015-02-26 08:38:15
水電站機電技術(2014年4期)2014-10-13 08:30:07
